1.本发明涉及有机固废资源化再利用技术领域,尤其涉及一种废塑料与废弃秸秆/废橡胶协同裂解制备两相生物质二氧化硅材料的方法及装备。
背景技术:
2.我国是传统的农业大国,每年都会在田间产生大量的农作物秸秆,秸秆类生物质废弃物具有杂质多、来源广、储量大及难处理等特点,如果处理不当会危害环境及人体健康,引发疫病。生物质液化、生物柴油、堆肥填埋及直接焚烧等传统生物质废弃物处理方法,均无法实现高效绿色地利用。由于没有有效的处理秸秆的措施,大量的农作物秸秆被废弃焚烧。秸秆的焚烧不仅会产生大量的大气污染物,燃烧产生的高温环境也会严重改变土壤的生态,杀死很多土壤中的微生物,对农业生产产生不利的影响。
3.我国水合二氧化硅(又称白炭黑)应用广泛,需求量大,其制备方法主要以矿石硅为原料,通过机械粉碎等方法制成粉状水合二氧化硅。如果大量使用矿石硅为原料来制取白炭黑势必产生高能耗和高污染的后果。而秸秆灰中无定行二氧化硅含量较高,利用秸秆灰制备生物质二氧化硅已成为替代矿石资源的有效方法,并且以生物质燃烧后产生的活性灰为原料制取二氧化硅能耗低、污染小,产品品质高。而目前已有的生物质电厂主要考虑充分燃烧生物质利用其热能,导致灰分中部分二氧化硅失活,无法利用。
4.目前也有大量的专利报道了利用秸秆直接制备生物质二氧化硅的方法,如一种稻壳灰及其制备方法、稻壳灰地聚物及其制备方法(cn202010909719.2)、一种基于稻壳灰制备纳米分级孔碳材料的方法(cn202110061886.0)、一种利用稻壳灰制取白炭黑的生产工艺 (cn201410571008.3)、一种微波辅助稻壳灰制备白炭黑的新方法(cn201410716518.5)、一种快速制造白色活性稻壳灰的方法及其装置(cn201210246888.8)、一种利用气化后剩余稻壳灰生产白炭黑和活性炭的方法(cn200910187839.x)等方法,但这些方法都是通过将秸秆先用强酸或强碱溶液处理,然后洗涤至中性,干燥后在放置到400~900℃下的马弗炉中煅烧 0.5~3h,从而得到可以用于橡胶复合材料的生物质白炭黑。方法复杂,使用大量化学试剂容易造成环境污染,并且无法实现工业化大量应用的需求。
5.废塑料引发的环境问题,已成为全球的焦点。根据世界经济论坛上的一项研究,到2050年世界海洋中的塑料将比鱼类还多。废旧塑料不仅对海洋产生了严重的污染,对生活水源也造成了严重的危害。全球的饮水中普遍含有塑料微粒,其含量高达83%。连瓶装水也不能幸免。废塑料的污染问题早已引起国家的高度重视,《国家中长期科学和技术发展规划纲要》已将综合治污与废弃物循环利用列为重点领域优先主题。废塑料循环利用的方法虽然众多,但由于分类成本高、效率低,已严重制约了废塑料循环利用的发展进程,导致其回收再利用率极低。通过裂解将其转化为裂解油、可燃气及可回用的炭,已成为废塑料资源化利用的最佳方式。
6.为解决以上问题,本发明在之前的研究成果的基础上,提出废塑料与废弃秸秆协
同裂解制备两相生物质二氧化硅材料的新方法,通过秸秆、废塑料协同裂解工艺,调控秸秆和废塑料裂解组分,使废塑料裂解产生的有机气体将作为碳源在秸秆热解产生的生物质二氧化硅表面生长形成类石墨结构,原位引入炭黑功能相结构,减少了生物质二氧化硅的羟基,使其具备了炭黑和白炭黑两相特性,不仅增强了生物质二氧化硅与橡胶的补强作用,而且大大提高了胶料的动态力学性能,将该材料应用于轮胎胎面制备,在保证胎面性能的前提下,降低了轮胎滚阻,提高了抗湿滑性能。
