1.本发明涉及检测技术领域,特别涉及一种自动化校表软件系统。
背景技术:
2.在待测设备的生产过程中,调试(校准)作为其中的一项重要生产工序,测试工具的选择直接影响产品生产的效率。
3.目前,产品调试(校表)主要使用接线端子来连接标准源与仪表,同时需要人工在电脑上进行仪表校准、参数配置等操作。然而在实际使用过程中仍存在以下几点问题:
4.1、接线端子每调试一台仪表,需要进行拔插的动作,生产效率不高。同时接线端子存在插错的情况,可能导致仪表内部器件短路等情况;
5.2、生产人员在实际调试中需要控制标准源的输出电压、电流、角度,可能存在会误操作导致源输出的不是理想值,导致本台仪表不满足发货要求,造成返工;
6.3、产品调试软件需要生产人员手动进行配置、校准、测试,存在未校准、未配置、未测试的情况。
技术实现要素:
7.本发明的目的在于提供一种自动化校表软件系统,通过上位机对校表机构进行调控,通过继电器控制气泵电源的开关,从而实现第一气缸的伸缩,控制信号发生器与待测设备的驳接与断开,生产人员仅需要将待测设备放入校表机构内,即可完成校表作业,实现流水线作业,减轻生产作业人员的工作量,占地面积小,设计合理,操作简单,减少因人员操作不当引起的产品不良,提高了生产效率,提高生产质量,以解决上述背景技术中提出的问题。
8.为实现上述目的,本发明提供如下技术方案:
9.一种自动化校表软件系统,包括上位机和校表机构,上位机一侧通过导线与校表机构电性连接,校表机构包括驳接装置和信号发生器,驳接装置上表面通过螺栓与信号发生器固定连接,信号发生器通过通讯信号与上位机进行数据交互,信号发生器表面分别安装有设备开关、显示屏和指示灯,驳接装置包括底座、第一气缸和上支撑座,底座上表面四周分别通过导向杆与上支撑座下表面四周固定连接,上支撑座下表面分别通过螺栓与第一气缸固定连接。
10.进一步地,第一气缸下表面分别通过气缸杆与绝缘柱固定连接,绝缘柱下表面分别与检测板上表面固定连接,检测板四周分别设置有与导向杆相适配的轴套,轴套与导向杆嵌套连接,检测板中心设置有检测接线端子,检测接线端子一侧通过导线与信号发生器电性连接。
11.进一步地,底座下表面四周分别设置有耐磨垫片,底座上表面中心设置有安装槽,安装槽内设置有检测工装,检测工装侧壁分别与底座嵌套连接,底座上表面与检测工装上表面形成台阶,检测工装下表面分别设置有第一弹簧,第一弹簧下端分别与底座上表面中
心固定连接。
12.进一步地,检测工装上表面分别设置有检测槽,检测槽设置不少于一个,检测槽与待测设备嵌套连接,检测工装内壁两侧分别通过螺栓与第二气缸固定连接,第二气缸内侧分别通过气缸杆与弹性柱固定连接,弹性柱外套有第二弹簧,弹性柱一端贯穿检测工装与固定夹片一侧固定连接,固定夹片分别设置在检测槽两侧。
13.进一步地,固定夹片内侧分别设置有与待测设备两侧相适配的卡条,待测设备上表面设置有接线端子,待测设备前侧设置有电力显示面板。
14.进一步地,上支撑座内分别安装有继电器和气泵电源,继电器通过导线与上位机电性连接,继电器通过导线与气泵电源电性连接,气泵电源分别通过导线与第一气缸电性连接。
15.进一步地,上位机内安装有自动校表系统,自动校表系统由气缸控制模块、校准模块、检测模块、通讯信号控制模块、数据处理模块和数据整合模块构成。
