1.本技术涉及家用自动化技术领域,尤其涉及一种燃气表功能检测设备及生产线。
背景技术:
2.燃气表作为一种气体流量计,被广泛应用于生活和生产过程中,根据工作原理的不同,燃气表具有不同的类型,其中,膜片使燃气表利用压力差的作用,使得气体经分配交替进入计量室,充满后排向出气口,同时推动计量室内的膜片作往复式运动,并且通过转换机构将这一个循环过程转换为相应的气体流量,从而完成计量功能。
3.相关技术中,燃气表通常包括壳体、机芯等部件,燃气表在进行生产时,需要经过多道装配和检测工序,在生产过程中,燃气表的各个装配工序以及检测工序对应的设备相对独立,燃气表产品的传递通常利用皮带和差速链相结合的方式,并且不同工序之间分段生产,衔接需要通过周转车进行运送,对燃气表产品批次的控制以及生产过程的节奏把控依靠人工来完成,检测步骤需要人工把控,检测数据需要统一批量上传。
4.然而,目前的燃气表生产线的生产过程检测效率低。
技术实现要素:
5.本技术实施例提供一种燃气表功能检测设备及生产线,以解决燃气表生产线的生产过程检测效率低的技术问题。
6.第一方面,本技术提供一种燃气表功能检测设备,该功能检测设备包括输送装置、抓取装置和检测装置,抓取装置用于将输送装置上的燃气表抓取至检测装置进行检测。
7.其中,检测装置包括支架、第一移动机构、检测机构和至少两个定位机构,第一移动机构设置于支架上,至少两个定位机构均与支架连接,且定位机构沿第一移动机构的延伸方向排布,每个定位机构上均可放置燃气表,检测机构与第一移动机构连接并沿第一移动机构移动,以对不同的定位机构上的燃气表进行功能检测。
8.本技术提供的燃气表功能检测设备通过对检测装置的结构设计,以及对检测前后工序的对接方式设计,实现了检测过程的自动化,同时,检测过程中可以同步进行多个燃气表的功能检测,不同燃气表的检测过程和检测数据相对独立,提高了检测效率。
9.作为一种可选的实施方式,检测机构可以包括视觉检测单元、程序录入单元和按钮检测单元,视觉检测单元被配置为对燃气表的读数功能进行检测,程序录入单元与燃气表具有间距,且程序录入单元被配置为通过红外方式向燃气表录入计数程序,按钮检测单元与燃气表的按钮抵接,以对燃气表的按钮功能进行检测。
10.作为一种可选的实施方式,检测机构还可以包括电池取放单元,检测装置还可以包括电池存储机构,电池存储机构存储有多个不同型号的电池,电池取放单元用于将电池存储机构上的电池安装至燃气表中,或者将燃气表中的电池取放至电池存储机构上。
11.作为一种可选的实施方式,电池存储机构可以包括工装架和电池工装,工装架与支架连接,电池工装设置在工装架上,电池工装上装载有至少一个电池。
12.作为一种可选的实施方式,检测装置还可以包括供气机构,供气机构可以包括驱动单元、进气管、排气管和压装单元,压装单元与进气管连通,且压装单元被配置为可与燃气表的通气口连通或断开,驱动单元与进气管连通,排气管与驱动单元连通。
13.作为一种可选的实施方式,检测装置还可以包括第二移动机构,第二移动机构与第一移动机构平行,压装单元可以为多个,多个压装单元均与第二移动机构连接,且沿第二移动机构的延伸方向排布;压装单元可沿第二移动机构的延伸方向移动,以使压装单元与定位机构相对。
14.作为一种可选的实施方式,输送装置可以包括输送线和工装载具,工装载具沿输送线移动,且工装载具被配置为装载燃气表;抓取装置和检测装置分别设置于输送线的相对两侧。
15.作为一种可选的实施方式,抓取装置可以包括翻转机构和机器人,翻转机构位于输送线沿输送方向的侧方,机器人具有执行单元,翻转机构被配置为将工装载具上的燃气表进行翻转,以使燃气表的抓取面朝向执行单元。
16.作为一种可选的实施方式,该功能检测设备还可以包括安全栅栏和不良品处理装置,安全栅栏围设形成检测空间,输送装置贯穿经过检测空间,抓取装置和检测装置位于检测空间内,不良品处理装置至少部分位于检测空间外侧,抓取装置被配置为根据检测装置的检测结果将燃气表中的不良品放置到不良品处理装置上。