技术实现要素:
7.有鉴于此,本发明针对上述问题,提出一种废塑料与废弃秸秆/废橡胶协同裂解制备两相生物质二氧化硅材料的方法。
8.为了实现上述目的,本发明实施例采用如下技术方案实现:
9.一种废塑料与废弃秸秆/废橡胶协同裂解制备两相生物质二氧化硅材料的方法:
10.该方法主要通过废弃秸秆裂解制备生物质二氧化硅,废塑料裂解产生生物质二氧化硅改性原料;通过废塑料裂解产生的有机气体中的酸性组分中和秸秆裂解过程中加入的碱性组分,并且在催化剂及惰性气体保护的作用下,废塑料裂解产生的有机气体将作为碳源在生物质二氧化硅表面生长形成类石墨结构;
11.新生成的类石墨结构经过迅速冷却固结到生物质二氧化硅表面上,原位引入炭黑功能相结构,减少了生物质二氧化硅的羟基,使其具备了炭黑和白炭黑两相特性,不仅增强了生物质二氧化硅与橡胶的补强作用,而且大大提高了胶料的动态力学性能;将制备的两相生物质二氧化硅材料应用于轮胎胎面,在保证胎面性能的前提下,降低了轮胎滚阻,提高了抗湿滑性能;
12.优选的,具体包括以下步骤:
13.1)主要是将破碎后的秸秆(湿度在10~20%之间,优选15%,粒径范围在10mm~25mm 之间,优选15mm)与浓性naoh溶液(浓度在40%~60%,优先50%)混合均匀后加入废弃秸秆裂解回转式反应釜,反应釜内有质量大小不一的研磨介质,与秸秆及裂解固相产物相互研磨;
14.热解温度控制在450℃~600℃,优选550℃,废弃秸秆裂解回转式反应釜内压力 1mpa~2.85mpa,优选2.2mpa,保持氧气的裂解氛围,在裂解过程中一直通入水蒸气。
15.2)废弃秸秆裂解炭化形成的残渣在高温、强碱、高温水蒸气、氧气氛围逐渐形成类二氧化硅材料,研磨介质随着反应釜回转研磨类二氧化硅使其粒径逐渐变小,并且高温水蒸气的作用下使得类二氧化硅表面特性逐渐与商业白炭黑相似,形成生物质二氧化硅;
16.3)生成的生物质二氧化硅在回转式反应釜的运动下往釜末端移动,将其运输到改性釜中,完成废弃秸秆裂解炭化—类二氧化硅形成—研磨—碳转化形成生物质二氧化硅过程。
17.优选的,主要是指生物质二氧化硅需要在特殊环境、特殊碳源的条件下才能生成两相生物质二氧化硅材料,而废塑料裂解在控制裂解工艺的条件下,能够调控裂解产生的有机气体中碳原子的数量和种类,从而满足特殊碳源的要求。
18.进一步的,废塑料裂解产生有机气体,主要是在废塑料裂解回转式反应釜中通过高温使废塑料瞬间汽化(裂解温度在600℃~900℃,优选850℃),与传统的废塑料裂解或者
气化的最大不同之处在于对于温度的控制,此处的温度要与废弃秸秆裂解回转式反应釜、改性釜联动控制;
19.并且废塑料裂解回转式反应釜内压力由单向阀控制,废塑料裂解回转式反应釜内压力维持恒定(一般在0.02~0.08mpa,优先0.05mpa),并通过智能化控制系统、网络监控废塑料裂解过程中的实时生产获得实验数据以及专家经验,实时调控废塑料裂解工艺,使废塑料裂解产生大量的小分子有机气体,这些小分子气体能够满足生物质二氧化硅改性需求的碳源结构,小分子气体通过相应的管路通入改性釜中;
