1.本技术涉及点胶机的领域,尤其是涉及一种用于加工倒车雷达蜂鸣器的点胶机及点胶方法。
背景技术:
2.蜂鸣器是一种一体化结构的电子讯响器,采用直流电压供电,广泛应用于计算机、打印机、复印机、报警器、电子玩具、汽车电子设备、电话机、定时器等电子产品中作发声器件。倒车雷达蜂鸣器主要用于提醒驾驶员车辆周围存在障碍物,从而提高行车的安全性。
3.相关技术中,倒车雷达蜂鸣器包括两个相对设置的单元筒,其余结构设置在单元筒内,在安装倒车雷达蜂鸣器时,人工将胶水涂至其中一个单元筒的顶面,再将另一半盖设于涂有胶水的单元筒上,通过胶水将两个单元筒粘结。
4.针对上述中的相关技术,发明人认为在安装倒车雷达蜂鸣器时,通过人工涂胶将两个单元筒粘结,涂胶效率低下,费时费力。
技术实现要素:
5.为了提高涂胶效率,本技术提供一种用于加工倒车雷达蜂鸣器的点胶机及点胶方法。
6.第一方面,本技术公开一种用于加工倒车雷达蜂鸣器的点胶机,采用如下的技术方案:一种用于加工倒车雷达蜂鸣器的点胶机及点胶方法,包括安装架,所述安装架上安装有传输带和多个胶枪,所述传输带上设置有驱动电机,所述驱动电机的转轴与传输带的转动辊相连且同轴设置,所述传输带上设置有多个安装板,多个所述胶枪沿传输带的宽度方向并列设置,所述安装板的顶面上开设有多个安装凹槽,蜂鸣器的单元筒放置于所述安装凹槽内,所述胶枪位于蜂鸣器的单元筒的正上方并用于向单元筒的顶面对应涂胶。
7.通过采用上述技术方案,在对蜂鸣器涂胶时,先将需要涂胶的蜂鸣器放入安装板内,再将放置有多个蜂鸣器的安装板安装在传输带上,启动驱动电机,使传输带开始运动,使安装板移动至蜂鸣器单元筒的顶面与胶枪相对应,使用胶枪对蜂鸣器进行涂胶,涂胶完成后,再通过传输带将涂胶后的蜂鸣器单元筒输送出去,相较于人工涂胶,提高了涂胶效率。
8.可选的,所述传输带上设置有转动组件,所述胶枪通过转动组件转动安装在传输带上;所述转动组件包括固定架和转动电机,所述固定架连接在安装架上且位于安装架的正上方;所述转动电机设置在固定架上,所述转动电机用于驱动胶枪转动,所述胶枪的出胶口设置于胶枪的底端且位于蜂鸣器单元筒顶面的正上方,所述胶枪的底端沿蜂鸣器单元筒的顶面转动。
9.通过采用上述技术方案,实现了胶枪的转动安装,在点胶时,胶枪能够通过转动将蜂鸣器单元筒的顶面都涂上胶水,从而便于蜂鸣器的两个单元筒相互粘合。
10.可选的,还包括同步组件,所述同步组件包括同步带、同步主齿轮和多个同步从齿轮,所述同步主齿轮与转动电机的转轴相连且同轴设置,所述同步主齿轮、同步从齿轮与同步带均相互啮合,所述同步从齿轮位于同步主齿轮的两侧,所述胶枪包括第一枪体和多个第二枪体,所述同步主齿轮与第一枪体相连,所述同步从齿轮与第二枪体对应相连。
11.通过采用上述技术方案,当蜂鸣器移动至对应的胶枪下时,启动转动电机,使同步主齿轮开始转动,通过同步带带动其他同步从齿轮开始转动,从而实现了多个胶枪同时对多个蜂鸣器的单元筒顶面对应涂胶,提高了涂胶的效率,同时节省了能耗。
12.可选的,所述转动电机的转轴、胶枪的上部和蜂鸣器的单元筒的轴线同轴设置,所述胶枪的底端向靠近蜂鸣器单元筒顶面的方向呈倾斜设置,且所述胶枪底端的转动轴线与胶枪底端的轴线错位设置。
13.通过采用上述技术方案,便于胶枪在转动时,沿蜂鸣器单元筒的顶面涂胶,不易涂到蜂鸣器单元筒上的其他位置。
14.可选的,所述胶枪上靠近蜂鸣器顶面的一端安装有滑杆,所述滑杆底端设置有滑轮,所述滑轮底端与蜂鸣器单元筒的顶面相互抵接,所述胶枪底端出胶口的高度高于滑轮底端的高度,当所述胶枪开始转动时,所述滑轮先于胶枪底端出胶口形成转动轨迹。
15.通过采用上述技术方案,当胶枪对蜂鸣器转动涂胶时,滑杆带动滑轮与蜂鸣器顶面相互抵接,使安装凹槽底壁受到的正压力fn增大,由f= =μ
×
