1.本技术要求于2021年2月5日提交的韩国专利申请第2021-0016895号的优先权的权益,通过引用将上述专利申请的整个公开内容结合在此。
2.本发明涉及一种包括配置为其按压力可调节的按压辊的层压设备及使用该层压设备制造的电极组件。更具体地,本发明涉及这样一种包括按压辊的层压设备及使用该层压设备制造的电极组件,该按压辊配置为其按压力是可调节的,以防止由于构成双电池的电极之间的厚度偏差而导致的电极之间的非均匀的粘附力。
背景技术:
3.随着锂二次电池的容量增加和能量密度提高的加速,锂二次电池已被用作诸如车辆或储能系统之类的中大型装置、以及诸如便携式电子装置之类的小型装置的能源。
4.可使用将配置为具有正极、隔膜和负极顺序堆叠的结构的电极组件容纳在电池壳体中并且气密地密封电池壳体的方法来制造锂二次电池。
5.电极组件包括:配置为具有第一电极和隔膜堆叠的结构的单一电池(single-cell);配置为具有第一电极、隔膜和第二电极堆叠的结构的单体电池(mono-cell);和配置为具有第一电极、隔膜、第二电极、隔膜和第三电极堆叠的结构的双电池(bi-cell)。
6.通过将电极混合物施加至由铜、铝或镍制成的薄集流体的一个表面或相对两个表面并且将其干燥和按压来制造构成电极组件的每个电极。
7.如此制造的电极经历在之间插置隔膜的状态下堆叠和层压电极,使得电极彼此结合的工序。然而,在施加至电极的电极混合物层之间产生厚度偏差时,电极会彼此不均匀地结合。
8.与此相关,图1是示出使用常规层压设备的双电池层压工序的示图。
9.参照图1,电极组件是配置为第一电极110、隔膜140、第二电极120、隔膜140和第三电极130顺序堆叠的双电池。施加至第二电极120的电极集流体121的相对两个表面的电极混合物层122的厚度不均匀。每个电极混合物层的左侧厚度较小,而每个电极混合物层的右侧厚度较大。
10.一对按压辊150设置在第一电极110上方和第三电极130下方,以按压电极组件。此时,按压辊150对与按压辊抵接的第一电极110和第三电极130的整个表面施加均匀的压力。结果,第二电极的电极混合物层122的左侧难以与第一电极110的左侧和第三电极130的左侧紧密接触。
11.如上所述,如果在电极之间的界面未实现粘附,则会导致电极的非均匀劣化,锂离子难以移动,从而电阻会增加,因此会降低锂二次电池的性能。
12.此外,在制造堆叠折叠型电极组件的生产工序中,双电池必须并排设置在长片型隔离膜上,从一个双电池分离的电极可能会与另一个双电池设置一起。
13.这种问题可能会在构成双电池的电极之中的设置在中间的第二电极的厚度不均
匀时,由于第一电极与第二电极之间以及第三电极与第二电极之间的不良粘附而发生。
14.因此,需要当构成双电池的电极之中的设置在中间的第二电极的电极混合物层的厚度不均匀时能够确保所有电极之间的结合力的技术。
技术实现要素:
15.技术问题
16.鉴于上述问题而做出了本发明,本发明的目的是提供一种包括按压辊的层压设备及使用该层压设备制造的电极组件,该按压辊配置为其按压力是可调节的,以防止由于构成双电池的电极混合物层之间的厚度偏差而导致电极之间的粘附力降低。
17.技术方案
18.为了实现上述目的,根据本发明的层压设备是用于制造电极组件的层压设备,包括:配置为按压构成所述电极组件的电极的按压辊;配置为旋转所述按压辊的旋转轴;配置为调节施加至所述按压辊的按压力的按压缸;和配置为测量电极混合物层的厚度的厚度测量传感器。
19.在根据本发明的层压设备中,所述按压缸可包括分别结合至所述旋转轴的相对两端的第一按压缸和第二按压缸。
20.在根据本发明的层压设备中,由所述第一按压缸施加的按压力和由所述第二按压缸施加的按压力彼此不同。