20.优选的,通过有机气体中的酸性组分中和废弃秸秆裂解过程中加入的碱性组分,主要是通过废塑料裂解回转式反应釜产生的油气通往改性釜有两条通道,其中一条通道是直接与改性釜进口端相通,废塑料裂解产生的酸性小分子气体可以中和废弃秸秆裂解过程中加入的碱性组分,调整生物质二氧化硅改性ph值范围。
21.优选的,所述废塑料裂解产生生物质二氧化硅改性原料,优选废塑料原料中含pvc原料比重大的废塑料;
22.所述的在催化剂及惰性气体保护的作用下,废塑料裂解产生的有机气体将作为碳源在生物质二氧化硅表面生长形成类石墨结构;新生成的类石墨结构经过迅速冷却固结到生物质二氧化硅表面上,原位引入炭黑功能相结构,减少了生物质二氧化硅的羟基。
23.主要是指生物质二氧化硅在改性釜内改性生成两相生物质二氧化硅材料的过程,在改性釜内,惰性气体氮气通过反应螺杆中心轴通入改性釜内,改性釜内压力维持在3mpa恒定,温度在800℃~900℃,优选850℃,在该温度和压力条件下,废塑料产生的特殊碳源在镍源金属催化剂作用下,逐渐在生物质二氧化硅表面生长形成类石墨结构;
24.所述新生成的类石墨结构经过迅速冷却固结到生物质二氧化硅表面上,主要是通过改性白炭黑输送系统中冷却系统设定温度为15℃,从而使其迅速降温,达到类石墨结构固结到生物质二氧化硅表面上的目的;
25.所述废塑料裂解产生的有机气体将作为碳源在生物质二氧化硅表面生长形成类石墨结构,此处的有机气体主要是指废塑料裂解反应釜产生的油气通往改性釜中的第二条通道,此通道与第一条通道间隔3~5米为宜,优先4米;
26.优选的,所述将制备的两相生物质二氧化硅材料应用于轮胎胎面,涉及一种两相生物质二氧化硅胎面胶配方,主要组成为乳聚丁苯橡胶82份,顺丁橡胶30份,天然橡胶20份,两相生物质二氧化硅材料22.5份,炭黑25份,商业白炭黑22.5份,硅烷偶联剂2.7份,操作油4份,硫1.3份,促进剂1.8份,其他组分9份。经过实验验证,该胎面胶配方在保证胎面性能的前提下,降低了轮胎滚阻,提高了抗湿滑性能。
27.优选的,一种废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的装备,
28.该装备主要包括通过连接部件连接的ⅰ、协同裂解主体系统,ⅱ、裂解油品冷凝收集系统,ⅲ、废塑料裂解固相产物输送系统,ⅳ、改性白炭黑输送系统,
ⅴ
、模块化分布式智能尾气综合处理系统,ⅵ、裂解不凝可燃气回用系统,ⅶ、燃烧供热系统七大部分;
29.废塑料与废秸秆在不同的裂解反应釜中分别控制各自的裂解工艺,使其产生能够符合两相生物质二氧化硅材料改性要求的生物质二氧化硅和碳源结构;
30.优选的,所述的一种废塑料与废弃秸秆/废橡胶协同裂解制备两相生物质二氧化
硅材料的方法,其中:
[0031]ⅰ、协同裂解主体系统,主要包括
ⅰ‑
1废弃秸秆裂解回转式反应釜、
ⅰ‑
2改性釜、
ⅰ‑
3 废塑料裂解回转式反应釜三大部分;
[0032]
这三部分整体上下布局、依次排列,
ⅰ‑
1废弃秸秆裂解回转式反应釜在最上层,按照权利要求1中的裂解方法生成生物质二氧化硅;
ⅰ‑
3废塑料裂解回转式反应釜在最底层,按照所述裂解方法产生生物质二氧化硅改性原料;
[0033]
