用于指定机械性能的系统、方法和计算机可读存储介质
1.本发明涉及一种用于指定待制造的部件的机械性能的系统、方法以及相应的计算机可读存储介质。
2.非晶金属是一种新型的材料种类,该材料种类在其他材料中具有不能实现的物理特性或特性组合。
3.对于非晶金属,原子级金属合金不具有晶体结构,而是具有非晶结构。对金属来说不寻常的非晶原子排列导致物理性质的独特组合。非晶金属在高弹性的同时通常比普通金属更硬、更耐腐蚀并且更坚固。因此不产生不同的表面电位,从而不会产生腐蚀。
4.自从在加州理工学院发现金属玻璃以来,金属玻璃一直是广泛研究的主题。多年来,不断改进该材料种类的可加工性和特性已经成为可能。如果第一金属玻璃仍然是简单的二元合金,其制造需要在106开尔文每秒的范围内的冷却速度,则新的更复杂的合金可以已经以明显更低的冷却速度在几k/s的范围内转化到玻璃状态。这对过程引导以及可实现的工件具有显著的影响。冷却速度被称为临界冷却速率,自该冷却速度起停止熔体的结晶并且熔体在玻璃状态下凝固。临界冷却速率是系统特定的、强烈取决于熔体组成的参量,该参量此外确定最大可达到的构件厚度。如果人们考虑到,存储在熔体中的热能必须足够快地通过系统运走,则清楚的是,从具有高临界冷却速率的系统中仅可以制造具有小厚度的工件。因此,最初金属玻璃通常按照熔融纺丝法制造。在此,熔体被刮下到旋转的铜轮上并以具有在几百至几十毫米的范围中的厚度的薄带或箔的形式玻璃状地凝固。通过开发具有明显更低的临界冷却速率的新的复杂合金,可以越来越多地使用其他制造方法。目前的形成块体玻璃的金属合金已经可以通过将熔体铸造到冷却的铜硬模中而转变到玻璃状态。在此可实现的构件厚度是合金特定地在几毫米至几厘米的范围内。这种合金被称作金属块体玻璃。目前已知有多种这样的合金体系。
5.金属块体玻璃的划分通常借助于组成来进行,其中,具有最高重量份额的合金元素被称为基本元素。现有的体系例如包括贵金属基的合金、例如金、铂和钯基的金属块体玻璃,早期过渡金属基的合金、例如钛或锆基的金属块体玻璃,基于铜、镍或铁的晚期过渡金属基的体系,以及还有基于稀土、例如钕或铽的体系。
6.金属块体玻璃与传统的晶体金属相比典型地具有以下特性:
[0007]-较高的比强度,这例如能够实现较薄的壁厚,
[0008]-较高的硬度,由此表面可以是特别耐刮擦的,
[0009]-高得多的弹性延展性和回弹性,
[0010]-可热塑成形性,和
[0011]-较高的耐腐蚀性。
[0012]
由于金属玻璃、尤其金属块体玻璃的有利特性,例如由于其高强度和没有凝固收缩,金属玻璃、尤其金属块体玻璃是非常有吸引力的结构材料,该结构材料原则上适合于通过批量制造方法例如注塑来制造构件,而不必在完成成形之后强制需要另外的处理步骤。为了防止在从熔体冷却时合金的结晶,必须超过临界冷却速率。然而,熔体的体积越大,熔体冷却得越慢。如果超过特定的样品厚度,则在合金能够非晶地凝固之前发生结晶。
[0013]
除了金属玻璃的突出的机械特性,从玻璃状态也得到独特的工艺可能性。因此金属玻璃不仅可以通过熔融冶金方法形成,而且也可以通过在相对较低的温度下热塑性成形以类似于热塑性塑料或硅酸盐玻璃的方式进行成形加工。为此首先将金属玻璃加热到玻璃化转变点以上并且然后表现得像高粘度液体,该高粘度液体可以在相对低的力下改形。紧接着变形,材料被再次冷却到玻璃化转变温度以下。
[0014]
在加工非晶金属时,通过快速冷却熔体来抑制自然结晶,使得原子在其可以呈现晶体排列之前被赋予迁移性。结晶材料的许多性质被原子结构中的缺陷(所谓的晶格缺陷)影响或确定。
[0015]
通过快速冷却,材料的收缩被减小,从而在非晶金属的情况下能够实现更精确的构件几何形状。塑性变形仅在超过2%的应变时发生。与之相比,结晶的金属材料通常在明显较小的应变时就已经不可逆地变形。此外,高屈服极限与高弹性应变的组合导致弹性能量的高存储能力。
[0016]
然而所使用的材料的热导率对于冷却速度而言设定物理边界,因为在构件中包含的热量必须经由表面释放到环境中。这导致构件的可制造性和制造方法的适用性中的限制。
[0017]
已知有用于由非晶金属制造工件的各种方法。因此可以使用增材制造方法、例如3d打印来制造工件。在此,工件的非晶特性可以通过设定过程参数来确保,所述过程参数例如是扫描速度、激光束的能量或待运行图案。
[0018]
增材制造技术的优点是,原则上可以实现任何可想到的几何形状。此外可能有利的是,在增材制造方法中不需要单独的冷却过程,因为通过逐层制造工件和通过激光能量和激光的移动路径来设定熔池的尺寸,可以确保良好的冷却。
[0019]