21.在根据本发明的层压设备中,所述厚度测量传感器可包括分别设置在所述电极的相对两端的第一厚度测量传感器和第二厚度测量传感器。
22.根据本发明的层压设备可进一步包括控制器,所述控制器配置为当由所述第一厚度测量传感器测量的所述电极的厚度与由所述第二厚度测量传感器测量的所述电极的厚度之间产生差异时,控制所述按压缸的按压力。
23.在根据本发明的层压设备中,当由所述第一厚度测量传感器测量的所述电极的厚度与由所述第二厚度测量传感器测量的所述电极的厚度之间产生差异时,所述按压辊可在所述电极的厚度更小的位置处更强烈地按压所述电极。
24.在根据本发明的层压设备中,所述电极组件可以是双电池,所述双电池配置为具有其中第一电极、隔膜、第二电极、隔膜和第三电极堆叠的结构。
25.根据本发明的层压设备可进一步包括:第一电极供应单元;第二电极供应单元;和第三电极供应单元,其中所述厚度测量传感器可测量从所述第二电极供应单元供应的第二电极的厚度。
26.在根据本发明的层压设备中,所述电极的每一个可以是通过涂布在电极集流体的相对两个表面上形成有电极混合物的双侧电极,并且所述层压设备可设置在所述电极的上表面和下表面的每一个上。
27.在根据本发明的层压设备中,所述厚度测量传感器可包括:配置为照射能够透过所述电极的β射线的照射部;以及配置为感测由所述照射部照射的β射线的接收部,并且所述照射部可设置在所述电极的上表面和下表面中的任意一个表面,而所述接收部设置在另一个表面。
28.在根据本发明的层压设备中,可与施加至设置于所述电极的下表面的下按压辊的
第一端和第二端的按压力独立地设定施加至设置于所述电极的上表面的上按压辊的第一端和第二端的按压力。
29.在根据本发明的层压设备中,所述按压辊可配置为能够被加热。
30.本发明提供了一种使用所述层压设备制造的电极组件。具体地,所述电极组件可以是双电池,所述双电池配置为具有其中第一电极、隔膜、第二电极、隔膜和第三电极顺序堆叠的结构,并且所述第一电极和所述第二电极可在整个外周彼此结合,并且所述第二电极和所述第三电极可在整个外周彼此结合。
31.此外,本发明可提供上述解决手段的各种组合。
32.有益效果
33.通过上面的描述显见的是,在本发明中,可调节配置为按压双电池的按压辊的按压力,因此可通过在电极混合物层的厚度较小的部分处增加按压辊的按压力来确保电极之间的粘附力。
34.此外,可使用厚度测量传感器测量双电池的位于其中间的第二电极的电极混合物层的厚度,从而可在第一电极与隔膜之间的整个界面以及隔膜与第二电极之间的整个界面形成粘合面。
35.此外,可通过结合至按压辊的旋转轴的相对两端的第一按压缸和第二按压缸单独地调节施加至设置在双电池的第一电极上方的按压辊和设置在第三电极下方的按压辊的按压力,从而即使在形成于第二电极的相对两个表面上的电极混合物层之间存在厚度偏差,也可确保第一电极与第二电极之间以及第三电极与第二电极之间的粘附力。
36.此外,按压辊配置为按压辊的温度可升高,从而可进一步增加电极之间的粘附力。
37.由于如上所述电极之间的粘附力增加,所以可提供具有低电阻的电池单元。此外,防止了电极组件的非均匀劣化,从而可提供具有增加的寿命的电池单元。
38.此外,当制造堆叠折叠型电极组件时,双电池可并排设置在隔离片上,从而可减小错误的双电池布置,因此可确保电极组件的生产率。
附图说明
39.图1是示出使用常规层压设备的双电池层压工序的示图。
40.图2是示出使用根据本发明的层压设备层压双电池的状态的正视图。
41.图3是示出使用根据一实施方式的层压设备层压双电池的状态的侧视图。
42.图4是示出给图3的层压设备添加控制器的状态的透视图。
43.图5是示出使用根据另一实施方式的层压设备层压双电池的状态的侧视图。
44.图6是示出给图5的层压设备添加控制器的状态的透视图。
45.图7是根据实验例制造的双电池的垂直剖面图和平面图。
