1.本技术涉及建筑设备技术领域,具体而言,涉及一种瓷砖找平装置。
背景技术:
2.对于瓷砖铺贴一体机,在铺设作业时,需要人工插入找平组件微调相邻两个瓷砖之间的高低差,以将高低差控制在0.5mm之内。
3.找平组件的插入及拧紧需要两手操作,例如,在铺贴地砖操作时,地砖尺寸较大,工人在操作远端砖缝调整的时候,无法控制身体平衡,只能单膝跪在地砖上,双手前伸才能操作找平组件。这样的作业有以下弊端:
4.1、工人整个身体重量压在刚铺贴的地砖上,会导致两砖间的高度差更加明显,对作业不利;同时,砖缝的大小也有可能发生变化,需要重新调整,作业时间增加。
5.2、工人的操作方式不符合人体工程学,劳动强度大。
6.3、地砖高低差调整时间过长,过长的作业节拍拉低了整个地砖铺贴效率。
技术实现要素:
7.本技术的目的在于提供一种瓷砖找平装置,可以同时携带多个找平组件,实现多个找平组件逐个自动安装,避免多次上料找平组件,节省作业时间,提高了自动化程度,达到快速、方便、高质量地找平的效果。
8.本技术是通过下述技术方案实现的:
9.本技术的实施例提供了一种瓷砖找平装置,用于操作多个找平组件对瓷砖进行找平作业,找平组件包括螺纹连接的上定位件和下定位件,下定位件包括插入部和抵接部,抵接部与插入部垂直相交,该瓷砖找平装置包括:
10.基座,设有第一预设工位;
11.基盘,可活动地安装于基座,多个找平组件被配置为可拆卸地安装于基盘;
12.工位驱动组件,安装于基座,能够驱动基盘相对于基座运动,使得多个找平组件逐个移动至第一预设工位;
13.插入驱动组件,安装于基座,能够驱动位于第一预设工位的找平组件相对于基盘向下移动,使找平组件的下定位件能够插入相邻的两个瓷砖之间的砖缝;
14.对位驱动组件,安装于基座,能够在下定位件插入砖缝后驱动下定位件转动,使抵接部位于相邻的两个瓷砖的背面;
15.压平驱动组件,安装于基座,能够在抵接部位于瓷砖背面后驱动找平组件的上定位件转动并压紧于相邻的两个瓷砖的正面,从而通过上定位件和抵接部夹持相邻的两个瓷砖。
16.根据本技术实施例的瓷砖找平装置,能够同时携带多个找平组件,通过工位驱动组件驱动基盘相对于基座运动,实现多个找平组件进行逐个位移至第一预设工位,通过插入驱动组件、对位驱动组件及压平驱动组件依次驱动找平组件,实现找平组件的自动安装,
可以极大地降低其使用难度,有助于降低操作者的劳动强度,提高了自动化程度,降低作业时间,明显提高作业效率和质量。
17.根据本技术的一些实施例,基盘可转动地安装于基座,多个找平组件被配置为绕基盘的转动轴线均匀分布,找平组件相对于基盘向下移动的方向与基盘的转动轴线平行。
18.在上述实施方式中,基盘与基座转动配合,占用较小的安装空间,多个找平组件均匀分布于基盘,每次驱动基盘转动能够驱动一个找平组件至第一预设工位;找平组件相对于基盘的移动方向与基盘的转动轴线平行,操作便捷,避免与其他部件干涉。
19.根据本技术的一些实施例,基盘具有多个通道,多个通道用于容纳多个找平组件;通道内设置有保持机构,保持机构用于将找平组件保持于通道内。
20.在上述实施方式中,通过多个通道容纳多个找平组件,既便于实现找平组件的收纳,还便于找平组件相对于基盘移动稳定;通过保持机构实现对找平组件的定位,避免找平组件相对于基盘移动。
21.根据本技术的一些实施例,保持机构为弹性机构,弹性机构被配置为向找平组件的外周面施加弹性力,以将找平组件保持于通道内;插入驱动组件被配置为向找平组件施加向下的作用力,以使找平组件相对于基盘向下移动。
22.在上述实施方式中,通过保持机构施加于找平组件的弹性力将找平组件保持于通道内,结构简单,且便于实现找平组件相对于基盘的移动,操作便捷。
23.根据本技术的一些实施例,基盘呈圆环状,基盘的内周壁设置有内齿,基盘的端面设置有用于收容找平组件的通道,工位驱动组件包括:工位驱动齿轮,被配置为与基盘啮合;工位驱动电机,安装于基座,工位驱动电机的输出端与工位驱动齿轮传动连接。
24.在上述实施方式中,通过齿轮传动实现工位驱动组件对基盘的驱动,传动平稳,控制精度高。
25.根据本技术的一些实施例,瓷砖找平装置还包括:限位块,安装于基座,用于在任一找平组件移动到第一预设工位时阻止基盘继续运动,以便插入驱动组件驱动位于第一预设工位的找平组件向下移动;插入驱动组件能够将位于第一预设工位的找平组件从第一位置向下移动至第二位置,当找平组件处于第一位置时,限位块阻挡找平组件跟随基盘相对于基座转动,当找平组件处于第二位置时,限位块允许找平组件跟随基盘相对于基座转动。
26.在上述实施方式中,通过限位块实现对基座的分度,便于实现对基盘转动的准确控制,以便于插入驱动组件驱动位于第一预设工位的找平组件。