16.进一步地,上位机将待测设备需要进行出厂调试的功能进行整合,通过通讯信号控制模块控制信号发生器,将待测设备出厂需要的功能进行调试,气缸控制模块输出端分别与继电器电性连接。
17.进一步地,校准模块和检测模块分别通过数据处理模块进行数据交互,数据整合模块将数据整理生成表格,并在上位机的显示面板上显示。
18.进一步地,上位机通过通讯信号控制模块与每台待测设备进行数据传输,独立路径进行数据交互,同时通过数据处理模块分析接收到的数据结果并进行判断,并将判断结果同步显示在上位机显示面板上,待测设备分别设置有相对应的检测编号。
19.与现有技术相比,本发明的有益效果是:
20.1.本发明提出的一种自动化校表软件系统,通过上位机对校表机构进行调控,生产人员仅需要将待测设备放入校表机构内,即可完成校表作业,实现流水线作业,减轻生产作业人员的工作量,占地面积小,设计合理,操作简单,减少因人员操作不当引起的产品不良,提高了生产效率,提高生产质量。
21.2.本发明提出的一种自动化校表软件系统,通过继电器控制气泵电源的开关,从而实现第一气缸的伸缩,控制信号发生器与待测设备的驳接与断开,导向杆保证了检测板在升降过程中,检测接线端子不发生角度的偏移,避免插接过程中角度偏差对待测设备造成损坏。
22.3.本发明提出的一种自动化校表软件系统,通过第一弹簧对检测工装起到弹性支撑的作用,保证在驳接和断开接线端子时,不会对待测设备造成压力,导致待测设备外壳的损坏,提高产品质量,固定夹片对检测槽内的待测设备进行夹紧固定,避免接线端子插错的情况,进一步提高了检测质量,保证在检测过程中待测设备的稳定性,不会因震动造成插接端口的损坏。
23.4.本发明提出的一种自动化校表软件系统,上位机通过通讯信号控制模块与每台待测设备进行数据传输,独立路径进行数据交互,同时通过数据处理模块分析接收到的数据结果并进行判断,并将判断结果同步显示在上位机显示面板上,数据整合模块将数据整理生成表格,并在上位机的显示面板上显示,待测设备分别设置有相对应的检测编号,避免出现未校准、未配置、未测试的情况,数据清晰,自动化水平高,大大提高了生产效率,降低
因操作不良引起的产品不良,保证了产品质量。
附图说明
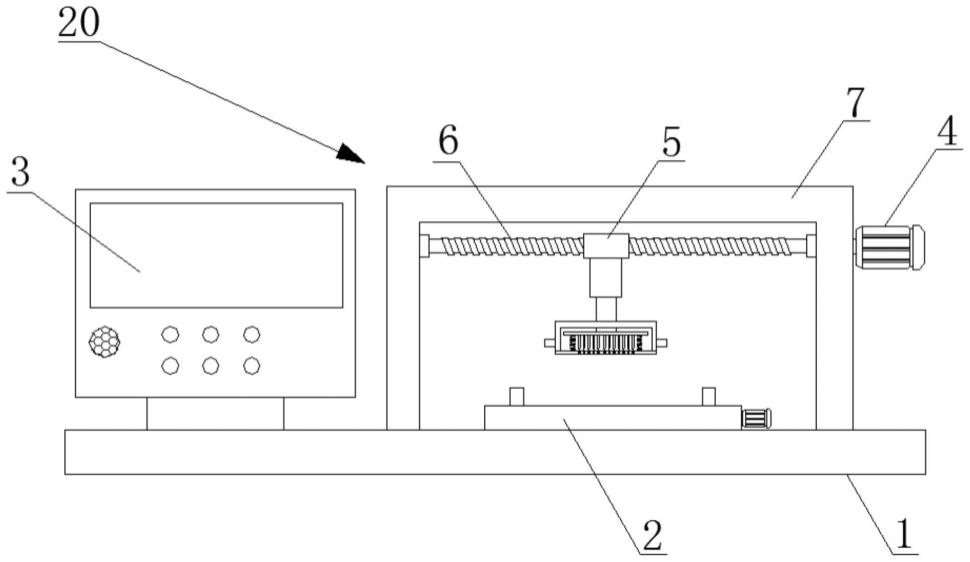
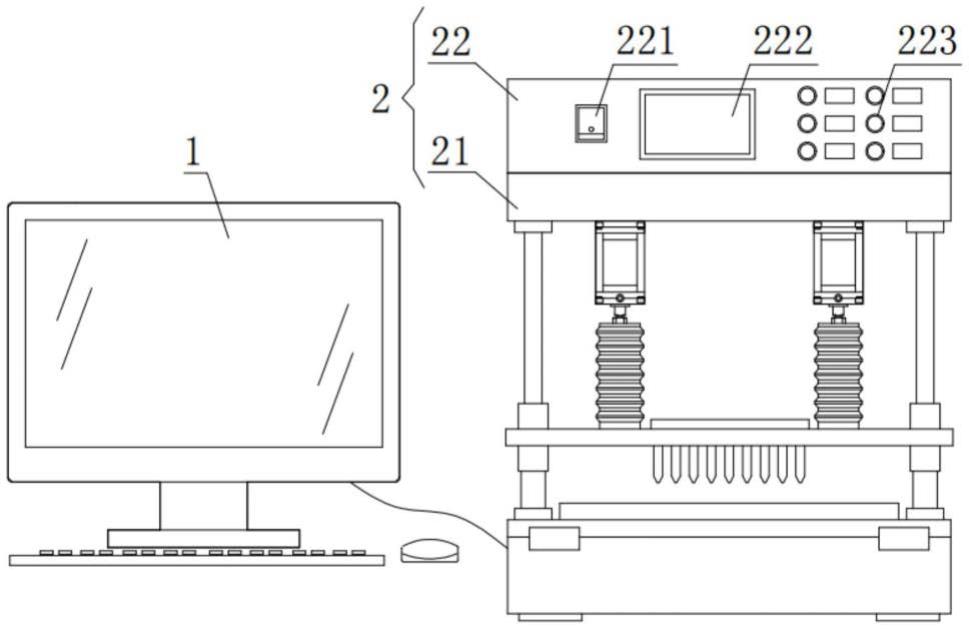
24.图1为本发明的整体结构正视图;
25.图2为本发明的驳接装置正视剖视图;
26.图3为本发明的第一气缸与检测板连接示意图;
27.图4为本发明的检测工装示意图;
28.图5为本发明的第二气缸与固定夹片连接示意图;
29.图6为本发明的整体连接模块图;
30.图7为本发明的自动校表系统模块图。