在增材制造方法中不利的是,在应用的时间点刚好在大尺寸的工件中的小的构建率。此外,高纯度粉末材料必须用作增材制造工艺的初始材料。如果在材料中存在杂质,则在杂质的部位处可能发生结晶,即,非晶金属,这可能导致机械和化学特性的劣化。由于杂质,表面附近可能需要对工件进行再加工,这是繁琐的。此外,在增材制造中,在工件表面上总是出现一定的粗糙度,从而这在大多数情况下必须通过磨削或铣削来再加工。
[0020]
注塑提供了另外的制造可能性。在此,在申请的时间点可以实现80-100g范围内的工件重量。通常,待使用的材料借助于感应加热在大约20秒内被加热到大约1050℃并且被均匀化。
[0021]
在加热之后,熔融的材料借助于阳模被压入模具中。对于材料特性来说重要的是,如果模具完全填充有材料,则模具内的材料应当在各处具有高于材料熔点的温度。为了获得非晶材料特性,模具内的液态材料必须随后快速冷却到低于玻璃转化温度。
[0022]
在注塑时可能的几何形状由于材料的冷却速度而被限制到0.3-7.0mm的壁厚上。在较大的壁厚的情况下,冷却速度太低,从而在所述材料冷却至低于所述玻璃转化温度之前形成晶体结构。在较小的壁厚的情况下,材料根据待填充的长度冷却得太快并且在模具填充之前凝固。
[0023]
为了在结构、尺寸确定、合金材料的选择、制造方法的选择等时已经预先确保能够足够快地将输送给材料的热量输出到环境中,能够仿真和分析冷却特性。
[0024]
在为待制造的构件及其特定应用选择合适的合金或合金等级时,必须考虑许多框
架条件。合金等级由回收材料的比例或合金中非晶和晶体的比例来定义。较低等级的合金不再具有100%的非晶特性。因此,具有较低合金等级的构件不能用于每种载荷工况。
[0025]
因此,有必要在制造构件之前了解待制造的构件的机械性能。
[0026]
de 10 2009 034 840公开了一种用于预测金属合金在极高的循环次数下的疲劳强度的方法。该方法假定存在至少一个疲劳裂纹起始点。考虑到疲劳裂纹起始点,使用修正的随机疲劳极限模型计算疲劳强度。
[0027]
de 10 2009 034 840中的解决方案的缺点是无法获得关于如何有针对性地提高疲劳强度的信息。
[0028]
由de 10 2015 110 591已知一种用于预测铸铝基部件的材料特性的系统。然而,没有考虑到非晶金属的具体特性和制造条件。
[0029]
由ep 2595073已知一种用于优化铸造构件的方法。然而,在ep 2595073的解决方案中,没有实现均质的材料质量。
[0030]
因此,从现有技术出发,本发明的任务是改进具有非晶特性的构件的制造。尤其地,本发明的任务是指定具有非晶特性的待制造的构件的机械特性。另外尤其地,本发明的任务是为待制造的构件选择合适的合金。
[0031]
该任务通过根据权利要求1所述的系统、根据权利要求10所述的方法和根据权利要求19所述的计算机可读存储介质得以解决。
[0032]
尤其地,该任务通过一种系统得以解决,所述系统具有:
[0033]-模拟单元,其构造为用于确定具有非晶特性的待制造的构件的至少一部分的冷却特性;
[0034]-计算单元,其构造为用于在考虑到所确定的冷却特性的情况下,确定待制造的构件的至少一部分的至少一个非晶性值;
[0035]-预测单元,其构造为用于在考虑到所述待制造的构件的几何形状、所述至少一个非晶性值、至少一个制造参数和/或制造方法的情况下,指定待制造的构件的机械性能。
[0036]
本发明的一个核心在于可以在实际制造之前指定待制造的构件的机械性能。这可以通过以下方式来实现:确定待制造的构件的至少一部分的冷却特性并且可以由此推导出机械性能。生产过程中的冷却速度或冷却特性对于具有非晶材料特性的构件来说尤其重要。如果没有达到临界冷却速率,将产生不想要的晶体结构。此外,晶体结构的形成取决于所使用的合金。如详细描述的,所使用的材料中的杂质可充当成核剂并因此导致晶体结构。使用本发明,可以在考虑所有这些特性和参数的情况下预测待制造的构件的机械性能。因此,可以决定待制造的构件适用于哪些应用。
[0037]
非晶性值可以指定构件具有的非晶特性的程度。因此例如,构件内较小的晶体结构可以使非晶性值降低。使用非晶性值是基于如下考虑,即在实践中几乎不可能构建具有100%非晶特性的构件。现在可以指定非晶性值的渐变。尤其是,本发明可以从这些渐变中推导出构件的机械性能。
[0038]
在一个实施方式中,所述系统可以包括数据库单元,所述数据库单元构造为用于存储材料特性和/或材料信息与非晶性值的配设。
[0039]
数据库单元可用于将不同的材料特性分配给不同的非晶性值。因此,在一个实施方式中,数据库可以存储例如关于抗拉强度、抗弯强度、循环强度和/或粘度数据的信息。这
些信息可以配设给非晶性值和/或材料。因此,预测单元可以构造为用于针对特定的材料和/或特定的非晶性值从数据库中读出材料特性。此外,预测单元可以构造为用于针对特定的非晶性值和配设的材料特性推导出待制造的构件的机械特性。