具体实施方式
46.现在,将参照附图详细描述本发明的优选实施方式,使得本发明所属领域的普通技术人员能够容易实施本发明的优选实施方式。然而,在详细描述本发明的优选实施方式的工作原理中,当本文中并入的已知功能和构造的详细描述可能会使本发明的主旨模糊不清时,则将省去该详细描述。
47.此外,整个附图中将使用相同的参考标记来表示执行相似功能或操作的部件。在整个申请中一个部件被称为连接至另一个部件的情况下,该一个部件不仅可直接连接至该另一个部件,而且该一个部件还可经由另外的部件间接连接至该另一个部件。此外,包括某一要素并不意指排除其他要素,而是指可进一步包括其他要素,除非另有说明。
48.此外,除非特别限制,否则通过限制或添加来具体化要素的描述可应用于所有发明,并且不限制具体发明。
49.此外,在本发明的说明书和本技术的权利要求书中,除非另外提及,否则单数形式旨在包括复数形式。
50.此外,在本发明的说明书和本技术的权利要求书中,除非另外提及,否则“或”包括“和”。因此,“包括a或b”是指三种情况,即,包括a的情况、包括b的情况、以及包括a和b的情况。
51.下文中,将参照附图详细描述本发明的实施方式。
52.图2是示出使用根据本发明的层压设备层压双电池的状态的正视图。
53.参照图2,在电极组件上方和下方设置按压辊251。
54.电极组件是配置为第一电极210、隔膜240、第二电极220、隔膜240和第三电极230顺序堆叠的双电池。第一电极210和第三电极230是具有相同极性的电极,第二电极220是具有与第一电极210和第三电极230的极性不同极性的电极。
55.第一电极210、第二电极220和第三电极230的每一个是电极混合物层施加至电极集流体的相对两个表面的双侧电极。
56.施加至第二电极220的电极集流体221的上表面和下表面的每个电极混合物层222的厚度不均匀。每个电极混合物层的左侧厚度相对较小,而每个电极混合物层的右侧厚度相对较大。
57.在这种情况下,当如图1中所示在按压辊251的旋转轴252彼此平行设置的状态下按压电极组件时,难以去除在其中每个电极混合物层222的厚度相对较小的左侧处第一电极210与第二电极220之间的间隙以及第三电极230与第二电极220之间的间隙。结果,在第一电极210和第二电极220的左侧部分以及第三电极230和第二电极220的左侧部分产生未粘附的部分。
58.因此,在本发明中,配置为独立控制的第一按压缸253和第二按压缸263结合至配置为旋转按压辊251的每个旋转轴252的相对两端。
59.具体地,由第一按压缸253施加的按压力和由第二按压缸263施加的按压力可彼此不同。第一按压缸253与每个电极混合物层的厚度相对较小的部分相邻设置,第二按压缸263与每个电极混合物层的厚度相对较大的部分相邻设置。
60.当由第一按压缸253施加的按压力大于由第二按压缸263施加的按压力时,第一电极210和第三电极230可在朝向第二电极220的方向上被强烈地按压。因此,可在其中每个电极混合物层222的厚度相对较小的左侧部分以及其中每个电极混合物层222的厚度相对较大的右侧部分处完全将电极彼此粘附。
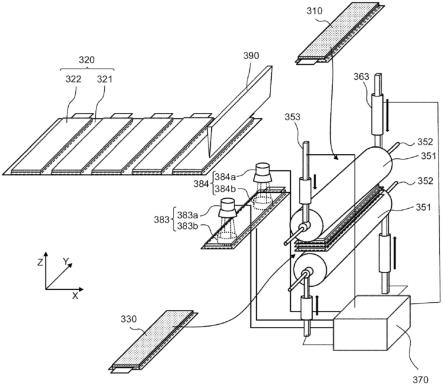
61.图3是示出使用根据一实施方式的层压设备层压双电池的状态的侧视图,图4是示出给图3的层压设备添加控制器的状态的透视图。
62.参照图3和图4,配置为制造双电池的根据本发明的层压设备包括:配置为按压构
成电极组件的电极的按压辊351;配置为旋转按压辊351的旋转轴352;配置为调节施加至按压辊351的按压力的第一按压缸353和第二按压缸363;以及配置为测量这些电极中的一个电极的厚度的第一厚度测量传感器381和第二厚度测量传感器382。