17.第二方面,本技术提供一种燃气表生产线,用于生产燃气表,燃气表生产线包括装配设备、密封性检测设备、精度检测设备和上述技术方案中的燃气表功能检测设备。
18.本技术提供一种燃气表功能检测设备及生产线,其中,功能检测设备包括输送装置、抓取装置和检测装置,抓取装置用于将输送装置上的燃气表抓取至检测装置进行检测,检测装置包括支架、第一移动机构、检测机构和至少两个定位机构,第一移动机构设置于支架上,至少两个定位机构均与支架连接,且定位机构沿第一移动机构的延伸方向排布,每个定位机构上均可放置燃气表,检测机构与第一移动机构连接并沿第一移动机构移动,以对不同的定位机构上的燃气表进行功能检测,从而可以提高检测效率。
19.除了上面所描述的本技术实施例解决的技术问题、构成技术方案的技术特征以及由这些技术方案的技术特征所带来的有益效果外,本技术提供的燃气表功能检测设备及生产线所能解决的其他技术问题、技术方案中包含的其他技术特征以及这些技术特征带来的有益效果,将在具体实施方式中作出进一步详细的说明。
附图说明
20.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
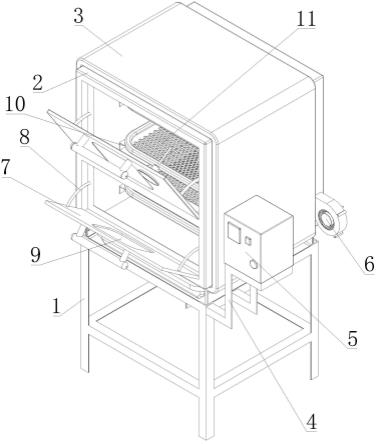
21.图1为本技术实施例提供的燃气表功能检测设备的结构示意图;
22.图2为本技术实施例提供的燃气表功能检测设备的内部示意图;
23.图3为本技术实施例提供的燃气表功能检测设备的抓取装置与输送线的配合示意图;
24.图4为本技术实施例提供的燃气表功能检测设备的检测装置的示意图;
25.图5为本技术实施例提供的燃气表功能检测设备件的供气机构的结构示意图;
26.图6为本技术实施例提供的燃气表功能检测设备的检测机构的装配示意图;
27.图7为本技术实施例提供的燃气表功能检测设备的电池存储机构的示意图;
28.图8为本技术实施例提供的燃气表功能检测设备的不良品处理装置的布置示意图;
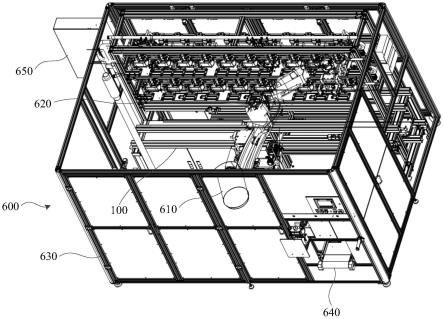
29.图9为本技术实施例提供的燃气表生产线的示意图;
30.图10为本技术实施例提供的燃气表生产线中工装载具装配燃气表的示意图;
31.图11为本技术实施例提供的燃气表生产线中工装载具的结构示意图;
32.图12为本技术实施例提供的燃气表生产线中工装载具的底部结构示意图;
33.图13为本技术实施例提供的燃气表生产线中工装载具的爆炸图。
34.附图标记说明:
35.100-输送线;
36.200-工装载具;210-底板;211-连接孔;220-夹具组件;221-连接板;222-第一侧板;2221-第一定位销;223-第二侧板;2231-第二定位销;2232-插槽;2233-插孔;224-连接部;230-识别单元;240-上电组件;241-电路板;2411-凸出部;242-导电柱;
37.310-摇臂和旗杆装配设备;320-紧固件装配设备;321-端盖紧固件装配设备;322-机芯紧固件装配设备;323-上壳体紧固件装配设备;324-底座和前盖紧固件装配设备;330-配轮设备;340-暗封装配设备;350-防尘帽装配设备;360-喷码装置;370-涂胶装置;380-搬运装置;390-激光打标装置;
38.410-机芯密封性检测装置;420-第一整机密封性检测装置;430-第二整机密封性检测装置;
39.500-精度检测设备;510-音速喷嘴检测装置;520-误差曲线检测装置;
40.600-功能检测设备;610-抓取装置;611-翻转机构;612-机器人;6121-执行单元;620-功能检测装置;621-支架;622-第一移动机构;623-检测机构;6231-视觉检测单元;6232-程序录入单元;6233-按钮检测单元;6234-电池取放单元;624-定位机构;625-电池存储机构;6251-工装架;6252-电池工装;626-供气机构;6261-驱动单元;6262-进气管;6263-排气管;6264-压装单元;627-第二移动机构;630-安全栅栏;640-不良品处理装置;641-传送线;642-处理台;650-控制单元;
