1.本发明属于汽车检具领域,尤其是涉及一种汽车钣金零件的电子检具。
背景技术:
2.随着汽车制造业的高速发展以装备制造业品控提升,产品精度提升已成为各大主机制造厂商的关键技术提升技术项目。而检测产品尺寸的测量工具和测量技术手段以及控制测量精度这三项条件在产品精度提升工作过程中往往起到决定性的作用。汽车的整车精度往往取决于车身钣金件的精度。
3.目前国内的汽车钣金件零件制造厂商通常在针对一些不规则产品的精度测量过程中对零件自身精度或者总成精度检测都依赖于配合产品附带开发的单件检具或者总成检具,而且还需要配置多名测量技术工人,通过人工检测手段,根据产品图纸上的测量点逐项手工测量,以此获得零件是否符检,是否满足产品设计要求。
4.上述的传统产品精度检测装置和测量手段技术普遍存在这以下几项问题:
5.必须根据产品开发对应的检具装置,增加了零件开发的额外成本;
6.传统的检具装置具有产品唯一性,一套检具只能检测一个零件或者一个总成产品,无法进行产品互换检测;
7.因为需要开发检具装置,所以必然会导致产品开发周期加长;
8.面对大型复杂零件的检测点精度测量时需要多人共同人工测量,人工成本增加,且效率低下;
9.人工测量过程中,操作一致性差,会导致测量出现差异,极易发生检测结果与实物出现背离情况;
10.传统的检具装置在频繁使用过程中会出现快速磨损的情况,因此需要定期维护校准。
技术实现要素:
11.有鉴于此,本发明旨在提出一种汽车钣金零件的电子检具,以至少解决背景技术中的至少一个技术问题。
12.为达到上述目的,本发明的技术方案是这样实现的:
13.一种汽车钣金零件的电子检具,包括支撑单元、检测单元和处理单元;
14.被检测的钣金零件产品放置在支撑单元上;
15.所述检测单元用于采集被检测的钣金零件产品的特征信息;
16.所述处理单元用于对检测单元获取的信息进行处理。
17.进一步的,支撑单元包括竖直调节架,竖直调节架包括竖直内管和竖直外管,竖直内管和竖直外管形成套管式结构,竖直调节架上设置有竖直锁定单元。
18.进一步的,支撑单元包括水平调节架,包括设置在竖直内管内部的套管,以及设置在套管内的水平伸缩管,水平伸缩管相对于套管活动连接,水平调节架上设置有水平锁定
单元。
19.进一步的,水平伸缩管外侧设置有支点,被检测的钣金零件产品通过支点放置在支撑单元上。
20.进一步的,支点部位设置有强磁吸附组件。
21.进一步的,检测单元包括扫描摄像头和滑动支架,扫描摄像头通过滑动支架与固定安装部位活动连接。
22.进一步的,一种汽车钣金零件的电子检具的检测方法,包括以下步骤:
23.s1、将被检测的钣金零件产品的三维数字模型上传到本电子检具系统中;
24.s2、在电子检具系统的操作界面选取被检测的钣金零件产品的多个基准特征,并对选取的基准特征进行排序,基准特征作为后续扫描过程中的钣金产品零件点云对正参考点;
25.s3、根据钣金零件产品设计图纸上的尺寸公差要求,在电子检具系统的操作界面对被检测零件的测量点进行坐标及设计公差尺寸标注;
26.s4、将被检测的钣金零件产品放置在支撑单元上,通过支撑单元上的固定点对被检测的钣金零件产品进行固定;
27.s5、开启扫描摄像头,对被检测的钣金零件产品外形轮廓进行信息采集捕捉,形成包含被检测的钣金零件产品外形轮廓的点云信息;
28.s6、待将被检测的钣金零件产品的外轮廓信息采集提取完毕,通过电子检具设备自带的处理软件将步骤s5得到的点云信息与步骤s1中的被测量产品零件的三维数字模型进行初步对正,形成初步对正后的点云信息;
29.s7、针对初步对正后的点云信息进行全局对正操作;
30.s8、根据全局对正后的点云信息与被测量产品零件的三维数字模型进行对比,求出尺寸偏差,输出测量结果。
31.进一步的,在步骤s6中,进行初步对正方法如下:
32.首先,获取基准特征在对正点云信息中的第一坐标信息;
