技术特征:
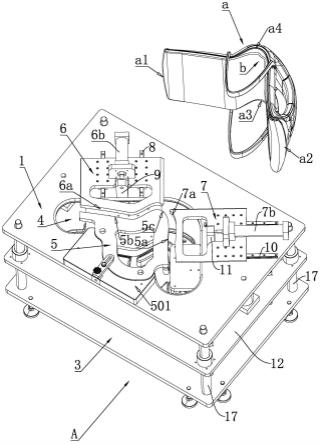
1.一种座椅框体的网布装配工艺,其特征在于:包括以下步骤:步骤一、预先将网布部分连接在座椅框体上;将网布与座椅框体的上沿边、下沿边以及其中一侧的第一侧沿边连接;座椅框体另一侧的第二侧沿边暂未与网布相连;步骤二、将座椅框体整体侧向安装在用于辅助扪网的工装夹具内,且使座椅框体的第二侧沿边水平朝上;座椅框体的底端由位于工装夹具下部的定位下沉组件承托;位于工装夹具上部的定位夹压组件将靠近第二侧沿边处的网布水平夹牢;定位夹压组件的主定位夹板、第一定位夹板及第二定位夹板将网布夹紧使网布的侧截面轮廓与座椅框体的侧截面轮廓吻合;步骤三、使座椅框体底端上下定位在定位下沉组件的定位托板和下沉板中;座椅框体的底端嵌入在定位托板上的托台内;位于托台上方的下沉板上的第一下压板朝座椅框体移动以将座椅框体底部的背侧框上下定位在托台和第一下压板之间;下沉板上的第二下压板朝座椅框体移动以将座椅框体底部的座侧框上下定位在托台和第二下压板之间;步骤四、定位下沉组件下沉以驱动座椅框体整体下沉,使座椅框体位于上端的第二侧沿边相对上端的网布下移;网布的上端将会向上超出于第二侧沿边;步骤五、将位于上端的网布连接在座椅框体的第二侧沿边上以完成网布的装配;步骤六、将座椅框体从工装夹具中取出;定位夹压组件将网布松开;定位下沉组件上升复位,且第一下压板和第二下压板分别移动复位;使座椅框体能够脱离工装夹具。2.根据权利要求1所述的座椅框体的网布装配工艺,其特征在于:在步骤二、三中,所述的工装夹具包括位于定位下沉组件正上方的上基板,该上基板上设有镂空的用于避让座椅框体侧向通过的第一避让槽;所述下沉板底端贴靠于托台上端,在下沉板上设有镂空的使托台露出的第二避让槽;第一避让槽、第二避让槽以及托台三者上下重叠;座椅框体保持侧向的由上往下的依次通过第一避让槽、第二避让槽并嵌入在托台内。3.根据权利要求2所述的座椅框体的网布装配工艺,其特征在于:定位夹压组件设置在上基板的上端,且主定位夹板、第一定位夹板及第二定位夹板围在第一避让槽处;所述的主定位夹板位于第一避让槽处的外周缘轮廓与座椅框体的侧截面轮廓相吻合;主定位夹板位于第一避让槽处的外周缘包括座部压边、背部压边以及形成于座部压边和背部压边之间的弧形压边。4.根据权利要求3所述的座椅框体的网布装配工艺,其特征在于:所述第一定位夹板正对于主定位夹板的背部压边一侧,第一定位夹板位于第一避让槽处的外周缘具有第一压边,该第一压边的轮廓与背部压边以及部分弧形压边的轮廓相吻合。5.根据权利要求3所述的座椅框体的网布装配工艺,其特征在于:所述的第二定位夹板正对于主定位夹板的座部压边一侧,第二定位夹板位于第一避让槽处的外周缘具有第二压边,该第二压边的轮廓与座部压边及部分弧形压边的轮廓相吻合。6.根据权利要求2所述的座椅框体的网布装配工艺,其特征在于:主定位夹板、第一定位夹板及第二定位夹板三者处于同一水平高度;所述主定位夹板与上基板可拆卸连接;第一定位夹板和第二定位夹板配置为能够相对上基板水平滑移。7.根据权利要求6所述的座椅框体的网布装配工艺,其特征在于:第一定位夹板上设有能够驱使第一定位夹板水平移动的第一推拉组件,该第一推拉组件包括安装在第一定位夹板上的第一推拉电缸;第二定位夹板上设有能够驱使第二定位夹板水平移动的第二推拉组