41.700-燃气表。
具体实施方式
42.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。
43.首先,本领域技术人员应当理解的是,这些实施方式仅仅用于解释本技术的技术原理,并非旨在限制本技术的保护范围。本领域技术人员可以根据需要对其作出调整,以便适应具体的应用场合。
44.其次,需要说明的是,在本技术的描述中,术语“内”、“外”等指示的方向或位置关
系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示装置或构件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
45.此外,还需要说明的是,在本技术的描述中,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是两个构件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本技术中的具体含义。
46.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本公开的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
47.燃气表作为一种气体流量计,被广泛应用于生活和生产过程中,根据工作原理的不同,燃气表具有不同的类型,其中,膜片使燃气表利用压力差的作用,使得气体经分配交替进入计量室,充满后排向出气口,同时推动计量室内的膜片作往复式运动,并且通过转换机构将这一个循环过程转换为相应的气体流量,从而完成计量功能。相关技术中,燃气表通常包括壳体、机芯等部件,燃气表在进行生产时,需要经过多道装配和检测工序。
48.然而,在生产过程中,燃气表的各个装配工序以及检测工序对应的设备相对独立,燃气表产品的传递通常利用皮带和差速链相结合的方式,并且不同工序之间分段生产,衔接需要通过周转车进行运送,对燃气表产品批次的控制以及生产过程的节奏把控依靠人工来完成,导致目前的燃气表生产线的生产效率低,且生产过程中产品的良品率低。
49.本技术实施例提供一种燃气表功能检测设备及生产线,通过连续性的生产方式,使得燃气表的功能检测过程实现自动化,提高生产效率,同时保证燃气表在生产传递过程中生产数据与产品相结合,提高生产的良品率。
50.为了便于理解,首先对本技术实施例的应用场景进行说明。
51.本技术实施例提供的燃气表功能检测设备用于生产燃气表的生产线中,该燃气表功能检测设备用于检测燃气表的显示、按钮等不同功能,示例性的,本技术实施例生产的燃气表为膜式燃气表,该燃气表包括上壳体、下壳体、摇臂、旗杆、机芯、紧固件等部件,膜式燃气表的具体结构以及工作原理为现有技术,下面不再具体示例说明。
52.图1为本技术实施例提供的燃气表功能检测设备的结构示意图,图2为本技术实施例提供的燃气表功能检测设备的内部示意图,图3为本技术实施例提供的燃气表功能检测设备的抓取装置与输送线的配合示意图,图4为本技术实施例提供的燃气表功能检测设备的检测装置的示意图,图5为本技术实施例提供的燃气表功能检测设备件的供气机构的结构示意图,图6为本技术实施例提供的燃气表功能检测设备的检测机构的装配示意图,图7为本技术实施例提供的燃气表功能检测设备的电池存储机构的示意图,图8为本技术实施例提供的燃气表功能检测设备的不良品处理装置的布置示意图,图9为本技术实施例提供的燃气表生产线的示意图。
53.如图1至图8所示,本技术实施例提供一种燃气表功能检测设备,功能检测设备600可以包括抓取装置610和功能检测装置620,以及输送装置,抓取装置610用于将输送装置上
的燃气表700抓取至功能检测装置620进行检测。
