1.本发明涉及石油天然气勘探开发钻井工具领域,尤其涉及一种聚晶金刚石复合片及聚晶金刚石复合片钻头。
背景技术:
2.聚晶金刚石复合片兼顾了金刚石的高硬度、高耐磨以及硬质合金的高抗冲击的综合性能,其被认为是比较理想的钻井材料。从上世纪八十年代左右,国内外在石油、天然气等钻探中逐渐采用聚晶金刚石复合片作为主要切削元件。
3.目前,聚晶金刚石复合片多通过钎焊的方式固定于pdc钻头体上,由于聚晶金刚石复合片这一复合材料的特性,高温加热后会对复合片性能造成一定的损伤。同时通过钎焊工艺固定聚晶金刚石复合片需要的相关设备和工艺保障较多,一般需在工厂完成,聚晶金刚石复合片一旦钎焊固定后,便不易更换,不易根据现场岩性、作业情况对钻头体上的聚晶金刚石复合片性能进行灵活调整。
4.另外,聚晶金刚石复合片作为pdc钻头上的主要切削元件,其工作角度是pdc钻头最主要的设计参数之一,聚晶金刚石复合片采用钎焊工艺固定于pdc钻头本体上,目前pdc钻头上的复合片工作角度主要有钻头本体上的齿孔确定,调整、优化工作角度需要重新设计、制造钻头本体,其成本高、周期长,不利于pdc钻头的优化。
技术实现要素:
5.本发明所要解决的技术问题是提供一种可低温冷装的聚晶金刚石复合片。
6.本发明解决其技术问题所采用的技术方案是:包括硬质合金基体和聚晶金刚石层,所述聚晶金刚石层设置在硬质合金基体的端部并形成端部的切削面,其特征在于:所述硬质合金基体由固定部和安装部两部分组成,所述聚晶金刚石层设置在安装部的端面,所述固定部与安装部通过凹凸结构安装固定,所述凹凸结构由相互匹配的凸起结构和凹入结构组成,凸起结构和凹入结构通过弹性插销与对应的销钉孔的配合固定连接。
7.进一步的是,所述弹性插销设置在凸起结构周向上,所述销钉孔设置在凹入结构上,弹性插销与销钉孔的位置和大小相互对应。
8.进一步的是,所述弹性插销沿着凸起结构的轴向分层布置,并且各层弹性插销的直径从凸起结构的顶端到底部依次减小;相应的销钉孔也沿着凹入结构的轴向分层布置,并与弹性插销的位置和大小对应。
9.进一步的是,所述凸起结构设置在安装部相对于端面的背面,凹入结构设置在固定部上。
10.进一步的是,所述凸起结构和凹入结构均为圆柱形,每层的弹性插销和销钉孔沿着圆柱圆周均匀设置。
11.可选的是,所述固定部和安装部相互接触的端面上设置有相互咬合的齿槽结构。
12.优选的是,所述弹性插销的顶端为锥台状,所述销钉孔的为底部小顶部大的锥台
状。
13.进一步的是,所述销钉孔为位于凹入结构上的环形槽。
14.作为进一步的改进,所述切削面沿着环向至少分为两个切削区域,至少有两个切削区域与硬质合金基体轴向的夹角互不相同。聚晶金刚石复合片通常为圆柱状,聚晶金刚石层位于切削端形成切削面。切削区域与硬质合金基体轴向的夹角的角度变化会导致后角变化,因此设置多个切削区域就可以使聚晶金刚石复合片的使用更加灵活,即通过不同的安装角度可以使得聚晶金刚石复合片的不同切削区域位于工作部位,从而获得不同的工作角度,满足各种需求。切削区域可以是切面、棱、凸起、曲面等刀具的切削部位形状。
15.作为一种方式,所述切削区域为切削棱,切削棱以切削面轴心为中点环形分布,并将切削面分成多个扇形区域。
16.进一步的是,所述切削棱设置有8条,各条切削棱与硬质合金基体轴向的夹角分别为:96
°
、93
°
、90
°
、87
°
、84
°
、87
°
、90
°
、93
°
。