[0040]
存储在数据库单元中的数据可以通过实验确定。可以在实验室检查制成构件的材料特性,以使数据库包含真实的测量值。此外可以设想,附加地或替代地在数据库单元中存储模拟数据。
[0041]
在一个实施方式中,计算单元还可以构造为用于在考虑所确定的冷却特性的情况下,确定待制造的构件的至少一部分的冷却速度。
[0042]
在所述的实施方式中,考虑到模拟的冷却特性,可以首先确定待制造的构件的一部分的冷却速率。因此,也可以确定整个构件的一部分的冷却速率,从而也可以使不同的非晶性值配设给构件的不同部分。尤其可以设想,将待制造的构件划分为多个子区域,其中计算单元可以构造为用于为每个子区域指定单独的非晶性值。因此,可以为待制造的构件的各个子区域指定待制造的构件的材料特性、制造参数和机械性能。
[0043]
在一个实施方式中,计算单元也可以构造为用于将冷却速度/所确定的冷却速度与尤其是与合金相关的临界冷却速度进行比较,其中所述计算单元可以构造为用于在考虑到所述比较的情况下对非晶性值进行确定。
[0044]
可以使用临界冷却速率来确定在待制造的构件的制造过程中是否实现了非晶特性。该临界冷却速率可以例如由数据库单元与相关的合金或相关的材料一起存储。通过将冷却速度与临界冷却速率进行比较,可以确定非晶性值。
[0045]
在一个实施方式中,数据库单元可以构造为用于存储材料特性与临界冷却速率和/或非晶性值的配设。
[0046]
为了确定待制造的构件的机械特性,数据库单元可以存储针对临界冷却速率和/或非晶性值的相应材料特性。这使得预测单元能够从数据库单元中读出相应的材料特性。
[0047]
在一个实施方式中,待制造的构件可以通过构件描述,尤其是通过cad模型来指定,其中仿真单元可以构造为用于使用该构件描述来确定冷却特性。
[0048]
在所述的实施方式中,待制造的构件可以通过构件描述来指定。cad模型对此尤其适用。因此,可以将构件描述视为待制造的构件的数字表示。例如,构件描述可以包括关于要使用的材料的信息。此外,构件描述可以在各个系统构件之间简单交换。
[0049]
在一个实施方式中,构件描述/所述构件描述可以指定多个体积元素,其中所述仿真单元可以构造为用于确定体积元素的至少一部分、优选所有体积元素的冷却特性。
[0050]
通过所述的实施方式,可以针对每个体积元素或针对体积元素的一部分确定冷却特性。此外可以设想,所述计算单元构造为用于确定每个体积元素的非晶性值。在一个实施方式中,所述预测单元还可以构造为用于指定每个体积元素或体积元素的子集的机械性能。
[0051]
在一个实施方式中,所述仿真单元可以构造为用于在考虑到要使用的合金的情况下确定冷却特性。
[0052]
如果考虑要使用的合金,则可以改进冷却特性的确定。此外,所述仿真单元可以构造为用于计算多种可能合金的冷却特性。该计算可以顺序或并行执行。通过考虑一种或多种合金,可以将非晶性值配设给单种合金。因此,所述预测单元可以构造为用于针对不同合
金指定待制造的构件的机械性能。这使得可以选择最合适的合金来制造构件。总之,待制造的构件的制造因此得以改进。
[0053]
在一个实施方式中,所述至少一个制造参数可以包括关于进入模具腔的注射温度的参数和/或关于进入模具腔的注射速度的参数。
[0054]
当使用注塑法来制造待制造的构件时,所述至少一个制造参数可以包括,例如进入模具腔的注射温度或进入模具腔的注射速度。还可以设想,阳模的进给速度被指定为所述至少一个制造参数。这些参数对成型腔中材料的温度有显著影响,并因此影响到是否实现了非晶特性。
[0055]
在一个实施方式中,所述预测单元可以构造为用于模拟待制造的构件的至少一种机械载荷工况,尤其使用构件描述/所述构件描述和/或fem模拟。
[0056]
通过所述的实施方式,可以模拟待制造的构件的不同的载荷工况。因此,可以通过使用所述模拟,在构件上的不同位置模拟力的影响。温度变化曲线也可以通过不同的环境影响来模拟。最终,所述的实施方式使得待制造的构件的用户能够在制造部件之前限定构件必须能够承受的载荷工况。
[0057]
在一个实施方式中,机械性能可以包括如下指定,即在考虑到所述待制造的构件的几何形状、至少一种制造参数和/或制造方法的情况下,所述待制造的构件是否承受至少一种机械载荷工况。
[0058]
因此,机械性能也可以如下指定,即待制造的构件是否能承受限定的载荷工况。该指定可以特定于材料或合金。这意味着待制造的构件的机械性能针对要使用的合金包含如下指定,即所限定的载荷工况是否可以用于所述待制造的构件。
[0059]