31.图中:1、上位机;11、自动校表系统;111、气缸控制模块;112、校准模块;113、检测模块;114、通讯信号控制模块;115、数据处理模块;116、数据整合模块;2、校表机构;21、驳接装置;211、底座;212、第一气缸;213、上支撑座;214、导向杆;215、绝缘柱;216、检测板;217、检测接线端子;218、轴套;219、检测工装;22、信号发生器;221、设备开关;222、显示屏;223、指示灯;23、第一弹簧;24、检测槽;25、第二气缸;26、弹性柱;27、第二弹簧;28、固定夹片;3、待测设备;4、继电器;5、气泵电源。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.请参阅图1,一种自动化校表软件系统,包括上位机1和校表机构2,上位机1一侧通过导线与校表机构2电性连接,校表机构2包括驳接装置21和信号发生器22,驳接装置21上表面通过螺栓与信号发生器22固定连接,信号发生器22通过通讯信号与上位机1进行数据交互,信号发生器22表面分别安装有设备开关221、显示屏222和指示灯223,打开设备开关221,显示屏222显示数据,指示灯223显示各个插接端子的接通信号,通过上位机1对校表机构2进行调控,生产人员仅需要将待测设备3放入校表机构2内,即可完成校表作业,实现流水线作业,减轻生产作业人员的工作量,占地面积小,设计合理,操作简单,减少因人员操作不当引起的产品不良,提高了生产效率,提高生产质量。
34.请参阅图2-3,驳接装置21包括底座211、第一气缸212和上支撑座213,底座211上表面四周分别通过导向杆214与上支撑座213下表面四周固定连接,上支撑座213下表面分别通过螺栓与第一气缸212固定连接,上支撑座213内分别安装有继电器4和气泵电源5,继电器4通过导线与上位机1电性连接,继电器4通过导线与气泵电源5电性连接,气泵电源5分别通过导线与第一气缸212电性连接,第一气缸212下表面分别通过气缸杆与绝缘柱215固定连接,绝缘柱215下表面分别与检测板216上表面固定连接,绝缘柱215有效的起到了抑制谐波的效果,避免继电器4切换开关产生的谐波对检测结果造成影响,检测板216四周分别设置有与导向杆214相适配的轴套218,轴套218与导向杆214嵌套连接,检测板216中心设置有检测接线端子217,检测接线端子217一侧通过导线与信号发生器22电性连接,通过继电
器4控制气泵电源5的开关,从而实现第一气缸212的伸缩,控制信号发生器22与待测设备3的驳接与断开,导向杆214保证了检测板216在升降过程中,检测接线端子217不发生角度的偏移,避免插接过程中对待测设备3造成损坏,底座211下表面四周分别设置有耐磨垫片,底座211上表面中心设置有安装槽,安装槽内设置有检测工装219,检测工装219侧壁分别与底座211嵌套连接,底座211上表面与检测工装219上表面形成台阶,检测工装219下表面分别设置有第一弹簧23,第一弹簧23下端分别与底座211上表面中心固定连接,通过第一弹簧23对检测工装219起到弹性支撑的作用,保证在驳接和断开接线端子时,不会对待测设备3造成压力,导致待测设备3外壳的损坏,提高产品质量。
35.请参阅图4-5,检测工装219上表面分别设置有检测槽24,检测槽24设置不少于一个,检测槽24与待测设备3嵌套连接,检测工装219内壁两侧分别通过螺栓与第二气缸25固定连接,第二气缸25内侧分别通过气缸杆与弹性柱26固定连接,弹性柱26外套有第二弹簧27,弹性柱26一端贯穿检测工装219与固定夹片28一侧固定连接,固定夹片28分别设置在检测槽24两侧,固定夹片28内侧分别设置有与待测设备3两侧相适配的卡条,待测设备3上表面设置有接线端子,待测设备3前侧设置有电力显示面板,分别通过固定夹片28对检测槽24内的待测设备3进行夹紧固定,避免接线端子插错的情况,进一步提高了检测质量,保证在检测过程中待测设备3的稳定性,不会因震动造成插接端口的损坏。
