1.本发明涉及制烟设备技术领域,具体为一种双向气流方形移动烤房及其烟叶烘烤方法。
背景技术:
2.烟叶烘烤,在专用烤房中通过加温和通风措施,调节烤房温度和湿度的烟叶调制方法。将同一品种、相同部位、成熟一致的烟叶通过编竿和装烟送入烤房,视烟叶质量控制温、湿度。一般35~38℃叶片失水凋萎,大量变黄;41~42℃叶片基本变黄与完全凋萎,主脉发软;46~48℃达到黄片、黄筋、小卷筒;54~55℃达到大卷筒。正常烟叶以三段(即变黄、定色、干筋)式烘烤为主。变黄阶段是使烟叶变黄变软,主脉变软,淀粉、蛋白质水解,可溶性糖、有机酸增多,氨杂味散失,烟碱含量有所减少;定色阶段是使叶片干燥,固定和保持已有的色泽和品质,达到黄片黄筋;干筋阶段是使全部烟叶主脉干燥。烘烤结束时烟叶含水量为14~16%,整个烘烤过程约4~5天。烘烤不当会产生青尖、青膀、挂灰、洇筋、火红等品质缺陷。
3.目前大部分烤房为砖垒制作,占地面积大,在非工作状态下闲置浪费;且采用统一供热烘烤,由于烘烤温度不均匀,升温速率不可控,导致烘烤时间加长,增加烘烤时间和燃料成本;同时采用人工监测控制,自动化程度不高,增加人力成本,烘烤质量不高。
4.因此,我们提出一种双向气流方形移动烤房及其烟叶烘烤方法,以便于解决上述中提出的问题。
技术实现要素:
5.本发明的目的在于提供一种双向气流方形移动烤房及其烟叶烘烤方法,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种双向气流方形移动烤房,包括:房体框架、隔热墙板、钢结构底座,所述钢结构底座、房体框架和隔热墙板构成烤房主体,烤房主体内的空间分成装烟室、供热室;
7.所述装烟室内设有若干个温度感应器,烤房主体内外设置若干个摄像监控头;
8.所述装烟室和供热室之间设有上风口和下风口连通;
9.所述供热室内设有供热装置和正反转变频循环风机,正反转变频循环风机同时与上风口和下风口以及供热装置连通;
10.所述摄像监控头、温度感应器、正反转变频循环风机、供热装置电连接有控制装置,该控制装置设有无线网结构,通过无线网结构远程连接控制系统。
11.优选的,所述烤房主体内设有隔热墙体,烤房主体内的空间由隔热墙体分隔成装烟室和供热室,隔热墙体上设有隔热墙观察窗。
12.优选的,所述装烟室内设有烟架立柱,烟架立柱上挂载烟杆,烟杆上放置烟叶。
13.优选的,所述隔热墙板由聚氨酯墙板固定拼接成,隔热墙板包括供热室墙板和装
烟室墙板。
14.优选的,所述供热室墙板和装烟室墙板通过螺栓与钢结构底座固定连接,供热室墙板和装烟室墙板下端与钢结构底座连接处设有地梁,位于装烟室的钢结构底座上表面固定设置有聚氨酯底板。
15.优选的,所述供热室墙板和装烟室墙板上端固定安装有顶梁,顶梁上固定连接有聚氨酯屋面瓦。
16.优选的,所述供热装置为生物质燃烧炉或者空气热源泵。
17.优选的,所述生物质燃烧炉主要由节能燃烧炉和燃烧物送料机连通构成,节能燃烧炉连接有烟囱管,烟囱管另一端位于烤房主体外侧,燃烧物送料机安装于供热室的外侧。
18.优选的,所述供热室的墙壁上开设有下部排湿窗和上部排湿窗,供热室的墙壁上开设有上升式进风门和下降式进风门。
19.优选的,所述节能燃烧炉两侧分别设有左清灰门和右清灰门。
20.优选的,所述控制系统包含远程控制界面、控制按钮、显示区域,远程控制界面上显示若干个控制按钮和显示区域,显示区域显示摄像监控头的监拍画面,控制按钮为功能按钮,包含有主界面、无线网设置、系统参数、设备控制按钮。
21.与现有技术相比,本发明的有益效果是:
22.1、整体温度均匀:正反转变频循环风机能够双向交替循环气流,使烤房空间温度水平温差在3℃以内,垂直温差在2-3℃以内,且升温速度可控灵敏,保温过程稳定;