27.根据本技术的一些实施例,基座还设有第二预设工位,第二预设工位位于第一预设工位的下游,在找平组件在第一预设工位运动至第二位置后,工位驱动组件驱动位于第二位置的找平组件转动至第二预设工位,对位驱动组件和压平驱动组件均用于在第二预设工位作用于找平组件。
28.在上述实施方式中,对位驱动组件和压平驱动组件位于第二预设工位,与插入驱动组件位于两个不同的预设工位,避免部件之间干涉,合理利用安装空间。
29.根据本技术的一些实施例,上定位件的外周壁设置有外齿,压平驱动组件包括:压平驱动齿轮,被配置为与位于第二预设工位的找平组件的上定位件啮合;压平驱动电机,安装于基座,且压平驱动电机的输出端与压平驱动齿轮传动连接。
30.在上述实施方式中,通过压平驱动组件与上定位件齿轮传动配合,保证动力传递
稳定;压平驱动齿轮的配置方式,避免误操作导致找平组件被驱动,提高安全性。
31.根据本技术的一些实施例,插入驱动组件包括:插入按钮;插入推杆,包括推动杆和套设于推动杆的弹簧,弹簧弹性支撑于推动杆和基座,从而使推动杆以可伸缩的方式被构造;插入按钮连接于推动杆的一端,推动杆的另一端为自由端,当按下插入按钮时,推动杆的另一端能够抵触位于第一预设工位的找平组件并驱动找平组件相对于基盘向下移动,当松开插入按钮时,推动杆在弹簧的作用下复位。
32.在上述实施方式中,插入推杆能够相对于基座伸缩移动,以便于在驱动找平组件移动后复位,结构简单,操作便捷。
33.根据本技术的一些实施例,对位驱动组件包括:手柄,连接于基座;扳机,配置于手柄;旋转限位组件,连接于基座,旋转限位组件用于驱动找平组件转动预设角度;拉簧支架,分别与扳机和旋转限位组件连接;扳机能够被扣动,从而通过拉簧支架驱动旋转限位组件转动。
34.在上述实施方式中,通过驱动扳机将动力传递至旋转限位组件,实现找平组件的转动驱动,操作便捷。
35.根据本技术的一些实施例,压平驱动组件的触发开关连接于手柄,且位于扳机的行程末端。
36.在上述实施方式中,在找平组件旋转预设角度后,压平驱动组件被触发,无需另外执行触发动作,操作简单方便,实现找平组件的快速安装,提高了工作效率。
37.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
38.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
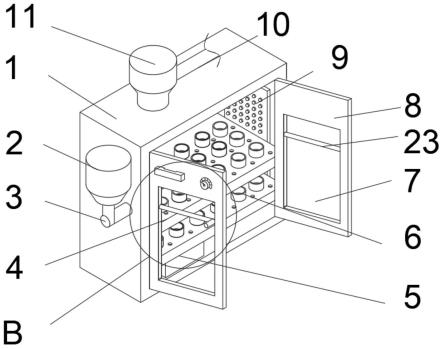
39.图1为本技术一实施例提供的瓷砖找平装置的分解图;
40.图2为本技术一实施例提供的找平组件的结构示意图;
41.图3为本技术一实施例提供的瓷砖找平装置的一种视角的示意图;
42.图4为本技术一实施例提供的瓷砖找平装置的插入驱动组件与找平组件的配合示意图;
43.图5为本技术一实施例提供的找平组件插入砖缝的示意图;
44.图6为本技术一实施例提供的找平组件安装到位的示意图;
45.图7为本技术一实施例提供的限位块与找平组件的配合示意图;
46.图8为本技术一实施例提供的旋转限位组件的结构示意图;
47.图9为本技术一实施例提供的对位驱动组件与找平组件的配合示意图;
48.图10为本技术一实施例提供的瓷砖找平装置的装配图。
49.图标:1000-瓷砖找平装置;10-基座;101-第一预设工位;102-第二预设工位;11-端板;12-侧板;13-限位块;15-基盘定位件;20-基盘;21-通道;22-保持机构;30-工位驱动
组件;31-工位驱动齿轮;32-工位驱动电机;33-第一传动机构;331-第一传动轴;332-第一传动齿轮;333-第二传动齿轮;34-第一触发开关;40-插入驱动组件;41-插入按钮;42-插入推杆;421-推动杆;422-限位部;43-导向套筒;50-对位驱动组件;51-手柄;511-连接部;512-手持部;52-扳机;53-旋转限位组件;531-拨动件;532-连接座;533-连接孔;54-拉簧支架;55-第一拉簧;56-第一固定轴;57-第二固定轴;58-第二拉簧;60-压平驱动组件;61-压平驱动齿轮;62-压平驱动电机;63-第二触发开关;64-第二传动机构;641-第二传动轴;642-第三传动齿轮;643-第四传动齿轮;644-第五传动齿轮;70-找平组件;71-上定位件;72-下定位件;721-插入部;722-抵接部;73-座体;80-瓷砖;81-砖缝;90-保护壳;p-转动轴线。
具体实施方式
50.下面结合附图和实施例对本技术的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本技术的原理,但不能用来限制本技术的范围,即本技术不限于所描述的实施例。