在一个实施方式中,所述预测单元可以构造为用于将待制造的构件的指定机械性能与至少一个目标值进行比较。如果待制造的构件的机械性能偏离目标值或不符合要求的质量标准,所述预测单元也可以构造为用于激活所述仿真单元。所述仿真单元可以构造为用于在所述激活后确定与先前使用的合金不同的另一种合金的冷却特性。附加地或替代地,所述仿真单元可以构造为用于确定多种不同合金的至少一个非晶性值。
[0060]
该实施方式限定了反馈,该反馈可以执行,直到待制造的构件的机械性能对应于期望值或更好为止。
[0061]
在一个实施方式中,所述系统可以包括生产设备,所述生产设备可以构造为用于使用至少一个制造参数制造所述待制造的构件,尤其通过增材制造方法或注塑法。
[0062]
也可以通过所述的系统直接制造所述待制造的构件。总而言之,定义了一个有效的流程链。
[0063]
在一个实施方式中,所述系统可以具有用户终端,所述用户终端可以构造为用于通过通讯网络将所述待制造的构件的构件描述传输到所述仿真单元。
[0064]
当用户可以通过通讯网络将构件描述传输到仿真单元时,会产生一个特别的优势。例如,用户可以在用户终端、优选计算机,例如通过cad应用程序来创建构件描述。然后可以通过诸如互联网的通讯网络将构件描述传输到仿真单元。为此,仿真单元可以具有相应的通讯单元。此外,在一个实施方式中,通讯单元可以构造为用于将由预测单元指定的待制造的构件的机械特性传输到用户终端。因此,用户可以立即看到构件描述是否满足所需的载荷工况或是否可以按照用户的需要使用。
[0065]
此外,该任务尤其通过一种用于指定具有非晶特性的待制造的构件的机械特性的方法来解决,该方法包括以下步骤:
[0066]-确定具有非晶特性的待制造的构件的至少一部分的冷却特性;
[0067]-在考虑到所确定的冷却特性的情况下,确定待制造的构件的至少一部分的至少一个非晶性值;
[0068]-在考虑到所述待制造的构件的几何形状、至少一个制造参数、所述至少一个非晶性值和/或制造方法的情况下,指定所述待制造的构件的机械性能。
[0069]
在一个实施方式中,所述方法可以包括存储材料特性和/或材料与非晶性值的配设。
[0070]
在一个实施方式中,所述方法可以包括在考虑到模拟的冷却特性的情况下,确定待制造的构件的至少一部分的冷却速度。
[0071]
在一个实施方式中,所述方法可以包括将冷却速度/所确定的冷却速度与尤其与合金相关的临界冷却速率进行比较,其中在考虑到所述比较的情况下对非晶性值进行确定。
[0072]
在一个实施方式中,所述方法可以包括存储材料特性与临界冷却速率和/或非晶性值的配设,尤其是存储在数据库单元中。
[0073]
在一个实施方式中,待制造的构件可以通过构件描述,尤其是通过cad模型来指定,其中可以使用该构件描述来确定冷却特性。
[0074]
在一个实施方式中,构件描述/所述构件描述可以指定多个体积元素,其中所述冷却特性的确定可以包括体积元素的至少一部分、优选所有体积元素的冷却特性的确定。
[0075]
在一个实施方式中,可以在考虑到要使用的合金的情况下确定所述冷却特性。
[0076]
在一个实施方式中,所述方法包括模拟待制造的构件的至少一种机械载荷工况,尤其使用构件描述/所述构件描述和/或fem模拟。
[0077]
在一个实施方式中,所述方法可以包括使用至少一个制造参数制造所述待制造的构件,尤其通过增材制造方法或注塑法。
[0078]
在一个实施方式中,所述方法可以包括将待制造的构件的部构件描述经由通讯网络从用户终端传输到仿真单元,尤其是经由通讯网络。
[0079]
此外,该任务尤其通过计算机可读存储介质来解决,所述计算机可读存储介质包含指令,当所述指令由至少一个处理器执行时,所述指令使所述至少一个处理器实施如上所述的方法。
[0080]
结果得出,与已结合所述系统描述的相似或相同的优点。
[0081]
进一步的实施方式由从属权利要求中得出。
[0082]
下面借助实施例更详细阐述本发明。在此示出:
[0083]
图1:注塑机的示意图;
[0084]
图2:工具的示意图;
[0085]
图3:系统的示意图;
[0086]
图4:一个示例性数据库表
[0087]
图5:具有临界冷却速率的另一个示例性数据库表
[0088]
图6:构件的温度变化曲线;
[0089]
图7:温度变化曲线与构件描述的体积元素的配设关系;
[0090]
图8:具有相应载荷工况的待制造的构件的图示;并且
[0091]
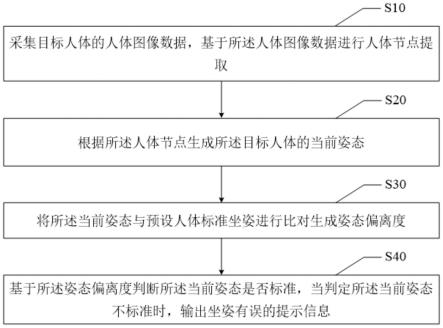
图9:用于制造构件的方法的流程图。
[0092]
以下对于相同的或起相同作用的部件使用相同的附图标记。
[0093]