36.请参阅图6-7,上位机1内安装有自动校表系统11,自动校表系统11由气缸控制模块111、校准模块112、检测模块113、通讯信号控制模块114、数据处理模块115和数据整合模块116构成,上位机1将待测设备3需要进行出厂调试的功能进行整合,通过通讯信号控制模块114控制信号发生器22,将待测设备3出厂需要的功能进行调试,气缸控制模块111输出端分别与继电器4电性连接,校准模块112和检测模块113分别通过数据处理模块115进行数据交互,数据整合模块116将数据整理生成表格,并在上位机1的显示面板上显示,上位机1通过通讯信号控制模块114与每台待测设备3进行数据传输,独立路径进行数据交互,同时通过数据处理模块115分析接收到的数据结果并进行判断,并将判断结果同步显示在上位机1显示面板上,待测设备3分别设置有相对应的检测编号,避免出现未校准、未配置、未测试的情况,数据清晰,自动化水平高,大大提高了生产效率,降低因操作不良引起的产品不良,保证了产品质量。
37.工作原理:将驳接装置21接入标准源中,检测工装219代替接线端子与仪表连接,同时将驳接装置21与上位机1相连,操作人员将待测设备3放入检测槽24,在上位机1操作自动校表系统11,发送继电器4分合的命令,控制第一气缸212伸缩控制驳接,使待测设备3通电,上位机1通过通讯信号控制模块114对每台待测设备3发送数据,同时通过数据处理模块115分析接收到的数据是否正确,若正确显示“通过”,不正确显示“不通过”,操作人员在上位机1操作自动校表系统11,发送继电器4分合的命令,第一气缸212伸缩控制断电,待测设备3调试完成。
38.综上所述,本自动化校表软件系统,通过继电器4控制气泵电源5的开关,从而实现第一气缸212的伸缩,控制信号发生器22与待测设备3的驳接与断开,导向杆214保证了检测板216在升降过程中,检测接线端子217不发生角度的偏移,避免插接过程中角度偏差对待测设备3造成损坏,通过第一弹簧23对检测工装219起到弹性支撑的作用,保证在驳接和断开接线端子时,不会对待测设备3造成压力,导致待测设备3外壳的损坏,提高产品质量,固
定夹片28对检测槽24内的待测设备3进行夹紧固定,避免接线端子插错的情况,进一步提高了检测质量,保证在检测过程中待测设备3的稳定性,不会因震动造成插接端口的损坏,上位机1通过通讯信号控制模块114与每台待测设备3进行数据传输,独立路径进行数据交互,同时通过数据处理模块115分析接收到的数据结果并进行判断,并将判断结果同步显示在上位机1显示面板上,数据整合模块116将数据整理生成表格,并在上位机1的显示面板上显示,待测设备3分别设置有相对应的检测编号,避免出现未校准、未配置、未测试的情况,数据清晰,自动化水平高,大大提高了生产效率,降低因操作不良引起的产品不良,保证了产品质量。
39.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。