1.本发明涉及船舶制造优化技术领域,具体涉及一种基于焊接设备数据采集的船舶焊接定额工时快速预测方法。
背景技术:
2.船舶焊接定额工时是指完成一定焊接工作量所规定的时间消耗量,是企业编制生产计划、绩效评价和成本核算的重要依据,有助于企业实施科学管理。但从目前情况来看,随着焊接设备的升级以及焊接工艺的更新,原先的船舶焊接定额工时计算体系已经不能满足目前的定额工时计算要求。利用对焊接设备采集到的实动工时对焊接工时核心算法进行迭代优化,能够帮助企业不断完善船舶焊接定额工时测算体系,提高焊接定额工时测算准确率。
3.较早的定额工时制定方法以经验估计法为主,即由部分企业管理者或经验丰富的生产者根据以往生产经验,考虑企业自身生产设备、生产工艺、产品实物、劳动者自身素质水平的状况,从而估计出劳动消耗量。
4.统计分析法是企业依据多年生产经验的累积,对产品生产过程工时进行记录,建立相应的数据库。将定额工时的统计数据用加权平均法计算平均值,以此为基础,分析影响定额的各种因素,从而确定工时定额。
5.基于案例推理的方法(cbr)通过对案例库中以往案例的搜索,发现与新案例之间具有最佳匹配的以往案例,根据所解决问题的不同,采用不同的相似度指标作为匹配判断标准,将符合条件的匹配案例检索出来。当然,cbr案例库中的数据并不是实际案例数据的简单存储,在新的案例数据被采用并集成到案例库之前,需对案例实际数据修正,评价修正结果,通过评价的案例才能保留在案例库中。
6.现有的船舶焊接定额工时自动化测算方法以公式法为主,该类方法基于定额工时测算体系建立,但是实际情况中,焊接设备不断升级,焊接工艺不断优化,建造规范不断更新,受以上因素影响,实动焊接工时在不断变化。但是定额工时测算体系目前不能自主迭代。目前焊接定额工时测算体系的迭代完善需要通过定额标准制定人员自主修订,该方法容易受到制定者主观因素的影响,不同制定者之间会产生较大的偏差,定额工时结果标准不一,不具有通用性,也不能科学准确地作为数据支撑。
7.上述方法受到各种因素影响,测算体系结果存在不同程度的误差,定额实动比无法达到理论最小值。在定额测算体系的制定过程中,需要将海量的定额工时与实动工时进行数据比对,通过带入模型算法库,通过大数据分析,对定额工时测算体系进行标准迭代。
技术实现要素:
8.本发明所要解决的技术问题是针对以上现有技术存在的不足,克服上述现有技术所述的至少一种缺陷,提供了一种快速准确的船舶焊接定额工时测算方法,本发明首先建立通过对焊机的物联网改造,集成任务派工系统,建立实动工时采集体系,通过该体系不断
完善加工物量、焊接工艺等参数与实动工时的关联数据库,其次运用xgboost算法实现船舶焊接定额工时的精准预测。
9.本发明为解决以上技术问题,采用以下技术方案:
10.第一个方面,本发明提出一种基于焊接设备数据采集的船舶焊接定额工时快速预测方法,包括步骤:
11.s1、以每条实际焊缝为对象,通过物联传感技术建立任务派工系统,以焊缝为对象进行焊接任务派工,对焊接设备作业参数进行采集并存储到服务器中;
12.s2、对采集得到的焊接设备数据进行数据清洗,得到每条焊缝的实动工时;
13.s3、将得到的有效工时数据与任务派工系统的物量数据进行关联关系构建,形成各个焊缝的物量、工艺、工时的数据集合,建立焊接信息数据库;
14.s4、基于极端梯度提升算法对步骤s3形成的焊接信息数据库的历史数据进行训练,实现焊接任务作业时长的预测,并根据被预测焊缝的实时焊接工时数据来修正极端梯度提升算法预测的工时,对模型进行迭代优化,最终实现不断减少定额实动比的目标。
15.第二个方面,本发明提出一种基于焊接设备数据采集的船舶焊接定额工时快速预测系统,包括:
16.参数采集模块,被配置以用于执行以下动作:以每条实际焊缝为对象,通过物联传感技术建立任务派工系统,以焊缝为对象进行焊接任务派工,对焊接设备作业参数进行采集并存储到服务器中;
17.数据清洗模块,被配置以用于执行以下动作:对采集得到的焊接设备数据进行数据清洗,得到每条焊缝的实动工时;
18.焊接信息数据库模块,被配置以用于执行以下动作:将得到的有效工时数据与任务派工系统的物量数据进行关联关系构建,形成各个焊缝的物量、工艺、工时的数据集合,建立焊接信息数据库;