图1示出amm(非晶金属)注塑设备1的示意图。注塑设备1包括工具2中的模具和熔化腔3。通过机器人将非晶凝固的合金(坯件)4的块体合金段输送给熔化腔3并且放置在感应线圈5的中心。借助于加热元件、尤其是由感应线圈5产生的感应场,在熔化腔3内加热坯件4。坯件4是非晶凝固合金的块体合金段。合金段4例如具有一定份额的钯、铂、锆、钛、铜、铝、镁、铌、硅和/或钇。
[0094]
通过加热元件或感应线圈5使坯件4熔化,从而坯件以熔融形式存在。优选地,坯件4加热到1050℃的温度上。通过活塞6将熔融材料注入到工具2中。
[0095]
图2示出注塑工具的示意结构。借助于一个或多个通入工具2的模具腔11中的开口10,模具腔11被填充有熔体。模具腔11被设计为待制造的构件8的阴模。在图2的实施例中规定,开口10可以用于将液态材料引导到模具腔11中。可以有利的是,使用多个浇口来填充模具腔11,以便实现均匀的温度分布并且以便减少熔体的涡流。均匀的温度分布和少量的涡流导致更好的冷却过程、均匀的冷却和因此均匀的非晶材料特性。
[0096]
在模具腔11内,液态材料必须快速冷却以防止结晶。液态材料的冷却强烈地取决于待制造的构件或工件8的几何形状。
[0097]
图3示出系统20,利用该系统可以确定或指定待制造的构件8的机械特性。系统20包括仿真单元23、计算单元24和预测单元27。用户可以经由输入单元21将构件描述50(例如以cad模型的形式)通过通讯网络22传输到仿真单元23。例如,用户可以通过网络界面将构件描述50上传到服务器。服务器可以为此运行网络服务器。然后,服务器可以将构件描述50传输到仿真单元23。
[0098]
仿真单元23构造为用于确定待制造的构件8的至少一部分的冷却特性。在所示的示例性实施例中,待制造的构件8通过构件描述50来指定。通过仿真单元23对冷却特性的确定在图6和图7中详细描述。
[0099]
仿真单元23尤其构造为用于确定特定制造方法的温度特性。仿真单元23还可以构造为用于通过阳模7确定注射过程和/或注射过程中的温度特性。尤其地,仿真单元23可以构造为用于确定注射过程之后的温度。该温度可用作确定冷却速度的起始温度。为了确保待制造的构件8的非晶特性,如果注射之后的温度高于阈值,例如850℃,则是有利的。
[0100]
基于初始温度,然后可以通过仿真单元23确定冷却特性。
[0101]
例如,温度特性可以存储为包含指定特定时间点的温度的元素的向量。
[0102]
计算单元24构造为用于确定待制造的构件8的至少一部分的至少一个非晶性值29。计算单元24可以计算整个待制造的构件8的单个非晶性值29或待制造的构件8的不同区域的多个非晶性值29。尤其地,如果构件描述50指定了多个体积元素,则计算单元24可以构造为用于确定每个体积元素的非晶性值29。
[0103]
在所示的示例性实施例中,计算单元24构造为用于通过将可以由冷却特性指定的冷却速度与临界冷却速率30进行比较来确定至少一个非晶性值29。如果所确定的冷却速度高于临界冷却速率30,则待制造的构件8实现了非晶特性。如果所确定的冷却速度低于临界
冷却速率30,则待制造的构件8没有实现非晶特性。根据所确定的冷却速度与临界冷却速率30的偏差程度,非晶性值29可以是低值或高值。例如,如果所确定的冷却速度明显低于临界冷却速率30,则可以确定低的非晶性值。当所确定的冷却速度远高于临界冷却速率30时,可以确定高的非晶性值。
[0104]
在所示的示例性实施例中,计算单元24构造为用于从数据库单元25查询特定合金或特定材料的临界冷却速率30。为此目的,数据库单元25存储针对多种合金或材料的相应临界冷却速率30。
[0105]
此外,可以设想,非晶性值29包含如下指定,即待制造的构件8的多少区域将具有非晶特性。例如,非晶性值29可以被解释为百分比参数,该百分比参数指定构件描述50的体积元素或待制造的构件8的相关部分区域将具有非晶特性的比例。
[0106]
预测单元27构造为用于从数据库单元25中读出所确定的非晶性值29和相应材料或相应合金的材料特性32。数据库单元25构造为用于存储针对非晶性值与合金或材料配对的多个材料特性32。
[0107]
使用查询的材料特性32,预测单元27现在能够确定待制造的构件8或构件描述50的机械性能26。
[0108]
此外,预测单元27构造为用于测试待制造的构件8的机械性能26是否能够承受用户定义的载荷工况。如果是这种情况,生产设备,例如注塑机28,可以使用相应的制造参数31制造构件8。此外,预测单元27可以构造为用于将机械性能26经由通讯网络22传输到用户终端21。
[0109]
图4示出了可以由数据库单元25存储的表32。
[0110]
