1.本实用新型涉及电池生产领域,具体地说是一种电池片上料装置及串焊机。
背景技术:
2.在实施对电池片的串焊之前,需要通过电池片上料装置将存放在电池片取片工位处的电池片铺放至焊接输送装置上。传统的电池片上料装置仅设有一个拾取机构,其上料效率较低。
技术实现要素:
3.针对传统的电池片上料装置存在的上料效率低的技术问题,本实用新型第一方面提供了一种电池片上料装置,其具体技术方案如下:
4.一种电池片上料装置,用于将电池片铺放至焊接输送装置上,其包括两个拾取机构,两个拾取机构被配置为交替地从电池片取片工位处拾取电池片,并将拾取的电池片铺放至焊接输送装置上,其中:一个拾取机构从电池片取片工位处拾取电池片时,另一个拾取机构将拾取的电池片铺放至焊接输送装置上。
5.通过设置两组拾取机构,并控制两组拾取机构交替地从电池片取片工位处拾取电池片,并将拾取的电池片铺放至焊接输送装置上,本实用新型的电池片上料装置大幅度提升电池片上料效率。
6.在一些实施例中,拾取机构包括移动机构及电池片拾取部,其中:电池片拾取部连接在移动机构的驱动端上,电池片拾取部用于拾取电池片,移动机构用于驱动电池片拾取部移动。
7.通过移动机构驱动电池片拾取部移动,电池片拾取部实现了在电池片取片工位和焊接输送装置之间的位置切换,从而将电池片取片工位处的电池片上料至焊接输送装置上。
8.在一些实施例中,移动机构包括第一平移机构、升降机构及安装支架,其中:升降机构连接在第一平移机构的驱动端上,安装支架连接在升降机构的驱动端上,电池片拾取部安装在安装支架上;第一平移机构用于驱动电池片拾取部在第一水平方向上平移,第一水平方向垂直于焊接输送装置的输送方向,升降机构驱动所述电池片拾取部升降。
9.通过设置第一平移机构,实现了对电池片拾取部的平移驱动,使得电池片拾取部能够在取片工位和焊接输送装置之间来回移动。通过设置升降机构,则实现了对电池片拾取部的升降驱动。
10.在一些实施例中,安装支架上设有第二平移机构,电池片拾取部连接第二平移机构的驱动端,第二平移机构用于驱动电池片拾取部在第二水平方向上平移,第二水平方向平行于焊接输送装置的输送方向。
11.通过设置第二平移机构,当电池片拾取部移动至焊接输送装置处后,第二平移机构可驱动电池片拾取部平移于焊接输送装置的输送方向平移,从而保证电池片能够被准确
地放置在目标放片位置处。
12.在一些实施例中,拾取机构还包括与电池片拾取部并排连接在移动机构的驱动端上的工装拾取部,工装拾取部用于拾取焊带压紧工装。
13.通过设置工装拾取部,使得电池片上料装置能够将电池片和焊带压紧工装同时叠放至焊接输送装置上,提升了电池串的生产效率。
14.在一些实施例中,电池片拾取部和工装拾取部之间的间距被配置为可调节。
15.通过将电池片拾取部和工装拾取部之间的间距配置为可调节,实现了对不同尺寸的电池片的兼容。
16.在一些实施例中,电池片拾取部包括用于吸附电池片的第一吸盘组件;和/或,工装拾取部包括用于吸附焊带压紧工装的第二吸盘组件或电磁铁。
17.通过对电池片拾取部、工装拾取部进行设置,分别实现了对电池片、焊带压紧工装的吸取。
18.本实用新型还提供了一种串焊机,其包括上述任一实施例所述的电池片上料装置、焊带牵引装置、焊接输送装置及焊接装置,其中:电池片上料装置用于向焊接输送装置铺放电池片;焊带牵引装置用于向焊接输送装置铺放焊带段,并使得焊带段叠放在对应的电池片上;焊接输送装置将叠放好的电池片和焊带段输送至焊接工位处;焊接装置设置在焊接工位处,用于将叠放好的电池片和焊带段焊接成串。