17.进一步的是,相邻两条切削棱之间为平面或曲面,所述切削棱设置有8条并均匀分布,各条切削棱与硬质合金基体轴向的夹角分别为:87
°
、103
°
、93
°
、103
°
、96
°
、103
°
、93
°
、103
°
。
18.进一步的是,所述夹角按逆时针依次分布。
19.另一种方式是,所述切削区域为切面,所述切面沿切削区域的外沿环形分布。
20.进一步的是,所述切面设置有6个,各切面与硬质合金基体轴向的夹角分别为:95
°
、100
°
、105
°
、110
°
、105
°
、100
°
。
21.进一步的是,所述夹角按逆时针依次分布。所述切面在径向方向的宽度为3mm。
22.再一种方式是,所述切削区域为一个切削平面,所述切削平面与硬质合金基体轴向的夹角为84
°
至96
°
。即切削平面的法向与硬质合金基体轴向的夹角为6
°
,其不同切削区域可形成的后角变化为-6
°
到 6
°
。
23.本发明另一个要解决的技术问题是提供一种可低温冷装聚晶金刚石复合片的聚晶金刚石复合片钻头。
24.本发明解决其技术问题所采用的技术方案是:该聚晶金刚石复合片钻头采用前述的聚晶金刚石复合片。
25.本发明的有益效果是:
26.聚晶金刚石复合片一分为二,固定部通过钎焊焊接至钻头上,带有聚晶金刚石层的安装部通过凹凸结构安装在固定部,这使得现场安装更加方便,避免了直接钎焊聚晶金刚石复合片时产生的高温对聚晶金刚石复合片性能的损伤。可在pdc钻头生产时就完成聚晶金刚石复合片的低温装配,也可暂不装配,根据钻头使用现场的岩性、工况需求来装配更具针对性性能的聚晶金刚石复合片切削齿,使pdc钻头能够快速调整更具灵活性,例如可灵活装配更具抗冲击性能或更具抗研磨性能的聚晶金刚石复合片,也可灵活装配各种切削结构的聚晶金刚石复合片切削齿,如单一平面结构的切削齿,增大或减小切削后角的切削齿,多面结构的切削齿等;在没有设置齿槽结构时,聚晶金刚石复合片可自由的周向转动,聚晶金刚石复合片在井底切削地层时,若切削齿有一定的侧倾角,地层会对复合片产生切向的摩擦力,可驱使聚晶金刚石复合片周向转动,从而延缓聚晶金刚石复合片某一周向局部区域的磨损,取而代之的是整个周向切削刃的磨损,提升了聚晶金刚石复合片的使用寿命。
27.同时,通过在切削面上设置多个切削区域,使得聚晶金刚石复合片钻在不同的角度有不同的工作角度,在不改变钻头本体设计和重新生产钻头体本体的前提下;通过凹凸结构安装时将复合片不同切削区域设置为工作区域,即可获得不同的工作角,从而实现调节、优化每个切削单元(聚晶金刚石复合片)的工作角。在使用多面切削结构的聚晶金刚石复合片时,如果没有设置齿槽结构限制复合片的周向运动,可能无法使多面切削结构的聚晶金刚石复合片工作在正确的周向位置,此时可使用齿槽结构固定聚晶金刚石复合片的周向位置,从而保证正确的位置参与地层的切削。
附图说明
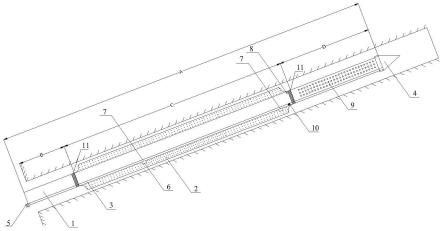
28.图1为聚晶金刚石复合片钻头示意图;
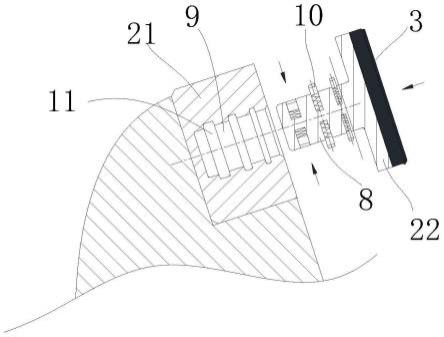
29.图2是本发明的结构示意图;
30.图3是本发明装配后的示意图;
31.图4为实施例一的示意图;
32.图5为实施例一不同部位的截面视图;
33.图6为实施例二的示意图;
34.图7为实施例二的俯视图;
35.图8为图7的a-a线剖视图;
36.图9为图7的b-b线剖视图;
37.图10为图7的c-c线剖视图;