51.在本技术的描述中,需要说明的是,除非另有说明,“多个”的含义是两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。“垂直”并不是严格意义上的垂直,而是在误差允许范围之内。“平行”并不是严格意义上的平行,而是在误差允许范围之内。
52.下述描述中出现的方位词均为图中示出的方向,并不是对本技术的具体结构进行限定。在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可视具体情况理解上述术语在本技术中的具体含义。
53.现有技术中,找平组件的安装通常为人工操作,操作者将找平组件的下定位件对准相邻的两个瓷砖之间的砖缝,将下定位件压入砖缝中,然后,手动转动上定位件,使得上定位件与下定位件夹持相邻的两个瓷砖,完成找平组件的安装。人工操作,劳动强度大,作业时间长,工作效率低下,影响整个瓷砖铺贴效率。
54.本技术提供了一种技术方案,能够同时携带多个找平组件,实现多个找平组件逐个自动安装,降低了操作者的劳动强度,提高了自动化程度,降低作业时间,提高了作业效率和质量。
55.下面参考图描述根据本技术一方面实施例的瓷砖找平装置。
56.如图1-图10所示,根据本技术实施例的瓷砖找平装置1000,用于操作多个找平组件70对瓷砖80进行找平作业,如图2所示,找平组件70包括螺纹连接的上定位件71和下定位件72,下定位件72包括插入部721和抵接部722,抵接部722与插入部721垂直相交,该瓷砖找平装置1000包括:基座10、基盘20、工位驱动组件30、插入驱动组件40、对位驱动组件50及压平驱动组件60。
57.基座10起到定位的作用,基座10设置有多个工位,以与多个找平组件70相对应。其
中,如图3所示,多个工位包括第一预设工位101,第一预设工位101用于与插入驱动组件40对应。
58.基盘20可活动地安装于基座10,基盘20能够相对于基座10移动,例如,基盘20能够相对于基座10转动,又例如,基盘20能够相对于基座10平移,也即,基盘20相对于基座10在平面内移动。
59.多个找平组件70被配置为可拆卸地安装于基盘20,当找平组件70安装到位后,找平组件70能够与基盘20分离,以实现找平组件70的安装。
60.工位驱动组件30安装于基座10,能够驱动基盘20相对于基座10运动,使得多个找平组件70逐个移动至第一预设工位101,实现多个找平组件70的定点运输。
61.如图1、图4和图5所示,插入驱动组件40安装于基座10,能够驱动位于第一预设工位101的找平组件70相对于基盘20向下移动,使找平组件70的下定位件72能够插入相邻的两个瓷砖80之间的砖缝81。需要指出的是,本技术提及的“找平组件70相对于基盘20向下移动”是指,找平组件70相对于基盘20沿垂直于瓷砖80的方向上朝向瓷砖80移动,也即,本技术实施例的“向下”是指上定位件71相对于下定位件72的设置方向的向下,并非局限于方位中的竖直向下的情况;只有当找平组件70作用于地砖、且地砖沿水平方向铺设时,“找平组件70相对于基盘20向下移动”是指找平组件70相对于基盘20竖直向下移动;而当找平组件70作用于墙砖时,“找平组件70相对于基盘20向下移动”是指找平组件70相对于基盘20沿垂直于墙砖的方向上朝向墙砖移动。换句话说,本技术提及的上下方向是指垂直于瓷砖80的方向。
62.如图1和图5所示,对位驱动组件50安装于基座10,能够在下定位件72插入砖缝81后驱动下定位件72转动,使抵接部722位于相邻的两个瓷砖80的背面,以防止抵接部722从砖缝81中离开。需要指出的是,瓷砖80的背面是指瓷砖80的背离操作者的一面,同理,瓷砖80的正面是指瓷砖80的面向操作者的一面。
63.如图1和图6所示,压平驱动组件60安装于基座10,能够在抵接部722位于瓷砖80背面后驱动找平组件70的上定位件71转动并压紧于相邻的两个瓷砖80的正面,从而通过上定位件71和抵接部722夹持相邻的两个瓷砖80。在压平驱动组件60驱动上定位件71转动时,抵接部722不相对于瓷砖80转动,而上定位件71与抵接部722之间的间距跟随上定位件71的转动而减小,从而使得上定位件71压紧于相邻的两个瓷砖80的正面,且抵接部722压紧于相邻的两个瓷砖80的背面,进而实现上定位件71和抵接部722共同夹持相邻的两个瓷砖80。
64.根据本技术实施例的瓷砖找平装置1000,基盘20能够同时携带多个找平组件70,避免多次取料找平组件70;通过工位驱动组件30驱动基盘20相对于基座10运动,能够实现多个找平组件70进行逐个位移至第一预设工位101;通过插入驱动组件40、对位驱动组件50及压平驱动组件60依次驱动找平组件70,实现找平组件70的自动安装,可以极大地降低其使用难度,有效降低操作者的劳动强度,提高了自动化程度,降低作业时间,明显提高作业效率和质量。