19.通过电池片上料装置、焊带牵引装置、焊接输送装置及焊接装置的配合,串焊机实现了电池串的自动焊接。
20.在一些实施例中,焊带牵引装置包括切刀机构、第一焊带牵引机构、第二焊带牵引机构及焊带铺放机构,其中:第一焊带牵引机构和第二焊带牵引机构被配置为交替地在位于切断工位前道的牵引工位处夹紧焊带,并将夹紧的焊带牵引至位于切断工位后道的传递工位处,其中:在第一焊带牵引机构将夹紧的焊带牵引至传递工位处时,第二焊带牵引机构在牵引工位处夹紧焊带,切刀机构在切断工位处切断焊带,获得焊带段;在第二焊带牵引机构将夹紧的焊带牵引至传递工位处时,第一焊带牵引机构在牵引工位处夹紧焊带,切刀机构在切断工位处切断焊带,获得焊带段;焊带铺放机构用于夹取被第一焊带牵引机构或第二焊带牵引机构牵引至传递工位处的焊带;以及将获取到的焊带段铺放至焊接输送装置上。
21.焊带牵引装置设置有两个焊带牵引机构,两个焊带牵引机构交替地从切刀机构前道的牵引工位处夹紧焊带,并将焊带牵引至后道的传递工位处。其中一个焊带牵引机构将上一段焊带牵引至传递工位处时,另一个焊带牵引机构无需等待切刀机构切断焊带,即能同步地在牵引工位处夹紧下一段焊带。此外,由于位于切刀机构前道的焊带已经被牵引工位处的焊带牵引机构夹持住,因此,切刀机构无需等待焊带夹持机构夹紧焊带,即能实施对焊带的切断。与传统的焊带牵引装置相比,该焊带牵引装置大幅度地提升了焊带的牵引及铺放效率。
22.焊带铺放机构包括第三焊带牵引机构和第四焊带牵引机构,第三焊带牵引机构和第四焊带牵引机构交替地从传递工位处夹紧焊带,以及将焊带段铺放至焊接输送装置上。
23.通过第三焊带牵引机构和第四焊带替地从传递工位处夹紧焊带,并将焊带段铺放至焊接输送装置处,进一步提升了焊带的铺放效率。
24.在一些实施例中,焊带牵引装置还包括设置在切断工位和传递工位之间的焊带托举机构;焊带托举机构用于托举被第一焊带牵引机构或第二焊带牵引机构牵引至传递工位处的焊带。
25.通过设置焊带托举机构,实现了对被引至传递工位处的焊带的托举支撑,防止焊带下坠。
26.在一些实施例中,焊接输送装置包括底座、步进平台、固定平台及传输带,其中:步进平台活动连接在底座上;固定平台固定连接在底座上,焊接工位位于固定平台上,固定平台的上表面与步进平台的上表面处于同一平面;传输带设置于固定平台及步进平台上,电池片和焊带段被叠放至位于步进平台上的传输带上,传输带被配置为将叠放好的预定数量的电池片和焊带段输送至焊接工位处;步进平台被配置为能够朝向或远离固定平台步进,每将一片电池片叠放至传输带上后,步进平台远离固定平台步进预定距离,直至预定数量的电池片被叠放至传输带上。
27.通过设置步进平台,上料过程中,传输带不需要向焊接工位步进,预定数量的电池片即能被连续地上料至传输带上的放片位置处,从而使得传输带能够将上料至其上的预定数量的电池片同步步进至焊接工位,在实现对多片电池片同步焊接的前提下,保证了各电池片的受热一致性,提升了焊接效果。
附图说明
28.图1为本实用新型实施例提供的电池片上料装置的结构示意图;
29.图2为本实用新型实施例中的拾取机构在一个视角下的结构示意图;
30.图3为本实用新型实施例中的拾取机构在另一个视角下的结构示意图;
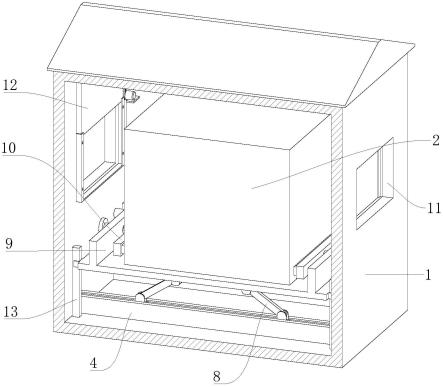
31.图4为本实用新型实施例提供的串焊机在一个视角下的结构示意图;