38.图11为图7的d-d线剖视图;
39.图12为实施例三的示意图;
40.图13是实施例三的俯视图;
41.图14是实施例三的不同部位的截面视图;
42.图15是实施例四的示意图;
43.图16是实施例四的半剖图;
44.图17是图16的俯视图;
45.图18是本发明切削时的示意图;
46.图19是本发明一种实施方式的示意图;
47.图20是图19的俯视图;
48.图21是本发明另一种实施方式的示意图;
49.图22是图21的俯视图;
50.图23和图24是本发明具有齿槽结构的示意图;
51.图25是弹簧销顶端的放大图;
52.图26是销钉孔的放大图;
53.图27是本发明一种实施方式的工作状态示意图;
54.图中零部件、部位及编号:钻头1、硬质合金基体2、固定部21、安装部22、切削面3、切削棱4、切面旋转轴线5、聚晶金刚石层6、切面7、凸起结构8、凹入结构9、弹性插销10、销钉孔11、凸起12、凹槽13。
具体实施方式
55.下面结合附图对本发明作进一步说明。
56.如图2和图3所示,本发明包括硬质合金基体2和聚晶金刚石层6,所述聚晶金刚石层6设置在硬质合金基体2的端部并形成端部的切削面3,所述硬质合金基体2由固定部21和安装部22两部分组成,所述聚晶金刚石层6设置在安装部22的端面,所述固定部21与安装部22通过凹凸结构安装固定,所述凹凸结构由相互匹配的凸起结构8和凹入结构9组成,凸起结构8和凹入结构9通过弹性插销10与对应的销钉孔11的配合固定连接。本发明将硬质合金基体2分成固定部21和安装部22两部分,其目的是用于硬质合金基体2能够灵活安装,固定部21和安装部22采用凹凸结构9安装;可以将固定部21的一端加工为凸起结构8,相应的安装部加工为凹入结构9;也可以将固定部21的一端加工为凹入结构9,相应的安装部加工为凸起结构8。弹性插销10一般采用弹簧和插销构成,两者安装在装配孔内,使得插销可以压下和弹起,其可以设置在凸起结构8上,销钉孔11设置在凹入结构9上;弹性插销10也可以设置在凹入结构9上,对应的销钉孔11则设置在凸起结构8上。凸起结构8和凹入结构9两者的形状需要相互匹配,常规的柱状形状即可,方柱形、椭圆柱形、圆柱形等,相应的凹入结构9也为相应的柱状孔形状。固定部21可通过钎焊提前安装在钻头1上,聚晶金刚石层6随安装部22通过冷安装到固定部21上,这就不需要对聚晶金刚石层6进行钎焊连接,避免钎焊600-700℃的高温对聚晶金刚石层6造成影响,避免其性能下降。更为有利的是,聚晶金刚石层6可以旋转不同角度安装到固定部21上,当搭配具有变化角度切削面3的聚晶金刚石层6时,可以在安装时选择不同的角度,从而获得不同的切削角度,满足不同的要求。具体的变化角度切削面3见后述的实施例。
57.作为优选的实施方式,如图2所示,所述弹性插销10设置在凸起结构8周向上,所述销钉孔11设置在凹入结构9上,弹性插销10与销钉孔11的位置和大小相互对应。这种设置方式在按压弹性插销10的时候更加方便,在凸起结构8插入凹入结构9时按下弹簧销10即可,等弹簧销10到达对应的销钉孔11位置时自然卡入其中完成固定。