63.层压设备进一步包括:配置为供应第一电极310的第一电极供应单元;配置为供应第二电极320的第二电极供应单元;和配置为供应第三电极330的第三电极供应单元,并且厚度测量传感器测量从第二电极供应单元供应的第二电极320的厚度。
64.电极组件是配置为第一电极310、隔膜340、第二电极320、隔膜340和第三电极330顺序堆叠的双电池。第一电极310配置为在电极集流体311的相对两个表面上形成电极混合物层312,第二电极320配置为在电极集流体321的相对两个表面上形成电极混合物层322,并且第二电极330配置为在电极集流体331的相对两个表面上形成电极混合物层332。
65.第一电极310和第三电极330是具有相同极性的电极,第二电极320是具有与第一电极310和第三电极330的极性不同极性的电极。就是说,当第一电极和第三电极是正极时,第二电极是负极。当第一电极和第三电极是负极时,第二电极是正极。
66.隔膜340附接至第一电极310的电极混合物层312的面向第二电极320的外表面,并且在层压之前的步骤中通过切割器390将第一电极310和隔膜340切割成单元电极。
67.隔膜340附接至第三电极330的电极混合物层332的面向第二电极320的外表面,并且在层压之前的步骤中通过切割器390将第三电极330和隔膜340切割成单元电极。
68.第二电极320的电极混合物层322的外表面没有附接隔膜340,并且在层压之前的步骤中通过切割器390将第二电极320切割成单元电极。
69.按压缸包括分别结合至旋转轴352的相对两端的第一按压缸353和第二按压缸363,并且可单独控制按压缸,使得施加至按压辊的按压力彼此不同。
70.第二电极320的电极混合物层322的厚度可能是不均匀的。配置为测量电极混合物层的厚度的第一厚度测量传感器381和第二厚度测量传感器382分别设置在第二电极320的相对两端。具体地,第一厚度测量传感器381和第二厚度测量传感器382分别设置在第二电极的在y轴方向上的相对两端,y轴方向垂直于电极的移动方向x。
71.为了确保构成双电池的电极之间的粘附力,当识别第二电极的厚度偏差时,可识别第一电极与第二电极之间的间隙的尺寸和第三电极与第二电极之间的间隙的尺寸。因此,检查第二电极的厚度偏差很重要。
72.第一厚度测量传感器381和第二厚度测量传感器382的每一个可由一对位于第二电极上方的上传感器和位于第二电极下方的下传感器构成。从下传感器发射的β射线透过第二电极并且到达上传感器。第二电极的电极混合物层的加载量越大,到达上传感器的β射线的剩余量越小。因此,可通过基于由上传感器测量的β射线的剩余量计算电极混合物层的加载量的原理来测量第二电极的电极混合物层的厚度。
73.当由第一厚度测量传感器381测量的电极混合物层的厚度与由第二厚度测量传感器382测量的电极混合物层的厚度之间产生差异时,由第一按压缸353施加的按压力与由第二按压缸363施加的按压力之间产生差异。位于其中电极混合物层的厚度更小的一侧的按压缸对按压辊施加更强的按压力。结果,第一电极和第三电极中的与第二电极的电极混合物层的较小厚度部分相邻的部分在朝向第二电极的方向上被更强烈地按压,因此可增加第一电极与第二电极之间的粘附力和第三电极与第二电极之间的粘附力。
74.在一具体示例中,层压设备可包括控制器370,控制器370配置为基于由第一厚度测量传感器381和第二厚度测量传感器382测量的电极混合物层的厚度控制第一按压缸353的按压力和第二按压缸363的按压力。因此,可实时计算通过第一厚度测量传感器和第二厚度测量传感器测量的值,从而可调节按压缸的按压力而无需工人介入。
75.例如,第一厚度测量传感器381和第二厚度测量传感器382可如图3中所示设置在进入切割器390的电极上方,或者可如图4中所示设置在将电极片切割成单元电极的切割器390与按压辊之间。