65.需要指出的是,本技术提及的瓷砖80可以为地砖,也可以为墙砖,根据实际使用的情况而定。为便于行文,本技术实施例介绍的瓷砖80为地砖。
66.根据本技术的一些实施例,如图2所示,插入部721可以为杆状结构,插入部721的长度方向为找平组件70的轴向;找平组件70还包括座体73,下定位件72的插入部721的一端
与抵接部722连接,插入部721的另一端连接于座体73,上定位件71套设于插入部721的外部且与插入部721螺纹连接,上定位件71位于抵接部722和座体73之间。也即,当上定位件71与插入部721相对转动时,抵接部722和座体73相对于插入部721位置不动;同时,由于上定位件71与抵接部722沿上下方向相对设置,上定位件71与抵接部722之间的距离跟随上定位件71的转动而改变。使用过程中,插入部721和抵接部722均能够插入相邻的两个瓷砖80之间的砖缝81。
67.根据本技术的一些实施例,插入部721连接于抵接部722的中部,以便于抵接部722在被对位驱动组件50驱动后,抵接部722能够位于相邻的两个瓷砖80的背面。
68.根据本技术的一些实施例,上定位件71的外周壁设置有外齿,以便于上定位件71与压平驱动组件60配合。
69.根据本技术的一些实施例,如图1所示,基座10为一端开口的中空结构,基座10包括端板11和侧板12,侧板12为筒状结构,筒状结构的一端为开口,端板11连接于筒状结构的另一端且封闭筒状结构的另一端,端板11与侧板12围成容纳空间,以便于容纳其他部件。端板11开设有多个不同的安装孔,以便于实现驱动组件(工位驱动组件30、插入驱动组件40、对位驱动组件50及压平驱动组件60的统称)的安装定位。基座10设置有多个工位,每个工位能够对应一个找平组件70。多个工位可以包括第一预设工位101和第二预设工位102,第二预设工位102与第一预设工位101相邻设置,并且第二预设工位102位于第一预设工位101的下游,也即,在基盘20相对于基座10的运动方向上,找平组件70先移动至第一预设工位101,然后跟随基盘20的运动移动至第二预设工位102。
70.根据本技术的一些实施例,如图1所示,该瓷砖找平装置1000还包括基盘定位件15,基盘定位件15设置于侧板12的背离端板11的一端,用于在基盘20装配于容纳空间后实现对基盘20的定位。
71.根据本技术的一些实施例,如图1和图7所示,该瓷砖找平装置1000还包括限位块13,限位块13安装于基座10,用于在任一找平组件70移动至第一预设工位101时阻止基盘20继续运动,以便于插入驱动组件40驱动位于第一预设工位101的找平组件70向下移动。通过限位块13实现对基座10的分度,便于实现对基盘20的运动的准确控制,以便于插入驱动组件40驱动位于第一预设工位101的找平组件70。
72.在基盘20相对于基座10运动至任一找平组件70与限位块13抵接时,限位块13抵挡找平组件70,阻止基盘20继续移动;由于第二预设工位102与第一预设工位101相邻且第二预设工位102位于第一预设工位101的下游,相邻两个找平组件70中,前一个找平组件70位于第二预设工位102时,后一个找平组件70位于第一预设工位101。
73.根据本技术的一些实施例,如图1所示,基盘20可转动地安装于基座10,多个找平组件70被配置为绕基盘20的转动轴线p均匀分布,找平组件70相对于基盘20向下移动的方向与基盘20的转动轴线p平行。也即,当基盘20相对于基座10转动时,找平组件70在基座10的多个工位之间移动。基盘20与基座10转动配合,占用较小的安装空间,多个找平组件70均匀分布于基盘20,每次驱动基盘20转动能够驱动一个找平组件70至第一预设工位101;找平组件70相对于基盘20的移动方向与基盘20的转动轴线p平行,操作便捷,避免与其他部件干涉。
74.如图1所示,基盘20具有多个通道21,多个通道21绕基盘20的转动轴线p均匀分布,
多个通道21用于容纳多个找平组件70,每个通道21的延伸方向与基盘20的转动轴线p平行,也即,找平组件70在对应的通道21内能够相对于基盘20沿与基盘20的转动轴线p的平行的方向移动。通过多个通道21容纳多个找平组件70,既便于实现找平组件70的收纳,还便于找平组件70相对于基盘20移动稳定。
75.需要指出的是,为了避免与其他部件的干涉,收容于通道21内的找平组件70的两端均位于基座10的容纳空间内,也即,在找平组件70收容于通道21内且找平组件70处于初始位置时,找平组件70的一端与基座10的端板11之间具有间隙,找平组件70的另一端与基座10的侧板12的远离端板11的一端的端部之间具有间隙。