23.2、节省燃料和烘烤时间,传统烤房烘烤时间约为160-180小时,本发明仅用时133.5小时即可烤出;每公斤烟消耗燃料约为1.59kg,其他烤房约2.1kg,节省能源约24%;以前传统烤房热风循环方向是单一的,导致山下台烟叶变化不同步,需要等待变化一致后才可转入下一阶段,产生了很多无效的等待时间,本发明正反转气流交替循环加热,使得上下台烟叶等物料接收到的热量均衡使得上下台变化同步,节省了等待变化时间,因此节省了烘烤时间和节省了能源
24.3、单片烟叶质量更高,随机抽取30片烟叶称重,与其他烤房同等部位烟叶比较,本发明的单片烟叶约为13.67g,其他烤房约为13.00g,约提高5%的重量;
25.4、烤房主体由供热室墙板和装烟室墙板以及钢结构底座构成,供热室墙板和装烟室墙板均由聚氨酯墙板固定拼接成,整体模块化装配,便于移动拆卸,提高空间利用率,减少资源浪费。
26.5、传统烤房热风循环方向是单一的,上下台烟叶受到的热量不一致导致山下台烟叶变化不同步,需要等待变化一致后才可转入下一阶段,产生了很多无效的等待时间,本发明正反转气流交替循环加热,使得上下台烟叶等物料接收到的热量均衡使得上下台变化同步,节省了等待变化时间,因此节省了烘烤时间和节省了能源同时能做到热气流不管朝那个方向循环都能精准控温控湿,保障了烘烤质量。
附图说明
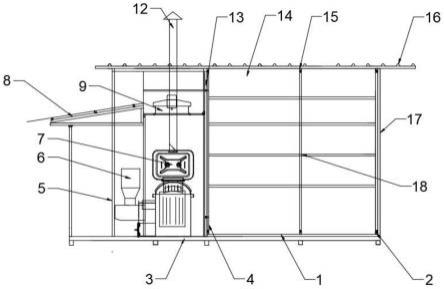
27.图1为本发明的结构示意图;
28.图2为本发明的侧视图;
29.图3为本发明图1的左视图;
30.图4为本发明中图2的透视图;
31.图5为本发明图1的前视图;
32.图6为本发明中远程控制界面;
33.图7为本发明中远程控制温度监测界面。
34.图中:1、聚氨酯底板;2、地梁;3、钢结构底座;4、下风口;5、底板立柱;6、燃烧物送料机;7、节能燃烧炉;8、加热室雨棚;9、正反转变频循环风机;11、供热室;12、烟囱管;13、上风口;14、装烟室;15、顶梁;16、聚氨酯屋面瓦;17、装烟室大门;18、烟架立柱;19、隔热墙观察窗;22、上升式进风门;23、聚氨酯墙板;24、上部排湿窗;25、左清灰门;27、下降式进风门;28、右清灰门;29、风机板立柱;30、隔热墙体;31、下部排湿窗;32、供热室墙板;33、装烟室墙板;41、远程控制界面;42、控制按钮;43、显示区域;44、温度显示网格。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.请参阅图1-7,本发明提供一种技术方案:一种双向气流方形移动烤房,包括:房体框架、隔热墙板、钢结构底座3,所述钢结构底座3、房体框架和隔热墙板构成烤房主体,烤房主体由隔热墙体30分隔成装烟室14、供热室11,装烟室14内设有烟架立柱18,烟架立柱18将装烟室14分成上中下三层空间,烟架立柱18上挂载烟杆,烟杆上放置烟叶,装烟室14的装烟量设计为350-400杆;
37.烟架立柱18上固定安装有若干个温度感应器,烤房主体内外设置若干个摄像监控头;
38.隔热墙板包括供热室墙板32和装烟室墙板33,供热室墙板32和装烟室墙板33均由聚氨酯墙板23固定拼接成;
39.供热室墙板32和装烟室墙板33通过螺栓与钢结构底座3固定连接,供热室墙板32和装烟室墙板33下端与钢结构底座3连接处设有地梁2;
40.供热室墙板32和装烟室墙板33上端固定安装有顶梁15,顶梁15上固定连接有聚氨酯屋面瓦16,整体模块化装配,便于移动以及提高空间利用率;
41.位于装烟室14的钢结构底座3上表面固定设置有聚氨酯底板1;
42.装烟室14右表面安装有装烟室大门17,用于烟杆的快速进出;
43.装烟室14左侧为供热室11,隔热墙体30贯穿开设有上风口13和下风口4,实现供热室11到装烟室14的空气进出流动,保持温度均匀;
44.供热室11内设有供热装置,供热装置为生物质燃烧炉或者空气热源泵,生物质燃烧炉主要由节能燃烧炉7和燃烧物送料机6连通构成,节能燃烧炉7连接有烟囱管12,烟囱管12另一端位于烤房主体外侧,燃烧物送料机6位于供热室外侧,燃烧物送料机6上搭建有加热室雨棚8,节能燃烧炉7两侧分别设有左清灰门25和右清灰门28,用于燃烧物的清理;