fn得,安装凹槽底壁上受到的摩擦力增大,从而使蜂鸣器不易随着胶枪一起转动,从而使胶枪涂胶更加均匀,进一步提高了涂胶的效率,且当胶枪开始转动时,滑轮先于胶枪底端出胶口形成转动轨迹,胶枪底端出胶口的高度高于滑轮的高度,使胶枪出胶口在涂胶时,滑轮不易粘连上胶水从而不易移动,提高了滑轮的滑动效率。
16.可选的,所述安装板的两端设置有安装块,所述安装板上设置有扭簧,所述安装块通过扭簧转动安装在安装板上,所述安装块可转动至与安装板配合对传输带进行夹持,所述安装块亦可转动至解除对传输带的夹持。
17.通过采用上述技术方案,使安装板不易从传输带上掉落下来,从而提高了蜂鸣器安装的稳定性。
18.可选的,所述安装板的底端安装有安装卡块,所述传输带上设置有多块并列设置的传输板,多块所述传输板之间形成有供安装卡块卡设的安装卡槽。
19.通过采用上述技术方案,安装卡块卡设于安装卡槽内,进一步提高了蜂鸣器安装的稳定性。
20.可选的,所述固定架上连接有限位架,所述限位架包括多根限位杆,所述限位杆位于同步带上靠近同步主齿轮的两侧且与同步带相互抵接。
21.通过采用上述技术方案,限位杆与同步带相互抵接,便于使同步主齿轮与同步带啮合的更紧密,从而提高了同步主齿轮的稳定性。
22.可选的,所述安装凹槽底壁上设置有摩擦垫。
23.通过采用上述技术方案,增大了蜂鸣器与安装凹槽之间的摩擦,增大了安装凹槽底壁受到的摩擦力,使蜂鸣器不易随着胶枪一起转动,从而进一步提高了蜂鸣器的稳定性。
24.第二方面,本技术还公开一种用于加工倒车雷达蜂鸣器的点胶方法,包括以下步骤:
s1、放置蜂鸣器的单元筒:将多个蜂鸣器的单元筒依次放置于安装凹槽中,并启动驱动电机,使传输带带动安装板移动,直至蜂鸣器的单元筒位于胶枪出胶口的正下方,关闭驱动电机;s2、涂胶:启动胶枪,对蜂鸣器的单元筒的顶面进行涂胶,涂胶完成后,重新启动驱动电机,将涂胶完成的蜂鸣器单元筒向后输送,并移动后续待涂胶的蜂鸣器单元筒至胶枪的正下方。
25.通过采用上述技术方案,先通过步骤s1,放置蜂鸣器的单元筒并启动驱动电机使蜂鸣器的单元筒位于胶枪出胶口的正下方,再通过步骤s2,通过胶枪对蜂鸣器单元筒的顶面进行涂胶,实现了同时对多个蜂鸣器单元筒的顶面进行涂胶,进一步提高了涂胶的效率。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过传输带和安装板的设置,在对蜂鸣器涂胶时,先将需要涂胶的蜂鸣器放入安装板内,再将放置有多个蜂鸣器的安装板安装在传输带上,启动驱动电机,使传输带开始运动,使安装板移动至蜂鸣器单元筒的顶面与胶枪相对应,使用胶枪对蜂鸣器进行涂胶,涂胶完成后,再通过传输带将涂胶后的蜂鸣器单元筒输送出去,相较于人工涂胶,提高了涂胶效率;2.通过滑轮和滑杆的设置,当胶枪对蜂鸣器转动涂胶时,滑杆带动滑轮与蜂鸣器顶面相互抵接,使安装凹槽底壁受到的正压力fn增大,由f=μ
×
fn得,安装凹槽底壁上受到的摩擦力增大,从而使蜂鸣器不易随着胶枪一起转动,从而使胶枪涂胶更加均匀,进一步提高了涂胶的效率,且当胶枪开始转动时,滑轮先于胶枪底端出胶口形成转动轨迹,胶枪底端出胶口的高度高于滑轮的高度,使胶枪出胶口在涂胶时,滑轮不易粘连上胶水从而不易移动,提高了滑轮的滑动效率;3.通过摩擦垫的设置,增大了蜂鸣器与安装凹槽之间的摩擦,增大了安装凹槽底壁受到的摩擦力,使蜂鸣器不易随着胶枪一起转动,从而进一步提高了蜂鸣器的稳定性。
附图说明
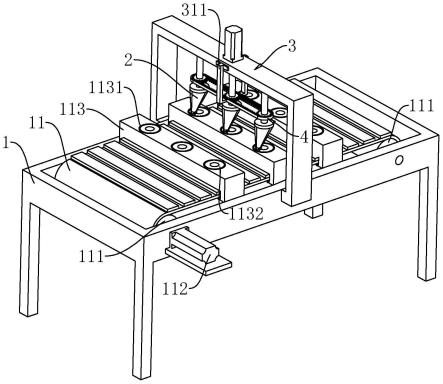
27.图1是本技术实施例一种用于加工倒车雷达蜂鸣器的点胶机的整体结构示意图。
28.图2是本技术实施例中用于展示转动组件的结构示意图。
29.图3是本技术实施例中用于展示同步组件的结构示意图。