76.在另一具体示例中,第一厚度测量传感器381和第二厚度测量传感器382可设置在第二电极320的上表面和下表面。因此,可测量施加至第二电极320的上表面的电极混合物层322的在y轴方向上的相对两端的厚度,并且可测量施加至第二电极320的下表面的电极混合物层322的在y轴方向上的相对两端的厚度。
77.就是说,可测量施加至第二电极320的上表面和下表面的电极混合物层之间的厚度偏差,从而可精确测量第一电极310与第二电极320之间的间隙以及第三电极330与第二电极320之间的间隙。可与设置在第二电极320的下表面的层压设备的第一按压缸353和第二按压缸363的按压力独立地控制设置在第二电极320的上表面的层压设备的第一按压缸353和第二按压缸363的按压力。
78.因此,可与施加至设置于第二电极320的下表面的下按压辊的第一端和第二端的按压力独立地设定施加至设置于第二电极320的上表面的上按压辊的第一端和第二端的按压力。
79.在图4中,第一电极310、第二电极320和第三电极330在各个电极之间插置有隔膜(未示出)的状态下堆叠在按压辊351之间。
80.在图4的情况下,与第一按压缸353相邻的电极的厚度相对较小,从而第一按压缸353的按压力大于第二按压缸363的按压力。因此,第一按压缸353和第二按压缸363将按压辊351按压成与双电池的最外侧电极紧密接触,并且与连接至第一按压缸353的旋转轴352相邻的按压辊351在平行于z轴的方向上移动而与双电池更紧密接触的同时被强烈地按压。
81.因此,不会发生在之间插置有隔膜的状态下的第一电极、第二电极和第三电极之间的非粘附。
82.在一具体示例中,按压辊351可配置为能够被加热,因此按压辊可在加热状态按压双电池。因此,可进一步增加电极之间的粘附力。
83.图5是示出使用根据另一实施方式的层压设备层压双电池的状态的侧视图,图6是示出给图5的层压设备添加控制器的状态的透视图。
84.参照图5和图6,包括构成双电池的第一电极310、第二电极320、第三电极330和隔膜340;按压辊351;旋转轴352;第一按压缸353和第二按压缸363在内的构造与图3和图4中所示的构造相同,因此参照图3和图4给出的描述相同地应用于此。
85.图5和图6中所示的厚度测量传感器可包括分别设置在第二电极320的在y轴方向上的相对两端的第一厚度测量传感器383和第二厚度测量传感器384,从而测量在与第二电极的相对两端对应位置处的电极混合物层322的厚度。
86.第一厚度测量传感器383和第二厚度测量传感器384分别包括照射能够透过第二电极320的β射线的照射部383a和384a、以及配置为感测由照射部383a和384a照射的β射线
的接收部383b和384b。照射部383a和384a设置在第二电极320的上表面,并且接收部383b和384b设置在第二电极的下表面。
87.或者,照射部和接收部可设置在与图中所示的位置相反的位置。
88.第二电极的厚度越大,到达接收部的β射线的剩余量越小。因此,可使用第一厚度测量传感器383和第二厚度测量传感器384测量施加至第二电极320的上表面和下表面的电极混合物层的总厚度。
89.或者,可在第二电极上方和下方设置激光传感器,并且可测量照射的激光的反射时间,从而可测量第二电极的厚度。
90.当如上所述使用根据本发明的层压设备制造配置为第一电极、隔膜、第二电极、隔膜和第三电极顺序堆叠的双电池时,可在第一电极与第二电极之间以及第二电极与第三电极之间的整个外周实现粘附。
91.下文中,将参照实验例描述本发明。提供该实验例仅是为了更容易理解本发明,不应解释为限制本发明的范围。
92.《实验例》
93.为了检查当层压双电池时施加的按压力对电极与隔膜之间的粘附力的影响,制造双电池。