19.模型预测模块,被配置以用于执行以下动作:基于极端梯度提升算法对焊接信息数据库的历史数据进行训练,实现焊接任务作业时长的预测,并根据被预测焊缝的实时焊接工时数据来修正极端梯度提升算法预测的工时,对模型进行迭代优化,最终实现不断减少定额实动比的目标。
20.第三个方面,本发明提出一种电子设备,包括:存储器和处理器,所述存储器存储由所述处理器可执行的计算机程序,所述处理器执行所述计算机程序时实现本发明的船舶焊接定额工时快速预测方法。
21.第四个方面,本发明还提出一种存储介质,所述存储介质上存储有计算机程序,所述计算机程序被读取并执行时,实现本发明所述的船舶焊接定额工时快速预测方法。
22.本发明采用以上技术方案,与现有技术相比具有如下技术效果:
23.本发明通过物联网采集技术对焊接实动工时进行采集,并且集成任务派工体系,建立实动工时与焊缝焊接的勾稽关系,结合焊接工时历史数据,基于xgboost机器学习算法建立焊接工时预测模型,实现焊接定额工时的精准测算,从而使得定额实动比不断减少,能够实时保证定额工时的有效性与准确性。
附图说明
24.图1是本发明的处理流程图。
具体实施方式
25.为使得对本发明的技术解决方案更加明晰的展示,下面结合附图和具体实施例,进一步阐明本发明,应理解这些实施例仅用于说明本发明而不用于限制本发明的范围。
26.本实施例是一种基于焊接设备数据采集的船舶焊接定额工时算法迭代优化方法,参照图1,具体实施方案步骤如下:
27.步骤1:以每条实际焊缝为对象,通过物联传感技术,对焊接设备作业参数进行采集,其中包含电流、电压、送丝时间、送丝速度、焊接速度、焊枪摆幅等,这些数据为后续计算焊接工时,焊缝长度等提供数据支撑;
28.步骤2:对采集得到的焊接设备数据进行数据清洗,通过设定焊机作业时各参数阈值,从采集到的数据中提取有效作业工时,去除无效非作业工时;
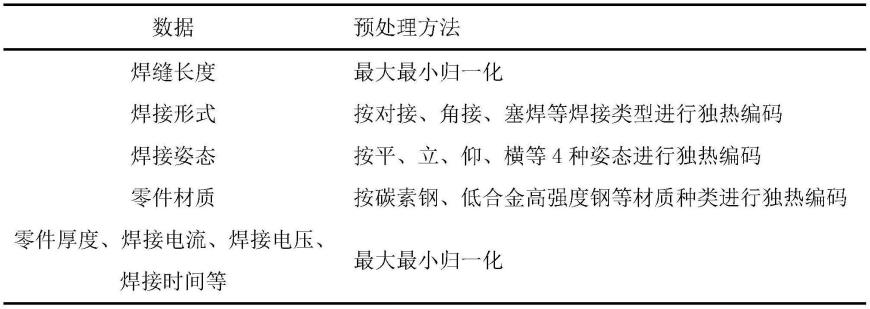
29.步骤3:将经过数据清洗得到的有效工时数据与任务派工系统进行集成,以焊缝为对象,将任务派工体系中的焊缝长度、焊接形式、焊接姿态、零件a材质、零件a厚度、零件b材质、零件b厚度、焊接电流、焊接电压、焊接时间等数据形成关系数据,并对该数据进行预处理,将焊缝长度、零件厚度、焊接电流、焊接电压等连续型数据进行归一化处理,焊接形式、焊接姿态、零件材质等离散型数据采用独热编码,为后续工时测算提供数据支撑;
[0030][0031]
步骤4:基于极端梯度提升(extremegradientboosting,xgboost)算法对步骤3形成的作业物量、工艺、工时等历史数据进行训练,实现焊接任务作业时长的预测,并根据被预测焊缝的实时焊接工时数据来修正xgboost算法预测的工时,对模型进行迭代优化,最终实现不断减少定额实动比的目标。
[0032]
作为本发明的一个具体实施例,步骤1中:任务派工体系中,以焊缝为对象进行焊接任务派工,派工单中包含焊缝名称、焊缝长度、焊接类型、焊接形式、零件a材质、零件a厚度、零件b材质、零件b厚度、焊接工艺、焊缝条形码等。现场施工人员在进行焊接作业时,通过扫描派工单中的条码信息后,进行焊接作业,在整个焊接过程中,焊机的各项作业指标都被采集系统采集到服务器中,其中包含焊机的电流、电压、送丝时间、送丝速度、焊接速度、焊枪摆幅等参数数据,采集到的参数越全面,对定额测算体系的迭代结果越精准。
[0033]
作为本发明的一个具体实施例,步骤2中:由于采集到的焊机数据中,包含了有效作业参数以及无效作业参数,这些采集数据不能直接用于实动工时定义,需要通过设定焊
机作业时各参数阈值,对采集数据进行清洗,提取焊机有效作业时长,最终得到每条焊缝的实动工时,为后续的数据处理提供支撑。
[0034]
作为本发明的一个具体实施例,步骤3中:将步骤2得到的作业数据,与派工体系中的物量数据进行关联关系构建,以焊缝为对象,将派工体系中的焊缝长度、焊接形式、焊接姿态、零件a材质、零件a厚度、零件b材质、零件b厚度,与步骤2中的实动工时进行数据匹配,对数据进行预处理,形成各个焊缝的物量、工艺、工时的数据集合,建立焊接信息数据库,随着该数据库的不断完善,为后续的工时测算模型训练提供全方面的数据支撑。
[0035]
其中,最大最小归一化公式如下:
[0036][0037]
作为本发明的一个具体实施例,步骤4中:基于xgboost算法建立焊接工时预测模型的第一步是构建目标函数:
[0038][0039]