30.图4是本技术实施例中用于展示滑轮的结构示意图。
31.图5是本技术实施例中用于展示安装块的结构示意图。
32.附图标记说明:1、安装架;11、传输带;111、转动辊;112、驱动电机;113、安装板;1131、安装凹槽;1132、蜂鸣器;1133、安装块;1134、扭簧;1135、安装卡块;1136、摩擦垫;114、传输板;115、安装卡槽;2、胶枪;21、出胶口;22、第一枪体;23、第二枪体;24、滑杆;241、滑轮;3、转动组件;31、固定架;311、限位架;3111、限位杆;32、转动电机;4、同步组件;41、同步带;42、同步主齿轮;43、同步从齿轮。
具体实施方式
33.以下结合附图1-5本技术作进一步详细说明。
34.第一方面,本技术实施例公开一种用于加工倒车雷达蜂鸣器的点胶机。参照图1和
图2,用于加工倒车雷达蜂鸣器的点胶机包括安装架1和3个胶枪2,胶枪2位于安装架1上,安装架1上安装有传输带11,传输带11两端各安装有一个转动辊111,安装架1上固定安装有一个驱动电机112,驱动电机112的转轴与传输带11其中一端的转动辊111固定相连且同轴设置,胶枪2位于传输带11的正上方,胶枪2的底端开设有出胶口21,传输带11上固定安装有多个安装板113,且安装板113沿传输带11的长度方向并列设置,安装板113上开设有多个安装凹槽1131,安装凹槽1131内放置有多个蜂鸣器1132。
35.在对蜂鸣器1132涂胶时,先将多个蜂鸣器1132逐一放入安装板113上的安装凹槽1131内,再将放有蜂鸣器1132的安装板113安装在传输带11上,启动驱动电机112,使传输带11开始移动直至安装板113带动蜂鸣器1132移动至胶枪2的正下方,启动胶枪2对蜂鸣器1132进行涂胶,实现了同时对多个蜂鸣器1132进行涂胶,提升了涂胶效率。
36.参照图1和图2,点胶机还包括转动组件3和同步组件,胶枪2通过转动组件3转动安装在传输带11上,转动组件3包括固定架31和转动电机32,固定架31固定连接在安装架1的侧壁上且位于传输带11的正上方,转动电机32固定连接在固定架31的顶面中间,转动电机32的转轴通过同步组件4与胶枪2连接。通过转动组件3的设置,实现了胶枪2的转动,结构简单,安装方便。
37.参照图1、图2和图3,同步组件4包括同步带41、同步主齿轮42和两个同步从齿轮43,同步主齿轮42与转动电机32的转轴相连且同轴设置,同步从齿轮43的转轴与固定架31转动相连,同步从齿轮43位于同步主齿轮42的两端,同步主齿轮42、同步从齿轮43均与同步带41相互啮合,胶枪2包括一个第一枪体22和两个第二枪体23,第二枪体23位于第一枪体22的两端,第一枪体22与同步主齿轮42的转轴相连且同轴设置,第二枪体23与同步从齿轮43的转轴相连且同轴设置。固定架31上固定连接有限位架311,限位架311包括两根限位杆3111,两根限位杆3111沿传输带11的长度方向并列设置,限位杆3111位于同步带41上靠近同步主齿轮42的两侧且限位杆3111与同步带41相互抵接。
38.在需要胶枪2转动时,启动转动电机32,使同步主齿轮42开始转动,带动第一枪体22开始转动,通过同步带41和同步从齿轮43带动多个第二枪体23开始转动,实现了多个胶枪2同时转动,提高了涂胶的效率,节省了能耗。并且限位杆3111对同步主齿轮42进行限位,使同步主齿轮42与同步带41啮合地更紧密,提高了同步组件4运行的效率,从而进一步提高了涂胶的效率。
39.参照图1、图4和图5,安装板113的两端各转动安装有一个安装块1133,安装板113上固定安装有扭簧1134,安装块1133通过扭簧1134转动连接在安装板113上,安装块1133可转动至与安装板113配合对传输带11进行夹持,安装块1133亦可转动至解除对传输带11的夹持。安装板113底端中部固定连接有两个安装卡块1135,两个安装卡块1135沿安装板113的长度方向并列设置。传输带11上固定安装有多个沿传输带11长度方向并列设置的传输板114,传输板114之间形成供安装卡块1135卡设的安装卡槽115。