76.根据本技术的一些实施例,如图2所示,通道21内设置有保持机构22,保持机构22用于抵持找平组件70,以将找平组件70保持于通道21内。通过保持机构22实现对找平组件70的定位,避免找平组件70相对于基盘20移动。
77.根据本技术的一些实施例,保持机构22为弹性机构,弹性机构被配置为向找平组件70的外周面施加弹性力,以将找平组件70保持于通道21内;插入驱动组件40被配置为向找平组件70施加向下的作用力,以使找平组件70相对于基盘20向下移动。也即,当插入驱动组件40施加于找平组件70的作用力大于找平组件70与保持机构22之间的摩擦力时,找平组件70能够相对于基盘20向下移动。通过保持机构22施加于找平组件70的弹性力将找平组件保持于通道内,结构简单,且便于实现找平组件70相对于基盘20的移动,操作便捷。
78.例如,如图6所示,保持机构22可以为弹簧片,弹簧片的一端连接于基盘20,弹簧片的另一端为自由端,在找平组件70位于通道21内时,弹簧片抵持找平组件70,通过弹簧片的弹性力将找平组件70保持于通道21内。
79.又例如,保持机构22也可以为弹簧柱塞,弹簧柱塞安装于通道21的内壁,滚珠凸出于通道21的内壁,在找平组件70位于通道21内时,弹簧柱塞的滚珠抵接于找平组件70,通过弹簧柱塞的弹簧的弹性力将找平组件70保持于通道21内。
80.保持机构22的设置,一方面,便于将找平组件70保持于通道21内,另一方面,便于找平组件70与基盘20的拆卸分离。
81.可选地,保持机构22为弹簧片,结构简单,成本低。
82.根据本技术的一些实施例,基盘20呈圆环状,基盘20的内周壁设置有内齿,基盘20的端面设置有用于收容找平组件70的通道21,基盘20的中部预留较大的安装空间,以便于其他部件的装配。
83.根据本技术的一些实施例,如图1所示,工位驱动组件30包括工位驱动齿轮31和工位驱动电机32。工位驱动齿轮31被配置为与基盘20啮合,工位驱动电机32安装于基座10,工位驱动电机32的输出端与工位驱动齿轮31传动连接。也即,工位驱动齿轮31与基盘20的内齿啮合。通过齿轮传动实现工位驱动组件30对基盘20的驱动,传动平稳,控制精度高。
84.工位驱动电机32位于基座10的外部,工位驱动齿轮31位于基座10的内部,如图1所示,工位驱动电机32的输出端与工位驱动齿轮31通过第一传动机构33连接。第一传动机构33包括第一传动轴331、第一传动齿轮332和第二传动齿轮333,第一传动轴331贯穿端板11设置,第一传动轴331的一端伸入基座10内且与工位驱动齿轮31传动连接,第一传动轴331的另一端连接第一传动齿轮332,第二传动齿轮333连接于工位驱动电机32的输出端,第二传动齿轮333与第一传动齿轮332啮合。工位驱动电机32位于基座10的外部,一方面,节省基
座10内部的安装空间,另一方面,便于工位驱动电机32的维修与更换。
85.工位驱动组件30驱动基盘20转动的具体实施方式为:工位驱动电机32通电工作,工位驱动电机32驱动第二传动齿轮333转动,第二传动齿轮333带动第一传动齿轮332和第一传动轴331转动,第一传动轴331带动工位驱动齿轮31转动,工位驱动齿轮31带动内齿圈转动,从而实现工位驱动组件30对基盘20的驱动。当任一找平组件70移动至被限位块13阻挡时,工位驱动电机32的阻力变大,第二传动齿轮333与第一传动齿轮332打滑,发出打滑声,操作人员根据打滑声停止工位驱动电机32工作。
86.根据本技术的一些实施例,插入驱动组件40能够将位于第一预设工位101的找平组件70从第一位置向下移动至第二位置,第一位置为初始位置,找平组件70位于基座10内;如图4所示,第二位置为伸出位置,位于第二位置的找平组件70相对于位于第一位置的找平组件70凸出于基座,此时,抵接部722伸出基座10,以便于抵接部722和插入部721能够插入相邻的两个瓷砖80之间的砖缝81。当找平组件70处于第一位置时,在找平组件70转动至第一预设工位101时,限位块13阻挡找平组件70跟随基盘20相对于基座10转动;当找平组件70处于第二位置时,限位块13允许找平组件70跟随基盘20相对于基座10转动。也即,在找平组件70处于第一位置时,在高度方向上,找平组件70的上端高于限位块13,找平组件70的下端低于限位块13;在找平组件70处于第二位置时,在高度方向上,找平组件70的上端低于限位块13,基盘20相对于基座10运动时,处于第二位置的找平组件70与限位块13不接触,限位块13无法阻挡该找平组件70,该找平组件70能够从第一预设工位101移动至第二预设工位102。