32.图5为本实用新型实施例提供的串焊机在另一个视角下的结构示意图;
33.图6为本实用新型实施例中第一个工作状态下的焊带牵引装置在一个视角的结构示意图;
34.图7为本实用新型实施例中第一个工作状态下的焊带牵引装置在另一个视角的结构示意图;
35.图8为本实用新型实施例中第二个工作状态下的焊带牵引装置在一个视角的结构示意图;
36.图9为本实用新型实施例中的焊接输送装置的结构示意图;
37.图1至图9中包括:
38.拾取机构10:第一平移机构11、升降机构12、安装支架13、第二平移机构14、电池片拾取部15、工装拾取部16;
39.焊带牵引装置20:切刀机构21、第一焊带牵引机构22、第二焊带牵引机构23、第三焊带牵引机构24、第四焊带牵引机构25;
40.焊接输送装置30:底座31、步进平台32、固定平台33、传输带34;
41.牵引工位a、切断工位b、传递工位c。
具体实施方式
42.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
43.在实施对电池片的串焊之前,需要通过电池片上料装置将存放在电池片取片工位处的电池片铺放至焊接输送装置上。传统的电池片上料装置仅设有一个拾取机构,其上料效率较低。
44.鉴于此,本实用新型提供了一种用于将电池片铺放至焊接输送装置的电池片上料装置,其可大幅度提升电池片上料效率。如图1所示,本实用新型提供的电池片上料装置包括两个拾取机构10,两个拾取机构10被配置为交替地从电池片取片工位处拾取电池片,并将拾取的电池片铺放至焊接输送装置上。其中:
45.当一个拾取机构10移动至电池片取片工位处时,另一个拾取机构10移动至焊接输送装置上方。如此实现了,当一个拾取机构10在从电池片取片工位处拾取电池片时,另一个拾取机构10将拾取的电池片铺放至焊接输送装置上。
46.与传统的电池片上料装置相比,本实用新型的电池片上料装置大幅度提升电池片上料效率。
47.可选的,如图1至图3所示,拾取机构10包括移动机构及电池片拾取部15,其中:电池片拾取部15连接在移动机构的驱动端上,移动机构则用于驱动电池片拾取部移动,从而实现电池片拾取部15在电池片取片工位与焊接输送装置之间的位置切换。当移动机构驱动电池片拾取部15移动至取片工位时,电池片拾取部15从电池片取片工位处拾取电池片,当移动机构驱动电池片拾取部15移动至焊接输送装置处时,电池片拾取部15将电池片放置至焊接输送装置上。
48.可选的,移动机构包括第一平移机构11、升降机构12及安装支架13,其中:升降机构12连接在第一平移机构11的驱动端上,安装支架13连接在升降机构12的驱动端上,电池片拾取部15安装在安装支架13上。第一平移机构11用于驱动电池片拾取部15在垂直于焊接输送装置的输送方向的第一水平方向(如图1中的x轴方向)上平移,升降机构12用于驱动电池片拾取部15升降。
49.可选的,如图2所示,安装支架13上还设有第二平移机构14,电池片拾取部15连接第二平移机构14的驱动端,第二平移机构14用于驱动电池片拾取部15在平行于焊接输送装置的输送方向的第二水平方向(如图1和图2中的y轴方向)上平移。
50.当电池片拾取部15在第一平移机构11的驱动下自取片工位移动至焊接输送装置的上方时,第二平移机构14可驱动电池片拾取部15平行于焊接输送装置的输送方向平移,从而保证电池片能够被准确地放置至焊接输送装置上的目标放片位置处,适应不同位置的放片需求。