58.为了在凸起结构8的轴向上设置2层及以上的多层弹性插销10,来提升装配的强度和稳定性,如图2和3所示,所述弹性插销10沿着凸起结构8的轴向分层布置,层数可以根据尺寸设置,图中设置有3层作为示例,并且各层弹性插销10的直径从凸起结构8的顶端到底部依次减小;相应的销钉孔11也沿着凹入结构9的轴向分层布置,并与弹性插销10的位置和大小对应。由于凸起结构8的顶端处的弹性插销10尺寸较大,而凹入结构9的上部销钉孔11尺寸较小,在插入过程中,凸起结构8顶端的弹性插销10无法进入凹入结构9的上部销钉孔11,只有在插入到凹入结构9的底部时才有与之对应的销钉孔11,这样就避免了凸起结构8顶端弹性插销10错误插入凹入结构9的上部和中部的销钉孔11,从而实现可在凸起结构8上设置多层弹性插销10,提升装配强度,同时又无需复杂的结构来控制弹性插销10的弹出,直至22和21装配到位时,所有的弹性插销10才会同时弹出,完成装配和固定。
59.具体的,如图2和图3所示,所述凸起结构8设置在安装部22相对于端面的背面,凹入结构9设置在固定部21上。
60.为了便于调节切削面3的安装角度,如图6所示,所述凸起结构8和凹入结构9均为圆柱形,每层的弹性插销10和销钉孔11沿着圆柱圆周均匀设置。圆柱形的好处就是安装时可以任意旋转,这样就可以获得不同的聚晶金刚石层6的切削面3角度,而且这种设置是可
以在现场完成,完全可以适应现场不同的地质状况。
61.为了使固定部21和安装部22在安装后能够固定,如图23和24所示,所述固定部21和安装部22相互接触的端面上设置有相互咬合的齿槽结构。在图示中,安装部22有三个周向均布的凹槽13,固定部21有三个周向均布的凸起12,当然也可以反过来设置,装配完成时,凸起12和凹槽13形成的齿槽结构可限制安装部22的周向旋转,可以固定聚晶金刚石层6的的某一周向位置用于切削地层。固定部21和安装部22上均布的凸起12和凹槽13越多,可限制的周向位置越精细。凹槽13、凸起12的横截面形状不限于矩形,也可以是梯形、半圆形、椭圆形等。
62.为了使弹性插销10与销钉孔11安装更紧密,如图25和26所示,所述弹性插销10的顶端为锥台状,所述销钉孔11的为底部小顶部大的锥台状。由于销钉孔11和弹性插销10顶端存在锥度,在弹簧弹力f
弹
的作用下,销钉孔11对插销产生两个方向的分力:轴向力f
轴
和径向力f
径
,每个弹性插销上的f
轴
可使聚晶金刚石复合片紧密的贴合在固定部22上。所谓轴向和径向为聚晶金刚石复合片的轴向和径向。
63.图27呈现了一种工作方式,所述销钉孔11为位于凹入结构9上的环形槽。采用这种实施方式时,没有限制聚晶金刚石层6的周向运动,在聚晶金刚石层6切削岩石时,可设置侧倾角,聚晶金刚石层6在切削岩石的同时,可受到岩石对它的摩擦力,从而使聚晶金刚石层6和安装部22绕聚晶金刚石层6的轴线旋转,使聚晶金刚石层6各个周向位置的切削刃均参与岩石的切削,从而可以延缓聚晶金刚石层6局部的磨损,取而代之的是整个周向切削刃的均匀磨损,从而提升复合片的使用寿命。
64.图27的实施方式与图23和24的实施方式可以配合使用,此时固定部21和安装部22会相互固定而不能旋转。
65.所有实施例的工作状态图可参考图18所示。
66.下列实施例均可以与前述的实施方式相互结合使用,充分利用本发明可以现场灵活冷装配的特点,旋转适当的角度进行安装,从而获得不同的切削角度,具体方式可见下列实施例所述:
67.实施例一
68.参见图4和图5所示,聚晶金刚石层6的切削区域为切削棱4,切削棱4为相邻的两个面的交接处形成,切削棱4以切削面3轴心为中点环形分布,并将切削面3分成多个扇形区域。切削棱4设置有8条,在图2和图3中逆时针方向,各条切削棱4与硬质合金基体(2)轴向的夹角分别为:96