45.供热室11内设有正反转变频循环风机9,正反转变频循环风机9与供热装置连通;
46.正反转变频循环风机9固定安装于风机板立柱29上,风机板立柱29下端与钢结构
底座3固定连接,风机板立柱29用于固定正反转变频循环风机9;
47.供热室11的墙壁上开设有上升式进风门22和下降式进风门27,用于供热室11与外部空气流通;
48.供热室11的墙壁上开设有下部排湿窗31和上部排湿窗24,用于烟叶烘干过程中,潮湿气体的排出;
49.隔热墙体30上设有隔热墙观察窗19,便于观察装烟室14内烟叶的状态;
50.加热室雨棚8固定安装底板立柱5,底板立柱5下端与钢结构底座3固定安装,用于固定加热室雨棚8;
51.摄像监控头、温度感应器、正反转变频循环风机9、燃烧物送料机6电连接有控制装置,该控制装置设有无线网结构,通过无线网结构远程连接控制系统,控制系统包含远程控制界面41、控制按钮42、显示区域43;
52.远程控制界面41上显示若干个控制按钮42和显示区域43,显示区域43显示摄像监控头的监拍画面,控制按钮42为功能按钮,包含有主界面、无线网设置、系统参数、设备控制等选项按钮;
53.进入系统参数后,显示区域43显示各个温度感应器的状态,显示区域43下方生成温度显示网格44,每个温度显示网格44显示对应的温度感应器温度。
54.实施例1
55.本实施例烟叶烘烤方法分四个阶段,第一阶段:准备检查工作,并将烟叶送入指定位置;
56.第二阶段为变黄前期阶段:供热装置以平均1℃/h的升温速度,将干球温度升到32℃,湿球温度达到30℃,保持干湿球温度稳定,持续5小时,使烟叶预热,适应烤房内部的不良环境条件;
57.然后从32℃,以1℃/h的升温速度,升到35℃,湿球温度调整在33℃,在这种干湿球温度条件下,烤到烟叶变黄三成以上,叶尖、叶缘必须变黄,进入第三阶段;
58.第三阶段为变黄阶段:烟叶变黄程度8成,烟叶塌架变软(主脉尖部1/3左右折不断),进入第四阶段,使用正反转变频循环风机9的双向气流(每小时交替一次)进行烘烤,可使上下层温度均匀,烟叶几乎同时变黄,提高烟叶整体变黄的速度,该变黄阶段正反转变频循环风机9使用低转速运行;
59.第四阶段为定色阶段,该阶段又分为四个温度区间阶段,具体为:
60.1)38-42℃时段,该时段温度条件需要干球温度以1℃/2h速度升温至42℃,湿球温度由35℃升至36℃。
61.烟叶变化要求:叶片全黄,二级支脉大部分全黄,一级支脉尖部变黄,呈黄片青筋;烟叶充分塌架,主脉1/2以上变软折不断,轻微勾尖卷边,干燥面积占比10%,进入下一时段。
62.42-46℃时段,该时段温度条件需要干球温度以1℃/2-3h的速度升温,用8-12h升达46℃;湿球温度保持平稳,控制在37℃。
63.烟叶变化要求:烟叶全黄,二级支脉全黄,一级支脉大部分变黄,呈黄筋黄片;烟叶软卷筒(干燥30%-50%)烟叶勾尖卷边,干燥1/3,主脉全软折不断,进入下一时段。
64.46-50℃时段,该时段温度条件需要干球温度以1℃/2h的速度升温,用8h升达50
℃;湿球温度持续保持平稳在37℃。
65.烟叶变化要求:确保全炕烟叶全部变黄达黄筋黄片;即一级支脉全黄,主脉大部分变黄;烟叶干燥达小卷筒(干燥60%-70%),叶片2/3以上干燥,进入下一时段。
66.50-54℃时段,该时段温度条件需要干球温度以1℃/h的速度升温,用4h升达54℃,保持54℃顿火16h以上;湿球温度控制在38℃。
67.烟叶变化要求:叶面全部干燥,保持54℃顿火中,增进烟叶品质,使色度浓、油分多、桔色增、烟叶正背面反差减小、香气质好、香气量足等,进入第五阶段。
68.第五阶段为干筋阶段,该阶段温度条件需要干球温度以1℃/h的升温速度自54℃升温达68℃顿火,直至全炕烟叶干筋;自干球温度54℃开始,湿球温度调到39℃。