51.如本领域技术人员所知晓的,在实施电池串的焊接之前,需要在各电池片上均叠放一个焊带压紧工装,以将焊带压紧至电池片上。传统电池片串焊中,在完成对电池片和焊带的铺放后,通过额外设置的工装搬运装置将焊带压紧工装搬运至电池片上,其不仅提升了电池串焊接成本,且降低了电池串的生产效率。鉴于此,如图2至图3所示,可选的,本实用新型实施例中的抓取机构10还包括与电池片拾取部15并排连接在移动机构的驱动端上的工装拾取部16,工装拾取部16用于拾取焊带压紧工装。如此,抓取机构10能够将电池片和焊
带压紧工装同时叠放至焊接输送装置上,从而提升电池串的生产效率。
52.可选的,电池片拾取部15和工装拾取部16之间的间距配置为可调节,从而保证电池片拾取部15能够实施对不同尺寸的电池片的拾取,保证电池片不会碰触到工装拾取部16上的焊带压紧工装。
53.为了实现对电池片拾取部15和工装拾取部16之间的间距的调节,可选的,电池片拾取部15和工装拾取部16并排安装在一块安装板上,其中,工装拾取部16固定安装在安装板上,电池片拾取部15则滑动安装在安装板上,推动电池片拾取部15靠近或远离工装拾取部16滑动,即能实施对电池片拾取部15和工装拾取部16之间的间距调节。
54.可选的,电池片拾取部15包括第一吸盘组件,电池片拾取部15经第一吸盘组件实施对电池片的吸取。工装拾取部16包括第二吸盘组件或电磁铁,工装拾取部16经第二吸盘组件或电磁铁实施对焊带压紧工装的吸取。
55.如图4和图5所示,本实用新型还提供了一种串焊机,其包括上述实施例中任一项所述的包括有两个拾取机构10的电池片上料装置、焊带牵引装置20、焊接输送装置30及焊接装置,其中:
56.电池片上料装置的两个拾取机构10交替地向焊接输送装置30铺放电池片。
57.焊带牵引装置20用于向焊接输送装置铺放焊带段,并使得焊带段叠放在对应的电池片上。
58.焊接输送装置30将叠放好的电池片和焊带段输送至焊接工位处。
59.焊接装置设置在焊接工位处,用于将叠放好的电池片和焊带段焊接成串。
60.通过电池片上料装置、焊带牵引装置20、焊接输送装置30及焊接装置的配合,串焊机实现了电池串的自动焊接。
61.传统的焊带牵引装置对焊带的牵引方式如下:控制牵引机构在切刀机构的后道夹紧焊带并将焊带牵引到预定位置处,然后控制焊带夹紧机构在切刀机构的前道夹紧焊带,最后控制切刀机构切断焊带,获得预定长度的焊带段。接着,控制牵引机构在切刀机构的后道夹紧焊带,实施对下一段焊带的牵引。
62.即,切刀机构必须等待焊带夹紧机构夹紧焊带后方能执行焊带切断,牵引机构必须等待切刀机构切断焊带后方能执行对下一段焊带的牵引。频繁的等待使得传统的焊带牵引装置的焊带牵引效率较低。
63.鉴于此,本实用新型实施例中还提供了一种新型的焊带牵引装置,采用该焊带牵引装置实施焊带的牵引及铺放,能够显著提升焊带的铺放效率。
64.如图6至图8所示,本实用新型实施例中的焊带牵引装置20包括切刀机构21、第一焊带牵引机构22、第二焊带牵引机构23及焊带铺放机构,其中:
65.第一焊带牵引机构22和第二焊带牵引机构23被配置为交替地在位于切断工位b前道的牵引工位a处夹紧焊带,并将夹紧的焊带牵引至位于切断工位b后道的传递工位c处,其中:
66.在第一焊带牵引机构22将夹紧的焊带牵引至传递工位c处时,第二焊带牵引机构23在牵引工位a处夹紧焊带,切刀机构21在切断工位b处切断焊带,获得焊带段。