°
、93
°
、90
°
、87
°
、84
°
、87
°
、90
°
、93
°
,焊接复合片时,将不同的棱置于工作区域,将使得工作角度发生变化;使用96
°
切削棱将增大6
°
后角,93
°
切削棱将增大3
°
后角,90
°
切削棱和齿孔设计的后角一样;87
°
切削棱将减小3
°
后角,84
°
棱将减小6
°
后角;焊接复合片时,将不同的面置于工作区域时,将使得工作角度发生变化;使用96
°
棱与93
°
棱之间的面后角可增大3-6
°
,使用93
°
棱与90
°
棱之间的面后角可增大0-3
°
,使用90
°
棱与87
°
棱之间的面后角可减小0-3
°
,使用87
°
棱与84
°
棱之间的面后角可减小3-6
°
。在硬质合金基体2上可以有角度变化标记,从而方便安装时调节角度。
69.实施例二
70.参见图6至图11所示,切削区域为切削棱4,该切削棱4具有一定宽度,切削棱4以切削面3轴心为中点环形分布,并将切削面3分成多个扇形区域,相邻两条切削棱4之间为平面
或曲面,所述切削棱4设置有8条并均匀分布,在图示的逆时针方向,各条切削棱4与硬质合金基体2轴向的夹角分别为:87
°
、103
°
、93
°
、103
°
、96
°
、103
°
、93
°
、103
°
。复合片的聚晶金刚石层上有8条角度各异的切削棱4,切削棱4与切削棱4之间为平面或曲面,各条切削棱4与复合片轴线的夹角如剖面图6所示,使用87
°
切削棱4可减小3
°
后角,使用93
°
切削棱4可增大3
°
后角,使用96
°
切削棱4可增大6
°
后角,使用105
°
切削棱可增大15
°
后角。
71.实施例三
72.参见图12、图13、图14所示,切削区域为切面7,所述切面7沿切削区域的外沿环形分布。所述切面7设置有6个,各切面7与硬质合金基体2轴向的夹角分别为:95
°
、100
°
、105
°
、110
°
、105
°
、100
°
。所述夹角按逆时针依次分布。所述切面7在径向方向的宽度为3mm。聚晶金刚石层6上有六个方向和硬质合金基体2轴线成一定角度的切面7,切面7和聚晶金刚石层6的切削面3相交于切面旋转轴5,切面旋转轴5与聚晶金刚石层6边缘距离3mm,这样在聚晶金刚石层6厚度不变的情况下,可获得更大的角度变化。如本例的6个切面增大的后角分别为5
°
,10
°
,15
°
,20
°
。
73.实施例四
74.如图15、图16、图17所示,所述切削区域为一个切削平面,所述切削平面的法向与硬质合金基体2轴向的夹角为6
°
,过硬质合金基体2轴线并绕其旋转的虚拟平面可与切削平面形成无数的交线,其交线与硬质合金基体2轴线形成的夹角为84
°
至96
°
,聚晶金刚石层6的端面为一个切削平面,但其方向和硬质合金基体2轴向不平行,使用其不同的周向位置,可获得不同的后角变化,如图11所示,聚晶金刚石层2的端面法向与硬质合金基体2轴线夹角为6
°
,可不限于该角度。如图12所示,使用a点区域切削地层时,可减小6
°
后角;使用b点区域切削时,后角变化为零;使用c点区域切削时,后角增大6
°
;使用a至b点之间的周向位置时,从a点至b点后角变化为减小6
°
至减小0
°
变化;使用b至c点之间的周向位置时,从b点至c点后角变化为增大0
°
至增大6
°
变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。