表32包括关于非晶性值、抗拉强度值、抗弯强度值、粘度值和/或合金的信息的列。因此,尤其发生了合金和非晶性值与材料特性的配设。因此,表30包括两行合金l1,不同的非晶性值配设给该合金l1。这也会得出不同的材料特性,例如抗拉强度和抗弯强度。因此,对于合金l1和相关的非晶性值aw1存储抗拉强度zw1和抗弯强度bw1以及粘度vw1。对于第二非晶性值aw2,相应地存储合金l1的抗拉强度zw2、抗弯强度bw2和粘度vw2。
[0111]
因此可以通过使用指定非晶性值和合金的元组查询数据库单元25来查询材料特性。
[0112]
图5示出了第二数据库表33,其存储了临界冷却速率与合金的配设。从图5可以看出,临界冷却速率ar1配设给合金l1。这使得计算单元24能够读出特定合金l1的相应临界冷却速率ar1。
[0113]
图6示出示例性的温度变化曲线40。图6的实施例涉及待制造的构件8的内部部分。如所示,温度从时间点t1处的初始温度c1降至在时间点t2处达到的温度c2。
[0114]
因此可以求取冷却速度,该冷却速度指示从t1到t2的区间内的温度下降,即,温度差c1-c2。此外可以确定冷却速度是否足够高以防止结晶。防止结晶的冷却速度可称为临界冷却速率。因此,为了确定待制造的构件或工件是否具有非晶特性,可以求取在构件的每个部位上的冷却速度是否大于临界冷却速率。
[0115]
因此,温度变化曲线40描述了待制造的构件8的一部分的冷却特性。因此,计算单元24可以使用温度变化曲线40,通过将温度变化曲线40与从数据库单元25查询的临界冷却速率ar1进行比较来确定根据构件描述50待制造的构件8是否将具有非晶特性。
[0116]
可以通过构件描述50来数字地描述构件,例如利用cad文件。因此图7示出由大量体积元素51、52构成的长方体的构件描述50。构件描述50因此例如可以涉及cad模型,该cad模型借助仿真软件被划分为各个体积元素51、52。对于构件描述50的每个体积元素51、52现在可以仿真或预测温度特性。
[0117]
因此图7示出,第一温度变化曲线53配设给第一体积元素51。第二温度变化曲线54配设给第二体积元素52。温度变化曲线53、54示出从初始温度c1到极限温度c2的温度下降。由构件描述50指定的构件8的材料例如在注入模具2时的温度为850℃左右。示例性锆基合金的玻璃化转变温度约为410℃。如果材料足够快地冷却到临界温度(即玻璃化转变温度)以下,就会获得非晶结构。如果低于临界冷却速率,则熔体以结晶状态而不是非晶状态凝固。
[0118]
如从图7中可以看出,在第一温度变化曲线53中在时间点t2达到极限温度c2。在第二温度变化曲线54中在时间点t3达到极限温度c2。如从第一和第二温度变化曲线53、54中可以看出,时间点t3在时间点t2之前。这意味着,配设给第一体积元素51的温度变化曲线53中的温度比配设给第二体积元素52的第二温度变化曲线54中的温度更缓慢地下降。因此在第二温度变化曲线54中的冷却速度大于在第一温度变化曲线53中的冷却速度。如果假定第一温度变化曲线53中的冷却速度小于用于获得非晶结构所需的临界冷却速率,则必须适配构件描述50,以便将热量更快地从构件中传送出来,使得在第一体积元素51的部位处的冷却速度大于临界冷却速率。例如,可以为此使用另一种具有另一个临界冷却速率的合金。
[0119]
温度图53和54可以使用仿真单元23来产生。这意味着,对于每个体积元素51、52进行温度特性的仿真。因此能够非常精确地确定温度图53和54。仿真单元23的结果可以作为冷却特性被数字地提供,例如作为面向对象编程语言中的对象。然而也可能的是,冷却特性也可以作为文本文件或以任何其他的格式提供。
[0120]
通过考虑单个体积元素51、52,也可以确定每一个单个体积元素51、52的非晶性值29。尤其地,可以识别未达到临界冷却速率30的各个体积元素。此外,可以确定构件描述50的哪些部分具有哪些材料特性。这可以使用数据库单元25和预测单元27来实现。
[0121]
例如,如果制成构件的某些区域存在晶体结构,则某些应用可能存在一定的破损风险。
[0122]
图8示出了载荷工况60,其显示了在施加力f时待制造的构件8的特性。构件8固定在图8中右侧的壁61上。预测单元27针对待制造的构件8确定在生产过程中将在待制造的构件8上形成结晶区域62。现在可以使用预测单元27来模拟待制造的构件8是否能够承受所限定的载荷工况,尽管有结晶区域62。如果通过模拟确定待制造的构件8能够承受载荷工况60,则可以生产待制造的构件8。然而,如果确定待制造的构件8不能承受载荷工况,则可以例如选择另一种不同的合金,以防止形成结晶区域62。
[0123]
在其左侧,从下方作用的力f由载荷工况60指明。可以通过模拟计算待制造的构件8在力f下的特性。当力f作用在左侧并且部件8固定在右侧时,待制造的构件8发生弯曲。在图8所示的示例性实施例中,假设待制造的构件8不能承受载荷工况,并且在结晶区域62处发生断裂。