87.根据本技术的一些实施例,如图1和图3所示,插入驱动组件40与第一预设工位101对应,插入驱动组件40包括插入按钮41及插入推杆42。如图1和图4所示,插入推杆42包括推动杆421和套设于推动杆421的弹簧(图中未示出),弹簧弹性支撑于推动杆421和基座10,从而使推动杆421以可伸缩的方式被构造。插入按钮41连接于推动杆421的一端,推动杆421的另一端为自由端,当按下插入按钮41时,推动杆421的另一端能够抵触位于第一预设工位101的找平组件70,并驱动该找平组件70相对于基盘20向下移动;当松开插入按钮41时,推动杆421在弹簧的作用下复位。具体为,推动杆421的一端位于基座10的外部且与插入按钮41连接,推动杆421的另一端穿过端板11后伸入基座10的内部,且能够抵触位于第一预设工位101的处于第一位置的找平组件70。如图1所示,推动杆421设置有限位部422,弹簧弹性支撑于限位部422和端板11之间。
88.为了便于推动杆421相对于基座10移动稳定,插入驱动组件40还包括导向套筒43,导向套筒43安装于基座,推动杆421可滑动地穿设于导向套筒43内,在按压插入按钮时,推动杆421相对于导向套筒43移动,导向套筒43对推动杆421起到导向的作用。
89.如图3和图4所示,在找平组件70处于第一预设工位101时,当按压插入按钮41时,推动杆421跟随插入按钮41移动,弹簧被挤压,推动杆421推动找平组件70从第一位置移动至第二位置,松开插入按钮41,插入按钮41在弹簧的弹力作用下复位,此时,推动杆421与找平组件70分离。插入推杆42能够相对于基座10伸缩移动,以便于在驱动找平组件70移动后复位,结构简单,操作便捷。
90.为了便于安装于更换,限位部422和弹簧均位于基座10的外部。同时,推动杆421相对于基座10的移动行程与找平组件70的第一位置和第二位置之间的距离相匹配,以保证找
平组件70被推动杆421推动后能够相对于基盘20移动至第二位置,且在第二位置被弹簧机构保持于通道21内。
91.在找平组件70在第一预设工位101运动至第二位置后,工位驱动组件30驱动位于第二位置的找平组件70转动至第二预设工位102,对位驱动组件50和压平驱动组件60均用于在第二预设工位102作用于找平组件70。
92.根据本技术的一些实施例,如图1和图6所示,对位驱动组件50包括手柄51、扳机52、旋转限位组件53及拉簧支架54。手柄51连接于基座10,手柄51用于被操作者握持,便于操作者操作。手柄51包括连接部511和手持部512,手持部512通过连接部511连接于基座10,连接部511沿基盘20的转动轴线p方向设置。扳机52配置于手柄51的连接部511,且扳机52能够相对于连接部511转动。旋转限位组件53连接于基座10,用于驱动找平组件70转动预设角度,以使得抵接部722位于能够位于相邻的两个瓷砖80的背面,预设角度大于0
°
,且小于90
°
。拉簧支架54分别与扳机52和旋转限位组件53连接,扳机52能够被扣动,从而通过拉簧支架54驱动旋转限位组件53转动;当扳机52松开时,拉簧支架54能够带动扳机52和旋转限位组件53复位。
93.可选地,预设角度为30
°
,即,在扳机52被扣动后,找平组件70被旋转限位组件53的驱动转动角度为30
°
,抵接部722能够从与砖缝81平行的状态,切换至抵接部722与砖缝81呈30
°
夹角,此时,抵接部722位于相邻的两个瓷砖80的背面。
94.如图1和图6所示,对位驱动组件50还包括第一拉簧55、第一固定轴56、第二固定轴57及第二拉簧58,第一固定轴56安装于基座10,拉簧支架54与第一固定轴56可转动地连接,第一拉簧55连接扳机52和拉簧支架54的一端,第二固定轴57安装于基座10;如图8所示,旋转限位组件53包括拨动件531和连接座532,拨动件531与连接座532连接,连接座532与第二固定轴57转动配合,连接座532设置有用于与第二拉簧58配合的连接孔533,第二拉簧58连接拉簧支架54的另一端和连接座532。当扣动扳机52时,扳机52相对于手柄51移动,扳机52通过第一拉簧55带动拉簧支架54相对于第一固定轴56转动,拉簧支架54通过第二拉簧58带动拨动件531相对于第二固定轴57转动,以使拨动件531驱动对应的找平组件70的座体73转动,使得抵接部722能够位于相邻的两个瓷砖80的背面。
95.需要指出的是,当扳机52被扣动时,拨动件531对找平组件70的座体73施加作用力以驱动找平组件70相对于基盘20转动,此时,拨动件531与找平组件70的座体73抵接,拨动件531限制找平组件70反转,松开扳机52后,扳机52和拨动件531自动复位,解除拨动件531对找平组件70的座体73的作用力。