54.其中,功能检测装置620可以包括支架621、第一移动机构622、检测机构623和至少两个定位机构624,第一移动机构622设置于支架621上,至少两个定位机构624均与支架621连接,且定位机构624沿第一移动机构622的延伸方向排布,每个定位机构624上均可放置燃气表700,检测机构623与第一移动机构622连接并沿第一移动机构622移动,以对不同的定位机构624上的燃气表700进行功能检测。
55.可以理解的是,抓取装置610可以将待检测的燃气表700放置到定位结构上,定位机构624可以保证待检测的燃气表700在支架621上的位置的准确性,进而为检测机构623的检测提供参照,保证检测检测结果的准确性。
56.需要说明的是,本技术提供的燃气表700功能检测设备600通过对功能检测装置620的结构设计,以及对检测前后工序的对接方式设计,实现了检测过程的自动化,同时,检测过程中可以同步进行多个燃气表700的功能检测,不同燃气表700的检测过程和检测数据相对独立,提高了检测效率。
57.在一些实施例中,检测机构623可以包括视觉检测单元6231、程序录入单元6232和按钮检测单元6233,视觉检测单元6231被配置为通过机器人视觉对燃气表700的读数功能进行检测,程序录入单元6232与燃气表700之间具有间距,且程序录入单元6232具有红外发射器,红外发射器被配置为通过红外方式向燃气表700录入计数程序,按钮检测单元6233具有与燃气表700的按钮抵接的施力件,以对燃气表700的按钮功能进行检测。
58.示例性的,视觉检测单元6231可以为电耦合元件图像传感器(charge coupled device,ccd),对燃气表700中的计量结构以及燃气表700的显示器的显示数值进行图像采集,从而判断燃气表700的显示器的显示数值是否准确。此外,程序录入单元6232可以为近红外模块,通过红外通讯的方式向燃气表700的控制器中烧入相应的程序。
59.请继续参照图1至图8,在一种可能的实现方式中,检测机构623还可以包括电池取放单元6234,功能检测装置620还可以包括电池存储机构625,电池存储机构625存储有多个不同型号的电池,电池取放单元6234用于将电池存储机构625上的电池安装至燃气表700中,或者将燃气表700中的电池取放至电池存储机构625上。
60.可以理解的是,电池存储机构625可以包括工装架6251和电池工装6252,工装架6251与支架621连接,电池工装6252设置在工装架6251上,电池工装6252上装载有至少一个电池。而工装架6251和电池工装6252均可以为多个,且一一对应设置,电池取放单元6234可以根据待检测的燃气表700的型号选择不同的电池装入,从而使得检测机构623可以对不同型号的燃气表700进行检测。
61.在一种可能的实现方式中,功能检测装置620还可以包括供气机构626,供气机构626可以包括驱动单元6261、进气管6262、排气管6263和压装单元6264,压装单元6264与进气管6262连通,且压装单元6264被配置为可与燃气表700的通气口连通或断开,驱动单元6261与进气管6262连通,排气管6263与驱动单元6261连通。
62.可以理解的是,在燃气表700放置到定位机构624上后,压装单元6264可以与燃气表700的通气口进行压装连通,使得燃气表700与进气管6262连通,从而在燃气表700中通入气体,进行功能检测。
63.在一些实施例中,功能检测装置620还可以包括第二移动机构627,第二移动机构
627与第一移动机构622平行,压装单元6264可以为多个,多个压装单元6264均与第二移动机构627连接,且沿第二移动机构627的延伸方向排布,压装单元6264可沿第二移动机构627的延伸方向移动,以使压装单元6264与定位机构624相对。
64.需要说明的是,当定位机构624上放置不同型号的燃气表700时,燃气表700的通气口的位置可能不同,而压装单元6264在第二移动机构627上进行移动,并调整相对于燃气表700的位置,可以与不同型号的燃气表700进行压装连通,例如,满足左表和右表的压装需求。
65.在一种可能的实现方式中,输送装置可以包括输送线100和工装载具200,工装载具200沿输送线100移动,且工装载具200被配置为装载燃气表700,抓取装置610和功能检测装置620分别设置于输送线100的相对两侧。