67.在第二焊带牵引机构23将夹紧的焊带牵引至传递工位c处时,第一焊带牵引机构22在牵引工位a处夹紧焊带,切刀机构21在切断工位b处切断焊带,获得焊带段。
68.为了使得本领技术人员能够更将清楚地理解第一焊带牵引机构22和第二焊带牵引机构23交替牵引焊带的具体过程,下文继续结合图6和图8,对第一焊带牵引机构22和第二焊带牵引机构23的工作过程进行更为详细的描述。
69.在正式启动焊带牵引之前,需要从焊带料卷上将焊带的自由端牵拉、定位在牵引工位a处。然后开始执行焊带牵引操作,具体如下:
70.第一焊带牵引机构22从牵引工位a处夹紧焊带的自由端,并将夹紧的焊带牵引至传递工位c处。与此同时,第二焊带牵引机构23移动至牵引工位a处,夹紧焊带。此时,如图6所示,第二焊带牵引机构23、第一焊带牵引机构22从切断工位b的前后两侧同时夹紧焊带。
71.切刀机构21在切断工位b处切断焊带,从而获得一段焊带段。此时,焊带的新的自由端被夹持在第二焊带牵引机构23内。
72.接着,第二焊带牵引机构23将夹紧的焊带牵引至传递工位c处,与此同时,第一焊带牵引机构22释放焊带段,并移动至牵引工位a处,夹紧焊带。此时,如图8所示,第一焊带牵引机构22、第二焊带牵引机构23从切断工位b的前后两侧同时夹紧焊带。
73.切刀机构21在切断工位b处切断焊带,从而获得另一段焊带段。此时,焊带的新的自由端被夹持在第一焊带牵引机构22内。
74.反复执行上述牵引、切断过程,即能交替地获得焊带段,并使得焊带段被牵引至传递工位c处。
75.可见,本实用新型实施例中的焊带牵引装置,第一焊带牵引机构22、第二焊带牵引机构23交替地从切刀机构21前道的牵引工位a处夹紧焊带,并将焊带牵引至后道的传递工位c处。特别的,当其中一个焊带牵引机构将上一段焊带牵引至传递工位c处时,另一个焊带牵引机构无需等待切刀机构切断焊带,即能同步地在牵引工位a处夹紧下一段焊带。此外,由于位于切刀机构21前道的焊带已经被牵引工位a处的焊带牵引机构夹持住,因此,切刀机构21无需等待焊带夹持机构夹紧焊带,即能实施对焊带的切断。
76.焊带铺放机构则用于夹取被第一焊带牵引机构22或第二焊带牵引机构23牵引至传递工位c处的焊带,以及将获取到的焊带段铺放至焊接输送装置30上。
77.也就是说,第一焊带牵引机构22、第二焊带牵引机构23将焊带牵引至传递工位c处时,由焊带铺放机构承接、夹持住焊带的自由端,并接着将切断获取到的焊带段牵引、铺放至焊接输送装置30上。当然,在焊带铺放机构夹持焊带时,焊带可能尚未被切断,也可能已经被切断。
78.继续参考图6至图8所示,为了能够及时地承接并铺放第一焊带牵引机构22、第二焊带牵引机构23牵引的焊带,并提升传递效率。可选的,焊带铺放机构包括第三焊带牵引机构24和第四焊带牵引机构25,第三焊带牵引机构24和第四焊带牵引机构25交替地从传递工位c处夹紧焊带,以及将焊带段牵引、铺放至焊接输送装置30上。
79.可选的,焊带牵引装置还包括设置在切断工位b和传递工位c之间的焊带托举机构26。当第一焊带牵引机构22、第二焊带牵引机构23将焊带牵引至传递工位c处时,焊带托举机构26向上托举焊带,从而实施对焊带的支撑,防止焊带下坠。可选的,焊带托举机构26的承载面上设置有焊带导向槽,焊带导向槽用于实施对焊带的导向,防止焊带产生水平偏移。
80.如本领域技术人员所知晓的,传统的焊接输送装置仅包括一个焊接平台,焊接平台上套装有传输带。传输带由步进电机驱动,为了保证靠近电池片上料装置的放片位置处
