1.本实用新型涉及建材领域,具体涉及一种高隔音石塑复合地板。
背景技术:
2.随着石塑地板产品的持续发展,市场客户对于地板的功能性需求越来越高,其中,隔音减震性能一直是客户对于石塑地板的重点要求之一。目前,一般spc 产品的消音效果数值iic=35左右,隔音效果有限。
技术实现要素:
3.为解决以上技术问题,本实用新型提供了一种高隔音石塑复合地板,在多层结构之间加入ixpp发泡层,地板底部复合一层ixpe发泡层进行消音,通过这一特殊结构搭配,提高了复合地板的消音效果。
4.本实用新型采用以下技术方案:
5.一种高隔音石塑复合地板,包括依次连接复合的耐磨层、基材层、ixpp发泡层、ixpe发泡层,基材层相对的两侧设有若干等距排列的卡接块,两侧面上位于相邻的卡接块之间的表面向内凹陷形成与卡接块可插接配合的卡接槽,与其中一侧面上卡接块所处位置相对背的另一侧面上相应位置为卡接槽,所述卡接块和卡接槽均位于基材层相对的两侧沿高度方向的中部。
6.作为优选,所述卡接块上远离基材层的表面边缘为圆角或者倒角结构。
7.作为优选,耐磨层与基材层之间设有彩膜层。
8.作为优选,ixpp发泡层和ixpe发泡层之间设有一层硬质芯材层。
9.作为优选,所述硬质芯材层选用spc材质。
10.作为优选,所述的硬质芯材层的厚度为2.0mm-8.0mm。
11.作为优选,所述耐磨层表面设有uv涂层。
12.作为优选,所述耐磨层的厚度为0.10mm-1.0mm。
13.与现有技术相比,本实用新型具有以下优点:
14.1、在多层结构之间加入ixpp发泡层,ixpp是以聚丙烯为主体原料,配以发泡剂等辅料,经造粒、挤出成型以及辐照交联的加工方式,改变聚丙烯分子内部的空间构造,使其形成网状的独立泡孔结构,最后经过发泡形成的一种片状发泡材料,底部复合一层ixpe发泡层进行消音,ixpe为电子辐射交联聚乙烯泡棉,是一种高分子闭孔发泡材料,其表面光滑平整、内部泡孔均匀细腻,吸水率极低,具有良好的隔音、隔热、减震性能,力学性能良好,通过这一特殊结构搭配,提高了复合地板的消音效果,其消音效果可以达到iic≥70。
15.2、通过卡接块与卡接槽的配合,加强了相邻两块复合地板之间的连接。
16.3、彩膜层选用pvc材质,可以增添色彩,增强视觉效果。
附图说明
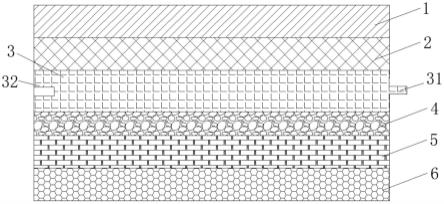
17.图1为高隔音石塑复合地板的截面图。
18.图2为基材层的侧视图。
19.图3为图2的a-a剖视图。
20.图4为基材层另一实施方式的侧视图。
21.图5为图4的b-b剖视图。
22.图中,耐磨层1、彩膜层2、基材层3、卡接块31、卡接槽32、ixpp发泡层4、硬质芯材层5、ixpe发泡层6。
具体实施方式
23.为了便于理解本实用新型技术方案,以下结合附图与具体实施例进行详细说明。
24.实施例1
25.如图1-5所示,一种高隔音石塑复合地板,包括依次连接复合的耐磨层1、彩膜层2、基材层3、ixpp发泡层4、硬质芯材层5、ixpe发泡层6。
26.在基材层3、硬质芯材层5之间加入ixpp发泡层4,ixpp是以聚丙烯为主体原料,配以发泡剂等辅料,经造粒、挤出成型以及辐照交联的加工方式,改变聚丙烯分子内部的空间构造,使其形成网状的独立泡孔结构,最后经过发泡形成的一种片状发泡材料。
27.地板底部复合一层ixpe发泡层6进行消音,ixpe为电子辐射交联聚乙烯泡棉,是一种高分子闭孔发泡材料,其表面光滑平整、内部泡孔均匀细腻,吸水率极低,具有良好的隔音、隔热、减震性能,力学性能良好,通过这一特殊结构搭配,提高了复合地板的消音效果,其消音效果可以达到iic≥70。