66.其中,抓取装置610可以包括翻转机构611和机器人612,翻转机构611位于输送线100沿输送方向的侧方,机器人612具有执行单元6121,翻转机构611被配置为将工装载具200上的燃气表700进行翻转,以使燃气表700的抓取面朝向执行单元6121。
67.示例性的,机器人612的执行单元6121每次可以抓取两个或者更多个燃气表700,从而提高检测效率。此外,机器人612可以为六轴工业机器人612,机器人612安装在底座上,执行机构安装在机器人612的末端。
68.在一种可能的实现方式中,功能检测设备600还可以包括安全栅栏630和不良品处理装置640,安全栅栏630围设形成检测空间,输送装置贯穿经过检测空间,抓取装置610和功能检测装置620位于检测空间内,不良品处理装置640至少部分位于检测空间外侧,抓取装置610被配置为根据功能检测装置620的检测结果将燃气表700中的不良品放置到不良品处理装置640上。
69.可以理解的是,安装栅栏上可以设置有安全门以及安全传感器,以便于工作人员进去检测空间中对设备进行检修,而安全传感器则可以在功能检测设备600工作时进行安全防护,避免有人员在设备工作时进入检测空间内,在必要时发出安全警报。
70.需要说明的是,不良品处理装置640可以包括处理台642和传送线641,机器人612可以将检测中出现的不良品放置到传送线641上,而工作人员可以对不良品进行检修,并将检修后的燃气表700放置到处理台642上,机器人612可以将处理台642上修理后的燃气表700放置到功能检测装置620上进行再次检测。
71.此外,功能检测设备600还可以包括控制单元650,控制单元650可以为可编程逻辑控制器(programmable logic controller,plc),且该控制单元650可以与燃气表700生产线的控制台进行通讯。
72.图10为本技术实施例提供的燃气表生产线中工装载具装配燃气表的示意图,图11为本技术实施例提供的燃气表生产线中工装载具的结构示意图,图12为本技术实施例提供的燃气表生产线中工装载具的底部结构示意图,图13为本技术实施例提供的燃气表生产线中工装载具的爆炸图。
73.请参照图1至图13,本实施例提供一种燃气表生产线,该生产线用于生产燃气表700,燃气表生产线包括装配设备、检测设备和输送组件,其中,装配设备为多个,用于完成燃气表700的装配作业,检测设备为多个,用于对燃气表700进行检测,输送组件用于传递生产过程中的燃气表700,以使燃气表700依据生产工序进入各个装配设备和检测设备中。
74.可以理解的是,多个装配设备可以包括摇臂和旗杆装配设备310、紧固件装配设备320、配轮设备330、暗封装配设备340和防尘帽装配设备350,多个检测设备可以包括密封性检测设备、精度检测设备500和功能检测设备600,不同的装配设备装配不同的部件,不同的检测设备检测不同的参数或功能,而装配设备和检测设备均依傍于输送组件设置,以使生产过程中的燃气表700可以自动进出各个装配设备和检测设备。
75.需要说明的是,输送组件可以包括输送线100和工装载具200,工装载具200沿输送线100移动,且工装载具200用于装载燃气表700,从而实现对燃气表700的准确定位以及对燃气表700进行产品标识,多个装配设备和多个检测设备沿输送线100的输送方向排布,燃气表700可以依次进入各个装配设备和检测设备,自动完成各道生产和检测工序,提高了燃气表700的生产效率,并且提高生产燃气表700的良品率。
76.下面对燃气表生产线的各个部分的功能、结构以及工作方式分别进行说明。
77.请继续参照图1至图13,在一种可能的实现方式中,精度检测设备500可以包括两个音速喷嘴检测装置510,两个音速喷嘴检测装置510可以沿输送线100的输送方向间隔布置,且两个音速喷嘴检测装置510分别用于对燃气表700的精度进行初检和复检。