33.其次,获取基准特征在三维数字模型中的第二坐标信息;
34.最后,按照步骤s2中选取的基准特征进行排序得到的排序按顺序进行如下操作:通过使得同一基准特征的第一坐标信息和第二坐标信息重合,实现初步对正。
35.相对于现有技术,本发明所述的一种汽车钣金零件的电子检具具有以下优势:
36.(1)本发明所述的一种汽车钣金零件的电子检具,测量兼容性程度高,一套电子检具设备可以检测多种钣金零件,不受零件特征型面限制,一次投入可以省去后期所有钣金产品的检具装置开发费用,节省大量开发成本;
37.(2)本发明所述的一种汽车钣金零件的电子检具,开发周期短,只需要将电子检具设备调试到位后即可展开对零件产品进行精度检测作业,免去了传统开发检具装置的开发时间,缩短零件1/3以上的开发周期;
38.(3)本发明所述的一种汽车钣金零件的电子检具,检测效率高,全程由机器设备全自动进行检测工作,相比传统的检测方式,降低人工成本且大幅提高检测工作效率;
39.(4)本发明所述的一种汽车钣金零件的电子检具,检测精度高,全程由电脑控制,全自动进行检测点精度测量对比,避免因人工测量偏差导致测量结果出现检测结果与实物
出现背离情况。
附图说明
40.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
41.图1为本发明实施例所述的整体机构示意图;
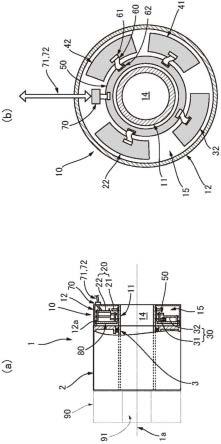
42.图2为本发明实施例所述的去除盖体的内部结构示意图;
43.图3为本发明实施例所述的整体结构的侧视图示意图;
44.图4为本发明实施例所述的零件放置架示意图;
45.图5为本发明实施例所述的扫描摄像头安装结构示意图;
46.图6为本发明实施例所述的对被检测零件的测量点进行坐标及涉及公差尺寸标注示意图。
47.附图标记说明:
48.1-测量信息显示系统;2-设备电脑操作键盘盒;3-第一3d扫描摄像头;4-第二3d扫描摄像头;5-第三3d扫描摄像头;6-被测钣金零件产品;7-零件放置架;71-竖直调节架;72-水平调节架;73-支点;8-滑轨。
具体实施方式
49.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
50.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
51.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
52.下面将参考附图并结合实施例来详细说明本发明。
53.下面将描述的本发明实施案例仅仅是本发明的一部分实施案例,而不是全部的实施案例,在执行本发明的实施方式过程中,在不脱离本发明的核心思想和范围下,本发明的各种构成元件可以以各种方式进行修改,特别是3d扫描设备的数量和型号以及检测设备电脑软件的测量方法和测量点的偏差算法。基于本发明的钣金件电子检具设备具体实施方式在本领域技术员未作出创造性的劳动前提下所获得的其他所有实施方式都属于本发明的
保护范围。
54.为满足该发明的目的,首先需要电子检具采集被检测零件产品图纸信息,接着由3d扫描仪提取零件产品的实物信息,再由通过电子检具自带电脑软件进行基准对正及测量点信息进行多坐标比对。最终电子输出被测零件产品的测量点的检测报告,电子检具集成简图如附图所示;
55.首先将被检测的钣金零件产品6的三维数字模型上传到本发明电子检具系统中,并在电子检具操作界面对产品的对正基准特征进行顺序号标识;
56.一个零件至少需要选取三个基准特征,并标注对正基准特征进行顺序号该顺序号将是后续扫描的钣金产品零件点云对正重要参考点;
57.根据钣金零件产品设计图纸上的尺寸公差要求,在电子检具操作界面对被检测零件的测量点进行坐标及设计公差尺寸标注,以便后续电子检具进行测量点偏差计算。