28.所述耐磨层1选用pvc材质;彩膜层2选用pvc材质,可以增添色彩,增强视觉效果;基材层3选用lvt材质;硬质芯材层5选用spc材质,主要由钙粉、聚氯乙烯稳定剂组合的一定比例混合形成复合地铺材料,为现有公知产品。
29.基材层3相对的两侧设有若干等距排列的卡接块31,两侧面上位于相邻的卡接块31之间的表面向内凹陷形成与卡接块31可插接配合的卡接槽32,通过卡接块31与卡接槽32的配合,加强了相邻两块复合地板之间的连接。
30.与其中一侧面上卡接块31所处位置相对背的另一侧面上相应位置为卡接槽 32,具体的,当其中一侧面上某一位置为卡接块31时,与其相背的侧面上相同位置设有卡接槽32,故将两块复合地板进行拼合时,只需同向排列之后,将卡接块31插入对应的卡接槽32内即可实现拼合。在加工时,基材层3侧面要预留出卡接块31的宽度,即基材层3的宽度要大于其他材料层的宽度,超出的部分宽度为卡接块31的宽度。
31.所述卡接块31和卡接槽32均位于基材层3相对的两侧沿高度方向的中部,即卡接块31和卡接槽32在高度方向上对应,方便拼合。
32.所述卡接块31上远离基材层3的表面边缘为圆角或者倒角结构,方便卡接块31进入卡接槽32内固定。
33.所述的硬质芯材层5的厚度为2.0mm-8.0mm。
34.所述耐磨层1表面设有uv涂层。
35.所述耐磨层1的厚度为0.10mm-1.0mm。
36.ixpp发泡层4的厚度为1.0-3.0mm。
37.所述复合地板的制造方法为:
38.步骤1、热压贴合:将厚度为0.15mm耐磨层1,与彩膜层2和基材层3进行热压贴合,热压温度控制在140℃,压力控制在3mpa,时间为40min,冷却温度为25℃,压力控制在10mpa,时间为20min。
39.步骤2、养生:将热压完成的地板半成品进行一定时间的养生处理,静置在 25
±
2℃的环境下养生24h。
40.步骤3、回火:将养生完成的地板半成品进行uv涂层及回火处理,回火设定温度120℃,控制产品出口温度90℃,回火速度设定为6.0m/min。
41.步骤4、养生:将回火完成的地板半成品进行一定时间的养生处理,静置在 25
±
2℃的环境下养生24h。
42.步骤5、冷贴:将养生完成的地板半成品与发泡倍数为5倍ixpp发泡层4、硬质芯材层5进行冷贴处理,冷贴胶量控制在90g/m2,静置冷压,再在背部通过热胶贴合上ixpe材质层6。
43.步骤6、冲切开槽:将养生完成的地板产品进行冲切开槽处理,加工出卡接块31和卡接槽32。
44.步骤7、油漆:将开槽完成的地板产品进行油漆处理。
45.步骤8、包装:将油漆完成的地板产品进行包装。
46.本方法中使用的ixpp发泡层4和基材层3、芯材层5进行贴合时,与普通石塑地板的冷贴工艺有较大差异,冷贴胶量需控制在90-120g/m2,冷压时间需延长至8-12h。
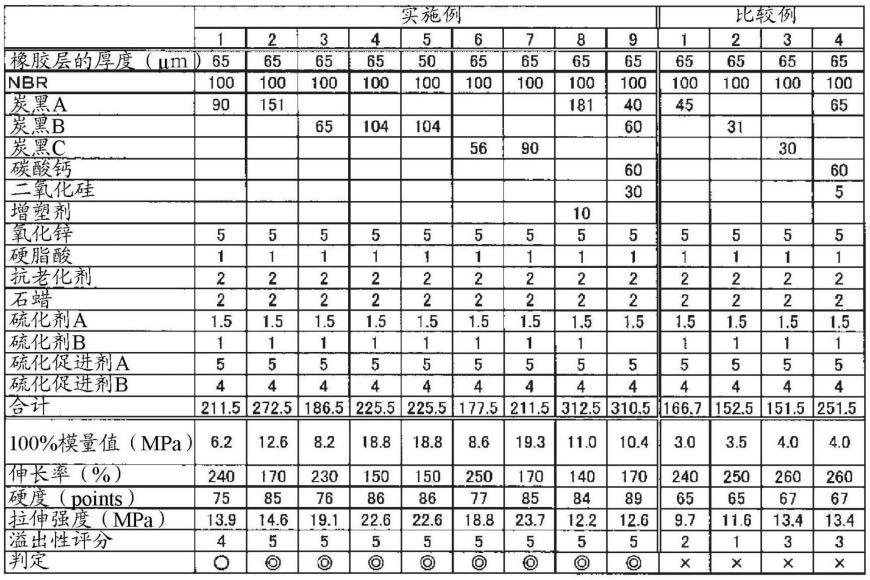
47.表1高隔音石塑复合地板的主要特性
[0048][0049]
以上仅是本实用新型的优选实施方式,本实用新型的保护范围以权利要求所限定的范围为准,本领域技术人员在不脱离本实用新型的精神和范围内做出的若干改进和润饰,也应视为本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。