78.可以理解的是,配轮设备330可以设置于两个音速喷嘴检测装置510之间,且配轮设备330被配置为根据音速喷嘴检测装置510的检测结果对燃气表700中的齿轮进行供给和更换,从而可以对燃气表700的计量精度进行自动检测和调整,提高产品的良品率。
79.示例性的,配轮设备330可以包括齿轮供给装置,齿轮供给装置上设置有防呆机构,齿轮供给装置具有多个存储腔,存储腔具有盖板,不同存储腔可以用于存储不同型号的齿轮,防呆机构被配置为根据音速喷嘴检测装置510的检测结果打开不同的存储腔的盖板,在检测出燃气表700存在精度误差时,可以对燃气表700进行准确的齿轮更换,保证生产过程的连贯性。
80.需要说明的是,根据音速喷嘴检测装置510的初检结果,可以选择性地打开存储腔的盖板,例如,具有三个存储腔,分别装有“a”、“b”、“c”三种型号的齿轮,则如果需要更换为“a”型号的齿轮,则打开装有“a”型号齿轮的存储腔的盖板,而保持“b”和“c”两种型号齿轮的存储腔的盖板保持关闭状态,从而避免更换错误。
81.在一些实施例中,暗封装配设备340和防尘帽装配设备350均可以设置于功能检测设备600沿输送线100的输送方向的下游,在燃气表700完成所有紧固件和部件装配后,统一进行紧固件的暗封装配,其后进行防尘帽的装配。
82.可以理解的是,暗封装配设备340被配置为对燃气表700的型号进行检测,并根据不同的检测结果装配不同尺寸的暗封;防尘帽装配设备350被配置为对燃气表700的型号进行检测,并根据不同的检测结果装配不同尺寸的防尘帽,从而可以快速的实现燃气表700的暗封以及防尘帽的安装,提高了生产效率。
83.在一种可能的实现方式中,密封性检测设备可以包括机芯密封性检测装置410、第一整机密封性检测装置420和第二整机密封性检测装置430,机芯密封性检测装置410被配置为对燃气表700的机芯进行密封性检测,第一整机密封性检测装置420被配置为对燃气表700的内部密封性进行检测,第二整机密封性检测装置430被配置为对燃气表700的外部密封性进行检测。
84.可以理解的是,第一整机密封性检测装置420和第二整机密封性检测装置430均可
以设置于机芯密封性检测装置410沿输送线100的输送方向的下游,第一整机密封性检测装置420位于音速喷嘴检测装置510沿输送线100的输送方向的上游,第二整机密封性检测装置430位于音速喷嘴检测装置510沿输送线100的输送方向的下游,从而可以在对燃气表700的计量精度检测的前后工序分别进行燃气表700的内部密封性检测和外部密封性检测,既可以保证精度检测的准确性,又可以保证密封性检测的准确性。
85.在一些实施例中,精度检测设备500还可以包括误差曲线检测装置520,误差曲线检测装置520被配置为对燃气表700的机芯精度进行检测,误差曲线检测装置520设置于机芯密封性检测装置410沿输送线100的输送方向的下游,从而可以在机芯的密封性检测之后进行精度检测,保证两种检测结果的准确性。
86.需要说明的是,工装载具200上可以设置有识别单元230,识别单元230与工作载具上装载的燃气表700相对应,装配设备和检测设备上均可以设置有读取单元,读取单元用于读取识别单元230的信息,从而可以使得装配设备和检测设备根据读取到的识别单元230的信息对燃气表700进行装配和检测作业,适应不同信号的燃气表700的生产需求,保证装配操作和检测结果的准确性,提高生产线的柔性和自由度。
87.下面对工装载具200的具体结构进行说明。
88.在一种可能的实现方式中,工装载具200可以包括底板210、夹具组件220和识别单元230,夹具组件220与底板210连接,夹具组件220用于固定燃气表700,识别单元230设置于底板210背离夹具组件220的一侧,且识别单元230被配置为记录夹具组件220上的燃气表700的标识信息,从而在装载燃气表700时可以提高对燃气表700的定位精度,同时可以对燃气表700的标识信息进行记录,进而可以实现燃气表700的智能化生产。