[0124]
预测单元27现在构造为用于激活仿真单元23。在这种情况下,如下指定传输到仿真单元23,即先前选择的合金不足。因此,仿真单元23构造为用于确定第二合金的冷却特性
并且相应地调整构件描述50,使得构件描述50包含相应的信息。
[0125]
图9示出了用于制造构件79的方法70的流程图。在输入步骤71中,用户定义构件描述72,该构件描述描述待制造的构件8。构件描述72可以通过通讯网络传输到仿真单元24。在模拟步骤73中,模拟单元24可以确定/模拟构件描述72的温度特性74。
[0126]
在步骤75中,温度特性用于确定至少一个非晶性值76。为此,可以从数据库单元25中读取由构件描述72指定的合金的临界冷却速率。
[0127]
在比较步骤77中,将所确定的非晶性值76与目标值进行比较,或者在载荷工况下测试待制造的构件8的确定的机械性能。如果确定非晶性值76不满足目标值的要求,或者待制造的构件8不符合载荷工况,则该方法在步骤73中继续。为此,在模拟步骤73中,使用尚未使用的合金重新开始该方法,因为不同的温度特性和不同的临界冷却速率适用于该合金。
[0128]
如果确定非晶性值76符合目标值的要求或待制造的构件8符合载荷工况,则可以使用构件描述72在制造步骤78中生产构件79。
[0129]
在此处应该指出,上述所有部分都是单独的——即使没有在相应上下文中描述的附加特征,即使它们没有被明确标识为相应上下文中的可选特征,例如通过使用:尤其地,优选地,例如,例如如有这种情况,圆括号等——以及组合或任何子组合应被视为本发明的独立配置或发展,正如特别在说明书引言和权利要求的中所定义的。与此有偏差是可能的。具体而言,应该指出的是,“尤其”一词或圆括号并不表示在各自上下文中必要的特征。
[0130]
附图标记列表
[0131]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
注塑机
[0132]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
模具
[0133]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
熔化腔
[0134]
4、4
’ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加热元件
[0135]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
装料漏斗
[0136]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
蜗杆
[0137]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
阳模
[0138]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
液态的初始材料
[0139]9ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
管路系统
[0140]
10、10’、10”、10
”’ꢀꢀꢀꢀꢀ
进料口
[0141]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
模具腔
[0142]
20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
系统
[0143]
21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输入单元
[0144]
22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
通讯网络
[0145]
23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
仿真单元
[0146]
24
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
计算单元
[0147]
25
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
数据库单元
[0148]
26
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
机械性能
[0149]
27
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
预测单元
[0150]
29、75
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
非晶性值
[0151]
30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
临界冷却速率
[0152]
31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制造参数
[0153]
32
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
数据库表
[0154]
33
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
数据库表
[0155]
40、74
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
温度变化曲线
[0156]
50、72
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
构件描述/cad模型
[0157]
51
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一体积元素
[0158]
52
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二体积元素
[0159]
53
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一温度图
[0160]
54
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二温度图
[0161]
60
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
载荷工况
[0162]
61
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
壁
[0163]
62
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
结晶区域
[0164]
70
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
方法
[0165]
71
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输入步骤
[0166]
73
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
仿真单元
[0167]
77
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
比较步骤
[0168]
78
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制造步骤
[0169]
79
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制成构件
[0170]
c1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
初始温度
[0171]
c2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
目标温度
[0172]
t1、t2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
时间点
[0173]
aw1、aw2、aw3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
非晶性值
[0174]
zw1、zw2、zw3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
抗拉强度值
[0175]
bw1、bw2、bw3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
抗弯强度值
[0176]
vw1、vw2、vw3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
粘度值
[0177]
l1、l2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
合金
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。