生物质二氧化硅与小分子有机气体在中间的
ⅰ‑
2改性釜中实现生物质二氧化硅表面类石墨结构的生长,制备出兼具炭黑与白炭黑两种性能的材料。
[0034]
协同裂解主体系统(ⅰ)分别与裂解油品冷凝收集系统(ⅱ)、废塑料裂解固相产物输送系统(ⅲ)、改性白炭黑输送系统(ⅳ)、燃烧供热系统(ⅶ)相连,燃烧供热系统(ⅶ)位于协同裂解主体系统(ⅰ)下方,裂解不凝可燃气回用系统(ⅵ)与裂解油品冷凝收集系统(ⅱ) 和燃烧供热系统(ⅶ)相连,模块化分布式智能尾气综合处理系统(
ⅴ
)与燃烧供热系统(ⅶ) 相连。
[0035]
优选的,
ⅰ‑
1废弃秸秆裂解回转式反应釜主要包括1废弃秸秆进料装置,2废弃秸秆裂解回转式反应釜釜体,3.传动链条,4.密封部件,5.1#传动电机,6.1#机架,7链轮。
[0036]
各部分之间的连接关系:1废弃秸秆进料装置通过法兰用螺栓与2废弃秸秆裂解回转式反应釜釜体连接,5.1#传动电机通过螺栓固定在6.1#机架上,5
‑‑‑‑
1#传动电机带动3传动链条带动7链轮回转运动,7链轮焊接在2废弃秸秆裂解回转式反应釜釜体上,从而实现2 废弃秸秆裂解回转式反应釜釜体的回转运动。
[0037]
密封部件4固结在废弃秸秆裂解回转式反应釜釜体2上,防止裂解过程中裂解气体外泄,引发危险。
[0038]
优选的,
ⅰ‑
2改性釜,主要由8.2#传动电机、9.轴承部件、10.2#密封部件、11改性釜釜体、12改性釜螺杆、13.2#机架等部件组成,其中8.2#传动电机主要承担12改性釜螺杆的旋转运动;9轴承部件由两个内含深沟球轴承和圆锥辊子轴承的轴承座组成,主要用于支撑 11改性釜螺杆;10.2#密封部件由石墨盘根、压盘和紧定螺栓等组成,用于密封11改性釜釜体与旋转的12改性釜螺杆之间的间隙,杜绝改性釜内的气体外泄。(其中传动部件、轴承部件、密封部件的详细结构在cn201911341092.9-一种废旧有机高分子材料低温工业连续化催化裂解方法及装备中已经详细说明。)
[0039]
各部分之间的连接关系:
[0040]
8.2#传动电机,9.轴承部件,11改性釜釜体通过焊接固结在13.2#机架上,8.2#传动电机通过联轴器与12改性釜螺杆相连,12改性釜螺杆两端由9.轴承部件支撑,12改性釜螺杆与11改性釜釜体之间通过10.2#密封部件密封。
[0041]
优选的,
ⅰ‑
3废塑料裂解回转式反应釜,主要包括14废塑料进料装置,15废塑料裂解回转式反应釜釜体,16.3#密封部件,17.3#传动电机,18.2#传动链条,19.2#链轮,20.3# 机架。
[0042]
各部分之间的连接关系:14废塑料进料装置通过法兰用螺栓与15废塑料裂解回转式反应釜釜体连接,17.3#传动电机通过螺栓固定在20.3#机架上,17.3#传动电机带动182#传动链条带动19.2#链轮回转运动,19.2#链轮焊接在15废塑料裂解回转式反应釜釜体上,从而实现15废塑料裂解回转式反应釜釜体的回转运动;
[0043]
3#密封部件16固结在废塑料裂解回转式反应釜釜体15上,防止裂解过程中裂解气体外泄,引发危险。
[0044]6‑‑‑‑
1#机架,13
‑‑‑
2#机架,20
‑‑‑‑
3#机架通过焊接连接在一起。
[0045]