的传输带保持空载以放置下一片电池片,电池片上料装置每将当前电池片放置于放片位置后,步进电机驱动传输带朝向焊接工位步进一次,每次步进的距离大致为一片电池片的宽度。
81.焊接装置则等到预定数量的电池片全部到达焊接工位时再执行焊接动作。传统的焊接输送装置存在如下问题:先到达焊接工位的电池片需要等待后到达的电池片,先到达的电池片的受热时间明显长于后到达的电池片,电池片之间的受热差异导致焊接效果不佳。且焊接的过程中,焊接输送装置无法持续上料,影响了电池片的上料效率。
82.为了解决该问题,本实用新型实施例还提供了一种新型的焊接输送装置,采用该焊接输送装置实施对电池片及焊带的输送,能够将上料至其上的预定数量的电池片同步输送至焊接工位处,最保证了各电池片的受热一致性,提升了焊接效果。
83.如图9所示,本实用新型实施例中的焊接输送装置30包括底座31、步进平台32、固定平台33及传输带34,其中:
84.步进平台32活动连接在底座31上,固定平台33固定连接在底座31上,焊接工位位于固定平台33上,固定平台33的上表面与步进平台32的上表面处于同一平面。
85.传输带34设置于固定平台33及步进平台32上,电池片及焊带段被叠放至位于步进平台32上的传输带34上。
86.当完成预定数量的电池片的叠放后,传输带34将叠放好的电池片和焊带段一次性地向焊接工位处输送。
87.为了实现将预定数量的电池片叠放至传输带4上,特别的,步进平台32被配置为能够朝向或远离固定平台33步进移动。
88.在实施对预定数量的电池片的叠放过程中,每叠放完一片电池片,步进平台32随即远离固定平台33步进预定距离,从而保持处于放片位置处的传输带34恢复至空载状态,以承接下一片被叠放的电池片。其中,步进平台32每次远离固定平台33步进的预定距离与一片电池片的宽度相匹配。
89.两个拾取机构10、第三焊带牵引机构24及第四焊带牵引机构25交替地将电池片、焊带段叠放至传输带34上,直至完成预定数量的电池片的叠放。
90.完成预定数量的电池片的叠放后,步进平台32朝向固定平台33步进归位,传输带34则将叠放好的电池片及焊带段整体输送至焊接工位处。
91.接着,步进平台32再次远离固定平台33步进,开始对下一批次的预定数量的电池片的叠放。
92.通过设置能够朝向或远离固定平台33步进移动的步进平台32,在电池片叠放过程中,每当完成一片电池片的叠放后,步进平台32即远离固定平台33步进预定距离。如此,能够保证,在完成对当前电池片的叠放后,处于放片位置处的传输带34随即恢复至空载装置,以顺利实施对下一片电池片的叠放。
93.因此,采用本实施例中的焊接输送装置,上料过程中,传输带34不需要朝向焊接工位步进,预定数量的电池片即能被连续地上料至传输带34上,从而使得传输带34能够将上料至其上的预定数量的电池片同步输送至焊接工位处,保证了各电池片的受热一致性,提升焊接效果。
94.上文对本实用新型进行了足够详细的具有一定特殊性的描述。所属领域内的普通
技术人员应该理解,实施例中的描述仅仅是示例性的,在不偏离本实用新型的真实精神和范围的前提下做出所有改变都应该属于本实用新型的保护范围。本实用新型所要求保护的范围是由所述的权利要求书进行限定的,而不是由实施例中的上述描述来限定的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。