40.在安装安装板113时,通过安装板113上的扭簧1134将安装板113的两端转动打开,使安装板113两端的安装块1133摄入传输带11底端并转动至夹住传输带11上的传输板114,同时安装板113底端的安装卡块1135卡设于多块传输板114形成的安装卡槽115内,使安装板113不易从传输带11上掉落下来,提高了安装板113的稳定性,从而提高了蜂鸣器1132的稳定性。
41.参照图3、图4和图5,安装凹槽1131底壁上固定安装有摩擦垫1136,蜂鸣器1132单元筒的轴线、胶枪2上部的轴线同轴设置,胶枪2底端沿靠近蜂鸣器1132单元筒顶面的方向倾斜设置,并且胶枪2底端的轴线与胶枪2的转动轴线错位设置,胶枪2底端靠近蜂鸣器1132单元筒顶面处固定连接有滑杆24,滑杆24底端固定安装有滑轮241,滑轮241与对应蜂鸣器1132单元筒的顶面相互抵接,胶枪2底端出胶口21的高度高于滑轮241的高度,当胶枪2开始转动时,滑轮241先于胶枪2底端出胶口21形成转动轨迹。
42.在胶枪2对蜂鸣器1132进行涂胶时,滑轮241随着胶枪2的转动在蜂鸣器1132单元筒顶面上滑动且与蜂鸣器1132单元筒的顶面相互抵接,同时安装凹槽1131底壁上固定安装有摩擦垫1136,使安装凹槽1131底壁受到的正压力fn增大,由f=μ
×
fn得,安装凹槽1131底壁上受到的摩擦力增大,从而使胶枪2在转动涂胶时,蜂鸣器1132不易随着胶枪2的转动而转动,提高了蜂鸣器1132的稳定性,从而提高了涂胶的效率。胶枪2底端出胶口21的高度高于滑轮241的高度,当胶枪2开始转动时,滑轮241先于胶枪2底端出胶口21形成转动轨迹,使胶枪2出胶口21在涂胶时,滑轮241不易粘连上胶水从而不易移动,提高了滑轮241的滑动效率。
43.第二方面,本技术实施例公开一种用于加工倒车雷达蜂鸣器的点胶方法,包括如下步骤:s1、放置蜂鸣器1132的单元筒:先将多个蜂鸣器1132的单元筒依次放置于传输带11上的安装凹槽1131中,并启动驱动电机112,使传输带11带动安装板113移动,直至蜂鸣器1132的单元筒位于胶枪2出胶口21的正下方,胶枪2上的滑轮241与蜂鸣器1132单元筒的顶面相互抵接,关闭驱动电机112;s2、涂胶:启动胶枪2,通过转动组件3和同步组件4同时对多个蜂鸣器1132的单元筒的顶面进行涂胶,同时胶枪2上的滑轮241将蜂鸣器1132单元筒抵住,增大了蜂鸣器1132单元筒与安装凹槽1131之间的摩擦力,从而使蜂鸣器1132的单元筒不易随着胶枪2一起转动,涂胶完成后,重新启动驱动电机112,通过传输带11将涂胶完成的蜂鸣器1132单元筒向后输送,并通过传输带11移动后续待涂胶的蜂鸣器1132单元筒至胶枪2的正下方。
44.本技术实施例一种用于加工倒车雷达蜂鸣器的点胶机及点胶方法的实施原理为:在对蜂鸣器1132涂胶时,先将多个蜂鸣器1132安装在安装板113上,再将安装板113放置在传输带11上,启动传输带11,将安装板113输送至对应胶枪2的出胶口21处,启动转动电机32,使多个胶枪2同时沿着蜂鸣器1132单元筒顶面转动,同时滑轮241与蜂鸣器1132顶面相互抵接,安装凹槽1131内固定安装有摩擦垫1136,增大蜂鸣器1132与安装凹槽1131之间的摩擦力,使蜂鸣器1132不易随着胶枪2一起转动,胶枪2能够对蜂鸣器1132单元筒的顶面涂胶均匀,提高了涂胶效率。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。