件,第二推拉组件包括安装在第二定位夹板上的第二推拉电缸。8.根据权利要求1所述的座椅框体的网布装配工艺,其特征在于:所述的主定位夹板、第一定位夹板及第二定位夹板均为金属板材。9.根据权利要求2所述的座椅框体的网布装配工艺,其特征在于:所述的托台设置在定位托板上端并向上凸起,在托台上设有能够使座椅框体侧端整体嵌入的嵌槽。10.根据权利要求1所述的座椅框体的网布装配工艺,其特征在于:在步骤三中,所述第一下压板的外周缘轮廓与座椅框体的背侧框轮廓相吻合;沿第一下压板的外周缘轮廓,在第一下压板的端部设有向下突出的第一压块,第一下压板朝座椅框体方向移动使第一压块压紧在座椅框体的背侧框上端;所述第二下压板的外周缘轮廓与座椅框体的座侧框轮廓相吻合;沿第二下压板的外周缘轮廓,在第二下压板的端部设有向下突出的第二压块;第二下压板朝座椅框体方向移动使第二压块压紧在座椅框体的座侧框的上端。11.根据权利要求10所述的座椅框体的网布装配工艺,其特征在于:所述托台、第一压块及第二压块均为塑料材质。12.根据权利要求10所述的座椅框体的网布装配工艺,其特征在于:所述第一下压板位于第一定位夹板的正下方,所述第二下压板位于第二定位夹板的正下方。13.根据权利要求10所述的座椅框体的网布装配工艺,其特征在于:第一下压板和第二下压板均滑动设置在下沉板上端;且在下沉板上设有能够驱使第一下压板水平滑移的第一下驱动电缸以及能够驱动第二下压板水平滑移的第二下驱动电缸。14.根据权利要求2所述的座椅框体的网布装配工艺,其特征在于:所述的工装夹具还包括位于底部的支撑底座,定位下沉组件及上基板依次安装在该支撑底座的上方;所述的上基板与下沉板之间设有第一升降组件;所述支撑底座与定位托板之间设有第二升降组件;在步骤四、六中,第一升降组件配置为驱动下沉板下沉及上升;第二升降组件配置为使定位托板能够跟随下沉板下降以及能够再次驱使定位托板上升复位。15.根据权利要求14所述的座椅框体的网布装配工艺,其特征在于:第一升降组件包括镜像设置在上基板两侧的液压油缸;液压油缸的上端与上基板固定相连,所述液压油缸的活塞杆竖直朝下并与下沉板连接;液压油缸配置为驱动下沉板下沉及上升。16.根据权利要求14所述的座椅框体的网布装配工艺,其特征在于:第二升降组件包括设置在支撑底座上的气缸;每个气缸上端的气杆连接在定位托板的底部;气缸配置为使定位托板能够随下沉板下降且能够再次驱使定位托板上升复位。17.根据权利要求14所述的座椅框体的网布装配工艺,其特征在于:在所述支撑底座的四周分别设有纵向的支撑导杆,该支撑导杆穿过下沉板并连接在上基板上,支撑导杆配置为支撑上基板;且下沉板与该支撑导杆滑动配合。18.根据权利要求14所述的座椅框体的网布装配工艺,其特征在于:在所述的支撑底座上还设有向上依次穿设在定位托板和下沉板上的滑杆,所述定位托板能够沿该滑杆稳定的纵向滑移。19.根据权利要求1所述的座椅框体的网布装配工艺,其特征在于:所述座椅框体的下沉距离介于2-15cm之间。20.根据权利要求19所述的座椅框体的网布装配工艺,其特征在于:所述座椅框体的下沉距离介于5-10cm之间。
技术总结
本发明公开了一种座椅框体的网布装配工艺,包括以下步骤:步骤一、预先将网布部分连接在座椅框体上;将网布与座椅框体的上沿边、下沿边以及其中一侧的第一侧沿边连接;座椅框体另一侧的第二侧沿边暂未与网布相连;步骤二、将座椅框体整体侧向安装在用于辅助扪网的工装夹具内,且使座椅框体的第二侧沿边水平朝上;位于工装夹具上部的定位夹压组件将上端的网布水平夹牢;步骤三、使座椅框体底端上下定位在定位下沉组件的定位托板和下沉板中;座椅框体的底端嵌入在定位托板上的托台内;步骤四、定位下沉组件下沉以驱动座椅框体整体相对上端的网布下沉;步骤五、将网布连接在第二侧沿边上以完成网布的装配;步骤六、将座椅框体从工装夹具中取出。从工装夹具中取出。从工装夹具中取出。
技术研发人员:金明华
受保护的技术使用者:永艺家具股份有限公司
技术研发日:2022.08.24
技术公布日:2022/11/25
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。