89.可以理解的是,识别单元230可以为射频标签(radio frequency identification,rfid),在燃气表700的生产过程中,当燃气表700进行装配前,可以读取该射频标签,从而判断应当装配的零部件型号,以及装配方式,此外,当燃气表700进行检测时,可以读取该射频标签,从而根据读取结果从控制器获取该燃气表700的检测标准。
90.需要说明的是,识别单元230的信息读取为非接触式的数据通讯过程,既可以保证对燃气表700的信息读取的准确性,又可以提高信息读取效率,进而提高生产效率。
91.在一种可能的实现方式中,夹具组件220可以包括连接板221、第一侧板222和第二侧板223,连接板221可以与底板210连接,而第一侧板222和第二侧板223可以连接于连接板221的两端,且第一侧板222和第二侧板223之间形成夹持燃气表700的夹持空间。
92.可以理解的是,第一侧板222背离连接板221的一端可以设置有第一定位销2221,而第二侧板223背离连接板221的一端则可以设置有第二定位销2231,第一定位销2221和第二定位销2231分别与燃气表700的不同侧连接。
93.示例性的,第一侧板222和第二侧板223朝向连接板221的一端均可以设置有连接部224,连接板221的两端分别设置有连接孔211,连接部224插接于连接孔211中。
94.此外,连接部224朝向连接孔211的一端设有定位孔,连接孔211的内部设有定位部,定位部与定位孔插接,其中,定位孔可以为十字孔,从而可以提高第一侧板222和第二侧板223与底板210之间连接和定位的准确性和可靠性。
95.在一种可能的实现方式中,工装载具200还可以包括上电组件240,上电组件240可以包括电路板241和两个导电柱242,电路板241和两个导电柱242均设置在第一侧板222和
第二侧板223两者中的任一者上,电路板241被配置为与燃气表700电连接,两个导电柱242被配置为与外部电源连接。
96.可以理解的是,在燃气表700的生产制造过程中,在对燃气表700进行检测时,可以通过上电组件240对燃气表700进行临时通电,从而提高了对燃气表700检测的便利性以及检测效率。
97.在一些实施例中,第二侧板223上可以设置有插槽2232,电路板241插接于插槽2232中,且电路板241的两端均具有凸出部2411,凸出部2411延伸至插槽2232外侧,凸出部2411被配置为插接燃气表700的电源线,而第二侧板223的顶部可以设置有两个插孔2233,插孔2233与插槽2232连通,两个导电柱242可以插接于所述插孔2233内,并延伸至插槽2232中与电路板241电连接。
98.示例性的,凸出部2411与燃气表700的电源线可以通过快插接头的方式可插拔连接,从而便于生产中的燃气表700在各个工序之间进行流转。此外,两个导电柱242可以采用波珠螺丝的方式与第二侧板223以及电路板241进行连接,既可以提高连接的稳定性和可靠性,又可以保证导电柱242的导电功能。
99.在一种可能的实现方式中,装配设备还可以包括喷码装置360、涂胶装置370、搬运装置380和激光打标装置390,可以在输送线100的不同输送阶段分别完成燃气表700的各项装配操作,以保证生产过程的连贯性。
100.其中,喷码装置360可以设置于摇臂和旗杆装配设备310的出口,喷码设备被配置为在燃气表700上喷设识别码;涂胶装置370可以设置于喷码装置360沿输送线100的输送方向的下游,涂胶装置370被配置为对燃气表700进行密封涂胶;搬运装置380可以设置于精度检测设备500沿输送线100的输送方向的下游,且搬运装置380被配置为对燃气表700的姿态进行调整;激光打标装置390可以设置于输送线100沿输送方向的末端。
101.此外,需要说明的是,紧固件装配设备320可以包括端盖紧固件装配设备321、机芯紧固件装配设备322、上壳体紧固件装配设备323、底座和前盖紧固件装配设备324,分别用于对燃气表700上不同结构位置的螺钉等紧固件进行自动装配。
102.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。