69.自干球温度54℃开始,正反转变频循环风机9使用低转速,正反转变频循环风机9开启正反转(每小时转换一次)加快干筋速度。
70.实施例2
71.本实施例烟叶烘烤方法分四个阶段,第一阶段:准备检查工作,并将烟叶送入指定位置;
72.第二阶段为变黄前期阶段:供热装置以平均1℃/h的升温速度,将干球温度升到33℃,湿球温度达到32℃,保持干湿球温度稳定,持续8小时,使烟叶预热,适应烤房内部的不良环境条件;
73.然后从33℃,以1℃/h的升温速度,升到37℃,湿球温度调整在35℃,在这种干湿球温度条件下,烤到烟叶变黄三成以上,叶尖、叶缘必须变黄,进入第三阶段;
74.如遇雨天烟叶潮湿,湿度较高,先使用高转速(正反转)运行几个小时,待叶面水分减少再转换为低转速使用;
75.第三阶段为变黄阶段:烟叶变黄程度9成,烟叶塌架变软(主脉尖部1/3左右折不断),进入第四阶段,使用正反转变频循环风机9的双向气流(每小时交替一次)进行烘烤,可使上下层温度均匀,烟叶几乎同时变黄,提高烟叶整体变黄的速度,该变黄阶段正反转变频循环风机9使用低转速运行;
76.第四阶段为定色阶段,该阶段又分为四个温度区间阶段,具体为:
77.38-42℃时段,该时段温度条件需要干球温度以1℃/2h速度升温至42℃,湿球温度由36℃升至37℃。
78.烟叶变化要求:叶片全黄,二级支脉大部分全黄,一级支脉尖部变黄,呈黄片青筋;烟叶充分塌架,主脉1/2以上变软折不断,轻微勾尖卷边,干燥面积占比25%,进入下一时段。
79.42-46℃时段,该时段温度条件需要干球温度以1℃/2-3h的速度升温,用8-12h升达46℃;湿球温度保持平稳,控制在38℃之间。
80.烟叶变化要求:烟叶全黄,二级支脉全黄,一级支脉大部分变黄,呈黄筋黄片;烟叶软卷筒(干燥30%-50%)烟叶勾尖卷边,干燥1/3,主脉全软折不断,进入下一时段。
81.46-50℃时段,该时段温度条件需要干球温度以1℃/2h的速度升温,用8h升达50℃;湿球温度持续保持平稳在38℃。
82.烟叶变化要求:确保全炕烟叶全部变黄达黄筋黄片;即一级支脉全黄,主脉大部分变黄;烟叶干燥达小卷筒(干燥60%-70%),叶片2/3以上干燥,进入下一时段。
83.50-54℃时段,该时段温度条件需要干球温度以1℃/h的速度升温,用4h升达54℃,保持54℃顿火16h以上;湿球温度控制在39℃。
84.烟叶变化要求:叶面全部干燥,保持54℃顿火中,增进烟叶品质,使色度浓、油分多、桔色增、烟叶正背面反差减小、香气质好、香气量足等,进入第五阶段。
85.第五阶段为干筋阶段,该阶段温度条件需要干球温度以1℃/h的升温速度自54℃升温达68℃顿火,直至全炕烟叶干筋;自干球温度54℃开始,湿球温度调到40℃。
86.自干球温度54℃开始,正反转变频循环风机9使用低转速,正反转变频循环风机9开启正反转(每小时转换一次)加快干筋速度。
87.根据上述实施例烟叶烘烤方法,进行试验验证:
[0088][0089]
试验结论:
[0090]
1.整体温度均匀:双向交替循环气流,使烤房空间温度水平温差在3℃以内,垂直温差在2-3℃以内,且升温速度可控灵敏,保温过程稳定。
[0091]
2.节省燃料和烘烤时间:传统烤房烘烤时间约为160-180小时,本发明仅用时133.5小时即可烤出;每公斤烟消耗燃料约为1.59kg,其他烤房约2.1kg,节省能源约24%。
[0092]
3.单片烟叶质量更高:随机抽取30片烟叶称重,与其他烤房同等部位烟叶比较,本发明的单片烟叶约为13.67g,其他烤房约为13.00g,约提高5%的重量。
[0093]
本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
[0094]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。