1.本发明涉及冶金技术领域,更具体地说,涉及一种减小高炉烘炉时低风温阶段风温波动的控制方法。
背景技术:
2.对于新建或者大修的高炉,耐材和炉体结构中水分含量较高,在点火开炉前需进行烘炉,降低耐材和炉体结构中水分。目前,高炉采用热风炉烘炉时开始阶段一般先通入冷风一段时间,然后按照升温曲线从150℃逐步提升风温至600℃水平,经保温和降温过程完成烘炉。正常升温速度应控制在6~20℃/h之间,但由于传统调节风温是调整冷风阀和混风调节阀阀开度的方法来完成,此种方法送风温度在100℃(冷风温度)~150℃低风温阶段,送风温度不易控制,温度波动大,所以升温曲线一般从150℃开始升温,而鼓风机送出冷风温度在100℃,温差达到50℃,温度的快速上升易导致水分快速蒸发,引起耐材破裂和粉化,影响高炉生产安全和使用寿命。
3.经专利检索,已有一部分相关的技术方案公开。如:中国发明专利cn110643762a,公开了一种高炉炉顶休风用蒸汽管道防震装置及其工艺,但其主要特点在于升温过程中风温参数设定,并没有涉及解决从通入冷风到开始升温时温度波动大的问题。
技术实现要素:
4.1、要解决的问题
5.针对现有技术存在的缺陷与不足,本发明提供了一种减小高炉烘炉时低风温阶段风温波动的控制方法,可以减小从冷风温度到开始升温时温度波动,提高在低风温130℃~150℃阶段风温控制精度,减小风温波动,均匀稳定提高烘炉时送风温度,使耐材中水分缓慢蒸发,避免因烘炉过程中温度上升过快导致湿气快速蒸发引起耐火材料破裂和粉化,从而提升烘炉效果,延长高炉使用寿命。
6.2、技术方案
7.为达到上述目的,本发明提供的技术方案为:
8.一种减小高炉烘炉时低风温阶段风温波动的控制方法,其步骤为:
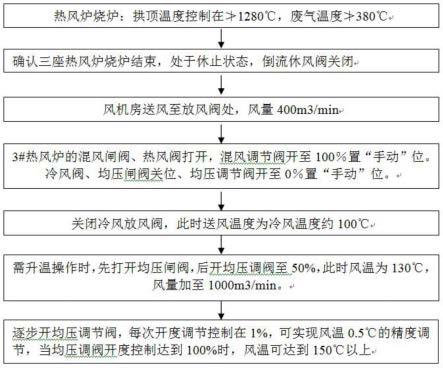
9.步骤一:每座热风炉燃烧结束时将拱顶温度控制在≯1280℃,废气温度≯380℃;
10.步骤二:确认三座热风炉烧炉结束,处于休止状态,倒流休风阀关闭;
11.步骤三:确认风机房启动风机,送风至放风阀处,风量400m3/min;
12.步骤四:将离高炉远端的3#热风炉的混风闸阀打开,混风调节阀开至100%置“手动”位;热风阀、冷风阀、均压闸阀关位、均压调节阀开至0%置“手动”位;
13.步骤五:关闭冷风放风阀,此时送风温度为冷风温度约100℃;
14.步骤六:当需升温操作时,先打开均压闸阀,后开均压调阀至50%,打开热风阀,此时风温为130℃水平,风量加至1000m3/min;后根据风温需要逐步开均压调节阀,每次开度调节控制在1%,可实现风温0.5℃的精度调节,当均压调阀开度控制达到100%时,风温可
达到150℃以上;据此可实现130℃~150℃的精准调节。
15.进一步地,所述调节过程中风量应小于1000m3/min,冷风压力与热风压力之差小于25kpa,否则应进行减风操作,每次加减风量≤200m3/min。
16.3、有益效果
17.相比于现有技术,本发明的有益效果为:
18.本发明的一种减小高炉烘炉时低风温阶段风温波动的控制方法,通过不同的阀门控制方案,可在热风炉烘炉的低风温阶段实现温度从130℃开始升温,且在原本不易控制的130℃~150℃范围可实现0.5℃的精准控制,减小烘炉时风温温差波动,提升高炉烘炉效果。
附图说明
19.图1为本发明的控制流程图。
具体实施方式
20.下面结合具体实施例和附图对本发明进一步进行描述:
21.实施例1
22.请参阅图1,本实施例的一种减小高炉烘炉时低风温阶段风温波动的控制方法,包括以下步骤:
23.步骤一:每座热风炉燃烧结束时将拱顶温度控制在≯1280℃,废气温度≯380℃。
24.步骤二:确认三座热风炉烧炉结束,处于休止状态,倒流休风阀关闭;
25.步骤三:确认风机房启动风机,送风至放风阀处,风量400m3/min。
26.步骤四:将离高炉远端的3#热风炉的混风闸阀打开,混风调节阀开至100%置“手动”位。热风阀、冷风阀、均压闸阀关位、均压调节阀开至0%置“手动”位。
27.步骤五:关闭冷风放风阀,此时送风温度为冷风温度约100℃。
28.步骤六:当需升温操作时,先打开均压闸阀,后开均压调阀至50%,打开热风阀,此时风温为130℃水平,风量加至1000m3/min。后根据风温需要逐步开均压调节阀,每次开度调节控制在1%,可实现风温0.5℃的精度调节,当均压调阀开度控制达到100%时,风温可达到150℃以上。据此可实现130℃~150℃的精准调节。
29.在上述调节过程中风量应小于1000m3/min,冷风压力与热风压力之差小于25kpa,否则应进行减风操作,每次加减风量≤200m3/min。
30.本实施例的具体应用:目前4#高炉有3座卡卢金顶燃式热风炉,每座热风炉的均压管道在均压闸阀前设有通径dn200mm均压调节阀,每个热风竖管都设有dn900mm的独立混风管道,冷风支管的通径dn1600mm。因考虑到热风竖管在热风出口热电偶轴线(30.180米)以上采用的是硅砖砌筑,为防止热风竖管混风口处冷风倒灌引起温度低导致耐材发生相变的事故发生,故将均压调节阀最小开度定为50%。
31.每座热风炉烧炉时,适当减少热风炉热量储蓄,燃烧结束时将拱顶温度控制在≯1280℃,废气温度≯380℃。在高炉烘炉阶段混风闸阀和混风调阀全开时,按照热风温度1200℃,冷风温度100℃,冷风阀关闭时,均压调阀在50%~100%开度调节时,可调节风温如下(简化计算):
32.t热=(1200*π*2002/4*k均 100*π*9002/4)/(π*2002/4*k均 100*π*9002/4)
33.式中t热—热风温度;k均—均压阀开度。
34.根据上式,计算不同阀门开度对应的热风温度,结果如下:
35.均压调阀开度50%60%70%80%90%100%风温127132137142147152
36.均压调阀在50%~100%调节,调节精度1%,据此可实现风温在130℃~150℃精准调节,调节精度可达到0.5℃水平。
37.本实施例的一种减小高炉烘炉时低风温阶段风温波动的控制方法,通过不同的阀门控制方案,可在热风炉烘炉的低风温阶段实现温度从130℃开始升温,且在原本不易控制的130℃~150℃范围可实现0.5℃的精准控制,可以减小从冷风温度到开始升温时温度波动,提高在低风温130℃~150℃阶段风温控制精度,均匀稳定提高烘炉时送风温度,使耐材中水分缓慢蒸发,避免因烘炉过程中温度上升过快导致湿气快速蒸发引起耐火材料破裂和粉化,从而提升高炉烘炉效果,延长高炉使用寿命。
38.以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的方法并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。