其中l为损失函数;yi为第i个样本的真实值;为第i个样本经过t-1次迭代后的预测值;f
t
(xi)为迭代过程新加入的函数;为目标函数的正则化项;c为常数项。
[0040]
目标函数包括损失函数和正则项,其中正则项是用来调节模型的复杂度,以防止模型出现训练过拟合的情况;第二步使用泰勒级数的方法去展开目标函数,将一些常量给提取分离出来,能够简化计算;第三步是将树的结构进行参数化,带入到目标方程;第四步则是要查找结构最优的一棵树,在查找的过程中采用贪心的算法进行;最后,将所述步骤3中所采集的数据作为输入数据并采用网格搜索以及k折交叉验证对预设的默认xgboost模型的模型参数值进行参数优化,所述模型参数包括子树的最大深度、最小叶子节点样本的权重和、训练数据样本占比、学习率、迭代次数、特征采样比例、划分树的叶节点值、随机种子,得到优化后的xgboost模型,确保模型预测性能。在完成预测模型的训练以及参数寻优后,将待预测焊缝的焊缝名称、焊缝长度、焊接形式、焊接姿态、零件a材质、零件a厚度、零件b材质、零件b厚度等特征属性作为模型的输入参数,工时作为输出,从而得到待预测焊缝作业的预测工时。
[0041]
本实施例还提出一种基于多源数据融合的应急短临预报装置,包括:
[0042]
基于焊接设备数据采集的船舶焊接定额工时快速预测系统,包括:
[0043]
参数采集模块,被配置以用于执行以下动作:以每条实际焊缝为对象,通过物联传感技术建立任务派工系统,以焊缝为对象进行焊接任务派工,对焊接设备作业参数进行采集并存储到服务器中;
[0044]
数据清洗模块,被配置以用于执行以下动作:对采集得到的焊接设备数据进行数据清洗,得到每条焊缝的实动工时;
[0045]
焊接信息数据库模块,被配置以用于执行以下动作:将得到的有效工时数据与任务派工系统的物量数据进行关联关系构建,形成各个焊缝的物量、工艺、工时的数据集合,建立焊接信息数据库;
[0046]
模型预测模块,被配置以用于执行以下动作:基于极端梯度提升算法对焊接信息数据库的历史数据进行训练,实现焊接任务作业时长的预测,并根据被预测焊缝的实时焊接工时数据来修正极端梯度提升算法预测的工时,对模型进行迭代优化,最终实现不断减少定额实动比的目标。
[0047]
需要说明的是,本技术实施例系统装置的描述,与上述方法实施例的描述是类似的,具有同方法实施例相似的有益效果,因此不做赘述。
[0048]
本实施例还提出一种电子设备,包括:存储器和处理器,所述存储器存储由所述处理器可执行的计算机程序,所述处理器执行所述计算机程序时实现本发明实施例的船舶焊接定额工时快速预测方法。
[0049]
最后,本实施例提出一种存储介质,所述存储介质上存储有计算机程序,所述计算机程序被读取并执行时,实现本发明所述的船舶焊接定额工时快速预测方法。
[0050]
用于实施本技术的方法的程序代码可以采用一个或多个编程语言的任何组合来编写。这些程序代码可以提供给通用计算机、专用计算机或其他可编程数据处理装置的处理器或控制器,使得程序代码当由处理器或控制器执行时使流程图和/或框图中所规定的功能/操作被实施。程序代码可以完全在机器上执行、部分地在机器上执行,作为独立软件包部分地在机器上执行且部分地在远程机器上执行或完全在远程机器或服务器上执行。
[0051]
可以将此处描述的系统和技术实施在包括后台部件的计算系统(例如,作为数据服务器)、或者包括中间件部件的计算系统(例如,应用服务器)、或者包括前端部件的计算系统(例如,具有图形用户界面或者网络浏览器的用户计算机,用户可以通过该图形用户界面或者该网络浏览器来与此处描述的系统和技术的实施方式交互)、或者包括这种后台部件、中间件部件、或者前端部件的任何组合的计算系统中。可以通过任何形式或者介质的数字数据通信(例如,通信网络)来将系统的部件相互连接。通信网络的示例包括:局域网(lan)、广域网(wan)和互联网。
[0052]
计算机系统可以包括客户端和服务器。客户端和服务器一般远离彼此并且通常通过通信网络进行交互。通过在相应的计算机上运行并且彼此具有客户端-服务器关系的计算机程序来产生客户端和服务器的关系。服务器可以是云服务器,也可以为分布式系统的服务器,或者是结合了区块链的服务器。
[0053]
以上所述仅是本发明的部分实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