94.图7是根据实验例制造的双电池的垂直剖面图和平面图。
95.参照图7,双电池配置为第一电极310、上隔膜441、第二电极320、下隔膜442和第三电极330顺序堆叠,其中第一电极310和第三电极330是正极,第二电极320是负极。
96.在如此制造的双电池上,执行将用于层压的按压辊的按压力设为190kgf并且在90℃下执行层压的第一测试、以及将按压辊的按压力设为170kgf并且在90℃下执行层压的第二测试。
97.如双电池的平面图中所示,双电池在平面图中划分为三个区域。
98.具体地,双电池划分为:接片部分tab,其是与电极接片相邻的部分;与接片部分相对的下部bottom;和位于接片部分与下部之间的中间部分m。在每个区域中,测量第二电极320与上隔膜441之间(a)、第二电极320与下隔膜442之间(b)、第一电极310与上隔膜441之间(c)、以及第三电极330与下隔膜442之间(c)的粘附力。
99.为了测量(a)处的粘附力,将第二电极320固定至水平板(plate),将第一电极310和上隔膜441固定至夹持(grip)型夹具(jig),并且垂直拉拽第一电极和上隔膜以从第二电极剥离,从而测量粘附力。
100.为了测量(b)处的粘附力,将第二电极320固定至水平板(plate),将第三电极330和下隔膜441固定至夹持(grip)型夹具(jig),并且垂直拉拽第三电极和下隔膜以从第二电极剥离,从而测量粘附力。
101.为了测量(c)处的粘附力,将第一电极310固定至水平板(plate),将上隔膜441固定至夹持(grip)型夹具,并且垂直拉拽第一电极以从上隔膜剥离,从而测量粘附力。
102.为了测量(d)处的粘附力,将第三电极330固定至水平板(plate),将下隔膜442固定至夹持(grip)型夹具,并且垂直拉拽第三电极以从下隔膜剥离,从而测量粘附力。
103.在第一测试和第二测试的每一个中,作为粘附力测量实验,对接片部分、下部和中间部分的每一个测量两次(a)至(d)处的粘附力,结果和平均值显示在下面的表中。下面的
表中示出的粘附力的单位为gf/20mm。
104.使用amtek制造的万能试验机(utm)作为粘附力测量装置。
105.参照下面的表,可以看出,按压力较高时测量的粘附力高于按压力较低时测量的粘附力。
106.因此,当在层压时增加按压辊的按压力时,可预期到电极与隔膜之间的粘附力能够增加。因此,即使在隔膜与电极之间形成有间隙,也可通过增加按压辊的按压力增加隔膜与电极之间的粘附力。
[0107][0108][0109]
本发明所属领域的技术人员将理解到,基于上面的描述,在本发明的范畴内各种应用和修改是可能的。
[0110]
(参考标号说明)
[0111]
110、210、310:第一电极
[0112]
120、220、320:第二电极
[0113]
121、221、311、321、331:电极集流体
[0114]
122、222、312、322、332:电极混合物层
[0115]
130、230、330:第三电极
[0116]
140、240、340、441、442:隔膜
[0117]
150、251、351:按压辊
[0118]
252、352:旋转轴
[0119]
253、353:第一按压缸
[0120]
263、363:第二按压缸
[0121]
370:控制器
[0122]
381、383:第一厚度测量传感器
[0123]
382、384:第二厚度测量传感器
[0124]
383a、384a:照射部
[0125]
383b、384b:接收部
[0126]
390:切割器
[0127]
441:上隔膜
[0128]
442:下隔膜。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。