58.接着将产品零件放置到零件放置架
⑦
上,产品放置架可以根据产品特征尺寸进行高度及宽度调节,保证钣金产品水平放置,最后通过放置架上的强磁支点将钣金产品吸附固定。
59.然后开启第一3d扫描摄像头3、第二3d扫描摄像头4、第三3d扫描摄像头5(视被检测钣金产品零件特征复杂程度情况开启3d扫描摄像头数量)对被检测零件产品外形轮廓进行信息采集捕捉;对于长度较大的零件产品可通过使用电子检具电脑操作键盘2操作3d扫描摄像头在滑轨8上移动拍摄位置。选取合适拍摄位置及角度,或进行二次补拍。直至被测零件产品的外型轮廓信息全被被采集完毕。
60.待将被检测的钣金零件产品的外轮廓信息采集提取完毕并确认无误后,电子检具设备自带的后处理软件开始把扫描捕捉得到的点云信息与被测量产品零件的3d数据进行对正。根据事先标记好的对正基准特征顺序号进行对正定位,把扫描的产品点云对正到三维数字模型上。此对正过程全程由电子检具后处理软件自己运行。
61.电子检具后处理软件把扫描点云对正到钣金零件三维数字模型上的软件算法逻辑是根据对正基准特征顺序号自动进行点云特征捕捉,采用三点定位原则计算。先选取扫描点云上的1号对正基准,再选取钣金零件三维数字模型上的1号定位基准,接着选取先选取扫描点云上的2号对正基准,再选取钣金零件三维数字模型上的2号定位基准,再选取钣金零件三维数字模型上的3号定位基准,接着选取先选取扫描点云上的3号对正基准。通过这三个对正基准点选取的定位基准初步定位扫描点云的坐标位置,使扫描点云特征与产品的三维数据的特征初步重合。
62.待扫描点云特征与产品的三维数据的特征初步重合后,再使用全局坐标点对正方法,软件系统分别密集提取扫描点云特征坐标点和产品的三维数据的特征坐标点,通过软件数据分析,计算出点云特征坐标点与产品的三维数据的特征坐标点的最大重合率。电子检具系统根据软件计算出的最大重合率结果,移动扫描的产品点云,使扫描的产品点云对正到产品的三维数据模型上。并显示出对正偏差。
63.当被检测零件产品的点云与被测量产品零件的3d数据对正后,电子检具自带的后处理软件将开展对被测量钣金产品零件事先标记好的检测点的尺寸偏差工作。
64.当测量钣金产品的检测点孔径偏差时,电子检具系统软件会以钣金产品零件检测点的特征孔边界为基准,与扫描得到的钣金产品点云孔边界进行偏差比对。偏差比对的软
件算法是将钣金零件三维数字模型上的孔边界与扫描点云上的空边界,均已12点方位起始,将孔边界均分为12段。再逐段进行三维数字模型的边界与扫描点云边界坐标点的距离测量,直至均分的12段边界距离测量完毕。最后系统会把这12段的测量结果进行比对,输出测量结果,显示出最大测量值与最小测量值。当最大值超过前期输入的设计公差尺寸。则该测量孔的边界会以红色高亮标识出来。
65.当测量钣金产品的检测点型面偏差时,电子检具系统软件会以钣金产品零件三维模型检测点型面特征为基准,与扫描得到的钣金产品点云上的型面特征进行偏差比对。偏差比对软件算法法是以钣金零件三维数字模型上的的型面特征为基准,在其型面均布上50~10个测量点(根据测量型面的大小自动布置测量点的数量),通过测量三维数字模型上测量点与扫描得到的钣金产品点云上的型面特征的距离得出型面偏差尺寸。逐点进行三维数字模型上的测量点与扫描点云特征型面坐标点的距离测量。待所有测量点偏差尺寸测量结束,系统软件对所有测量点进行汇总输出测量云图。超差区域高亮标识。
66.最后当零件产品所有测量点的偏差尺寸都测量确认无误后,该零件的测量工作结束。即可进行下一个零件的检测工作。等所有检测工作完毕后,检测结果汇总可输出excel工作表格式的检测成绩表。
67.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。