96.为了避免部件之间的干涉、合理利用安装空间,如图9所示,对位驱动组件50设置于第二预设工位102,在找平组件70处于第二预设工位102时,扣动扳机52,拨动件531转动能够驱动位于第二预设工位102的找平组件70转动,进而使得下定位件72的抵接部722相对于基盘20转动,调整抵接部722的角度。
97.根据本技术的一些实施例,如图1和图10所示,工位驱动组件30还包括第一触发开关34,第一触发开关34设置于手柄51,以便于操作员操作。第一触发开关34与工位驱动电机32电连接,当第一触发开关34被触发后,工位驱动电机32通电工作。第一触发开关34为现有技术,本技术对其结构及原理不作详细介绍。
98.根据本技术的一些实施例,如图1和图3所示,压平驱动组件60包括压平驱动齿轮
61和压平驱动电机62。压平驱动齿轮61用于与找平组件70的上定位件71啮合,也即,压平驱动齿轮61用于与上定位件71的外齿啮合;压平驱动电机62安装于基座10,且压平驱动电机62的输出端与压平驱动齿轮61传动连接。压平驱动电机62工作,压平驱动电机62驱动压平驱动齿轮61转动,进而驱动找平组件70的上定位件71转动,从而使得找平组件70的上定位件71相对于下定位件72转动,改变上定位件71与抵接部722之间的距离。通过压平驱动组件60与上定位件71齿轮传动配合,保证动力传递稳定。
99.为了避免部件之间的干涉、合理利用安装空间,如图3所示,压平驱动组件60设置于第二预设工位102,压平驱动齿轮61被配置为与位于第二预设工位102的找平组件70的上定位件71啮合,且被配置为不与位于第一预设工位101的找平组件70的上定位件71啮合。压平驱动齿轮61的配置方式,避免误操作导致找平组件70被驱动,提高安全性。
100.根据本技术的一些实施例,如图10所示,压平驱动组件60还包括第二触发开关63,第二触发开关63连接于手柄51,且位于扳机52的行程末端。第二触发开关63与压平驱动电机62连接,在找平组件70旋转预设角度后,第二触发开关63被触发,压平驱动电机62工作,无需另外执行触发动作,操作简单方便,实现找平组件70的快速安装,提高了工作效率。同时,还可以避免误操作导致找平组件70被驱动,只有在抵接部722转动至位于相邻的两个瓷砖80的背面时,压平驱动组件60才可以被触发,转动上定位件71,改变上定位件71和抵接部722之间的距离。需要指出的是,第二触发开关63为现有技术,本技术对其结构及工作原理不作详细介绍。
101.如图10所示,第二触发开关63位于手持部512的底部,扳机52位于第二触发开关63的下方,扳机52被扣动时,扳机52相对于连接部511朝向第二触发开关63转动,当扳机52移动至行程末端时触发第二触发开关63。
102.如图1所示,压平驱动电机62与压平驱动齿轮61通过第二传动机构64传动连接,第二传动机构64包括第二传动轴641、第三传动齿轮642、第四传动齿轮643及第五传动齿轮644。第二传动轴641的一端伸入基座10内且连接第三传动齿轮642,第三传动齿轮642与压平驱动齿轮61啮合,第二传动轴641的另一端位于基座10的外部且连接第四传动齿轮643,压平驱动电机62位于基座10的外部,压平驱动电机62的输出端连接第五传动齿轮644,第五传动齿轮644与第四传动齿轮643啮合。
103.当扳机52移动至行程末端时,扳机52触发第二触发开关63,压平驱动电机62通电工作,压平驱动电机62转动,带动第五传动齿轮644转动,第五传动齿轮644带动第四传动齿轮643和第二传动轴641转动,第二传动轴641带动第三传动齿轮642转动,第三传动齿轮642带动压平驱动齿轮61转动,压平驱动齿轮61带动找平组件70的上定位件71转动,由于找平组件70的座体73被拨动件531限位,上定位件71相对于下定位件72转动,从而使得上定位件71与下定位件72之间的距离减小,当上定位件71与下定位件72的抵接部722夹持相邻的两个瓷砖80后,压平驱动电机62的阻力变大,第五传动齿轮644与第四传动齿轮643打滑,操作员听到打滑声后松开扳机52,扳机52自动复位。
104.根据本技术的一些实施例,如图1所示,该瓷砖找平装置1000还包括保护壳90,保护壳90套设于工位驱动电机32的输出端和压平驱动电机62的输出端,第一传动齿轮332、第二传动齿轮333、第四传动齿轮643及第五传动齿轮644均位于保护壳90内,防止杂质影响齿轮传动。
105.另一方面,本技术实施例还提供一种找平组件安装方法,利用上述的瓷砖找平装置1000将上述找平组件70安装于相邻的两个瓷砖80,该方法包括:
106.提供基座10,基座设有第一预设工位101;
107.提供基盘20;
108.提供多个找平组件70;
109.将基盘20可活动地安装于基座10;
110.将多个找平组件70安装于基盘20;
111.通过工位驱动组件30驱动基盘20相对于基座10运动,使得多个找平组件70逐个移动至第一预设工位101;
112.通过插入驱动组件40驱动位于第一预设工位101的找平组件70相对于基盘20向下移动,使找平组件70的下定位件72能够插入相邻的两个瓷砖80之间的砖缝81;
113.在下定位件72插入砖缝81后,通过对位驱动组件50驱动下定位件72转动,使抵接部722位于相邻的两个瓷砖80的背面;
114.在抵接部722位于瓷砖80背面后,通过压平驱动组件60驱动找平组件70的上定位件71转动并压紧于相邻的两个瓷砖80的正面,从而通过上定位件71和抵接部722夹持相邻的两个瓷砖80;
115.重复上述步骤,完成多个找平组件70的安装。
116.根据本技术实施例的瓷砖找平装置1000的工作流程为:
117.流程1、将多个找平组件70沿着基盘20的转动轴线p压进多个通道21内,多个找平组件70分别对应基座10的多个工位,找平组件70处于第一位置,基盘20上的保持机构22能够将找平组件70保持于通道21内。初始状态时,第一预设工位101对应有一个找平组件70。
118.流程2、操作者手持手柄51,提起瓷砖找平装置1000,按压插入按钮41,驱动位于第一预设工位101的找平组件70相对于基盘20向下移动,找平组件70的抵接部722伸出基座10外15mm;推动杆421下压行程为20mm,压到位后松开插入按钮41,推动杆421自动复位。
119.流程3、操作员松开插入按钮41后,按下第一触发开关34,启动工位驱动电机32,工位驱动电机32通过第一传动机构33驱动工位驱动齿轮31转动,工位驱动齿轮31带动基盘20转动,位于第一预设工位101的找平组件70随之旋转至第二预设工位102,转动至第一预设工位101的找平组件70碰到限位块13并阻止基盘20转动,工位驱动电机32的阻力变大,第二传动齿轮333与第一传动齿轮332打滑,发出打滑声,操作人员根据打滑声松开第一触发开关34,第一触发开关34被释放,工位驱动电机32停止工作。
120.流程4、操作员拿起瓷砖找平装置1000,将位于第二预设工位102的找平组件70的下定位件72插入相邻的两个瓷砖80之间的砖缝81中,将瓷砖找平装置1000平放于相邻的两个瓷砖80的正面,此时,找平组件70已经到位。
121.流程5、操作员扣动扳机52,扳机52通过拉簧支架54带动拨动件531旋转预设角度,找平组件70也随之转动预设角度,如图5所示,抵接部722位于相邻的两个瓷砖80的背面。
122.流程6、扳机52拉到行程末端后会顶住第二触发开关63,启动压平驱动电机62,压平驱动电机62通过第二传动机构64驱动压平驱动齿轮61转动,压平驱动齿轮61带动找平组件70的上定位件71转动,使找平组件70的上定位件71与下定位件72的抵接部722之间的距离减小,如图6所示,上定位件71和抵接部722夹持相邻的两个瓷砖80,将相邻的两个瓷砖80
找平。找平后,压平驱动电机62的阻力增大,第五传动齿轮644及第四传动齿轮643打滑,发出打滑声,操作员听到打滑声后松开扳机52,扳机52自动复位,第二触发开关63被释放,压平驱动电机62停止工作。
123.以上即为一个工作流程。
124.流程7、重复流程2-6,直至所有找平组件70用完,随后即可再重复流程。
125.需要指出的是,在完成一个找平组件70的安装后,操作员提起瓷砖找平装置1000即可将安装后的找平组件70与基盘20分离,以便于进行下一个找平组件70的安装。
126.根据本技术实施例的瓷砖找平装置1000的有益效果为:
127.该瓷砖80找平装装置重量可以为2公斤,操作员可单手操作,作业时,操作员左手可轻压在瓷砖80上保持身体平衡,右手操作瓷砖找平装置1000即可。由于改变了操作员的作业姿态,更符合人体工程学,劳动强度大幅降低。由于调整作业时瓷砖80受力大幅降低,瓷砖80下压程度变小,对瓷砖80调整有利,砖缝81也不需要二次调整。调整作业操作员只需要勾动扳机52和将找平组件70插入砖缝81即可,其余动作均为所带电机完成,作业时间明显减少,调整的工作节拍能跟上整个瓷砖80铺贴的作业节拍,能有效提高工作效能。
128.虽然已经参考优选实施例对本技术进行了描述,但在不脱离本技术的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。