优选的,12改性釜螺杆,是根据废弃秸秆与废塑料协同制备类石墨结构中的ph值条件、类石墨结构生长碳源、催化剂等要求,有针对性发明了一种适用于改性白炭黑类石墨结构生长的改性螺杆结构,研发了阶梯式螺杆结构,根据各个模块的反应条件,有针对性的布局和设计螺杆类型和结构;总共分为五段结构;
[0046]
优选的,五段改性釜螺杆,第一段螺杆芯轴为圆柱形,直径较大,为改性釜内径的60~75%之间,最优选择70%。与此段螺杆芯轴对应的螺旋结构为左端面水平,右端面为外凸曲面,螺旋间距为等间距。
[0047]
沿着直线z=0旋转后形成的曲面;
[0048]
其中d为螺旋结构直径,a=3~5倍螺距,
[0049]
b=螺旋直径-螺杆芯轴直径
[0050]
该曲面结构在随着螺杆芯轴旋转过程中其运送能力较弱,并且曲面结构与物料运动方向相反,使得裂解炭黑有部分能够往相反的方向运动,有利于裂解炭黑在该段的混合,结合相应的螺杆转速,既能保证裂解炭黑的混合均匀,又能实现裂解炭黑的正向运输。
[0051]
进一步的,五段改性釜螺杆12,第二段螺杆芯轴直径逐渐减少,按照异型双曲线方程进行变化,最小直径为改性釜
ⅰ‑
2内径的40~55%之间,最优选择50%。与此段螺杆芯轴对应的螺旋结构为右端面水平,左端面为凸曲面,螺旋间距逐渐变大。
[0052]
进一步的,第二段螺杆芯轴按异型双曲线方程进行变化,具体方程如下:
[0053][0054]
d为第二段螺杆芯轴直径最小值;
[0055]
c=1.2~1.4d,e=0.9~1.2d
[0056]
进一步的,所述的一种废塑料与废弃秸秆/废橡胶协同裂解制备两相生物质二氧化硅材料的方法,其特征在于:
[0057]
进一步的,第二段螺旋结构的左端面为凸曲面结构,具体方程如下:
[0058]
沿着z=0直线旋转后形成的曲面
[0059]
其中d为第二段螺杆芯轴最大直径,a=3~5倍螺距,
[0060]
b=螺旋直径-螺杆芯轴最小直径
[0061]
进一步的,第二段螺杆芯轴和第二段螺旋曲面结构有利于生物质二氧化硅的蓬松,使得废塑料裂解产生的酸性气体与生物质二氧化硅中的碱性物质充分反应,从而调节ph值范围。
[0062]
进一步的,五段改性釜螺杆12,第三段螺杆芯轴直径逐渐增大,按照抛物线曲线方程进行变化,最大直径为改性釜
ⅰ‑
2内径的55~65%之间,最优选择60%。与此段螺杆芯轴对应的螺旋结构为两侧都为凸曲面对称结构,螺旋间距逐渐减少。
[0063]
进一步的,第三段螺杆芯轴照抛物线曲线方程进行变化,具体方程如下:
[0064]
y2=px qy;
[0065]
p为第三段螺杆芯轴直径的一半;
[0066]
q为第三段螺杆芯轴距第一段螺杆芯轴距的距离;
[0067]
进一步的,第三段螺旋结构两侧曲面对称结构,具体一侧曲面方程与权利要求10中的第二段螺旋结构的左端面为凸曲面结构相同,另一侧曲面方程为其对称结构。
[0068]
进一步的,第三段螺杆芯轴和第二段螺旋曲面结构有利于生物质二氧化硅的压实,为下一步生物质二氧化硅进一步蓬松、分散集聚能量。
[0069]
进一步的,五段改性釜螺杆12,第四段螺杆芯轴直径逐渐增小,按照抛物线曲线方程进行变化(变化规律与第二段螺杆芯轴变化规律相同),最小直径为改性釜内径的30~45%之间,最优选择40%。与此段螺杆芯轴对应的螺旋结构为右端面水平,左端面为凸曲线,曲面方程与第二段螺旋结构的左端面凸面方程相同,只是该部分的螺旋间距比第二段螺旋间距大 10%~15%左右。
[0070]
进一步的,五段改性釜螺杆12中第四段螺旋间距比第二段螺旋间距大10%~15%左右。主要是为了通过大螺距的螺旋结构将将压实的生物质二氧化硅充分分散,使得废塑料裂解产生的碳源与生物质二氧化硅充分接触,从而达到良好的改性效果。
[0071]
进一步的,五段改性釜螺杆12,第五段螺杆芯轴为圆柱形,直径为第四段螺杆芯轴末端尺寸。与此段螺杆芯轴对应的螺旋结构为中空螺旋叶片,只起输送作用,该螺旋叶片间隔1/3 处焊接在第五段螺杆芯轴上。
[0072]
进一步的,五段改性釜螺杆12,螺杆芯轴为中空结构,螺杆芯轴与螺旋叶片中间位置为气体通道,为生物质二氧化硅改性惰性气体通入通道。
[0073]
进一步的,五段改性釜螺杆12,各段螺旋结构为不连续,在接头位置能够实现物料的混合与分散。
[0074]
优选的,
ⅰ‑
1废弃秸秆裂解回转式反应釜与
ⅰ‑
2改性釜连接的管路与12改性釜螺杆的第一段螺杆相对应;
[0075]
ⅰ‑
3废塑料裂解回转式反应釜与
ⅰ‑
2改性釜连接的第一根管路与12改性釜螺杆的第二段螺杆相对应;并且这两个管路之间相距一定距离,在这个距离中螺杆由紧变松在变紧,使白炭黑物料均匀混合,实现盐酸与碱性物质的完全中和反应。
[0076]
优选的,
ⅰ‑
3废塑料裂解回转式反应釜与
ⅰ‑
2改性釜连接的第二根管路与12改性釜螺杆的第四段螺杆相对应。在
ⅰ‑
3废塑料裂解回转式反应釜中产生的特殊碳源通过该通道与生物质二氧化硅反应。
[0077]
优选的,一种废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的装备中共有两个油气出口,分别是a废弃秸秆裂解回转式反应釜裂解气通道、j废塑料裂解气输送通道(在
ⅰ‑
2改性釜上),其中
ⅰ‑
3废塑料裂解回转式反应釜与
ⅰ‑
2改性釜共用j 废塑料裂解气输送通道,
ⅰ‑
3废塑料裂解回转式反应釜中废塑料裂解产生的气体,分别通过 c1废塑料裂解回转式反应釜ph值调节通道和c2废塑料裂解回转式反应釜特殊碳源供应通道进入
ⅰ‑
2改性釜中,为生物质二氧化硅调节合适的ph值和提供碳源后,经过j废塑料裂解气输送通道进入ⅱ、裂解油品冷凝收集系统中。
[0078]
优选的,一种废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的装备中共有两套裂解固相产物输送装置,分别是d两相生物质与氧化硅材料输
送管路、 e废塑料裂解固相产物输送通道。其中,
[0079]
ⅰ‑
1废弃秸秆裂解回转式反应釜在相应的裂解条件下生成生物质二氧化硅经过b废弃秸秆裂解回转式反应釜固相产物通道进入
ⅰ‑
2改性釜中,经过改性反应后,通过d两相生物质与氧化硅材料输送管路进入ⅳ、改性白炭黑输送系统中;
ⅰ‑
3废塑料裂解回转式反应釜中废塑料经过裂解后产生的裂解固相产物经过e废塑料裂解固相产物输送通道进入ⅲ、废塑料裂解固相产物输送系统中。
[0080]
d两相生物质与氧化硅材料输送管路与ⅳ、改性白炭黑输送系统相连;
[0081]
e废塑料裂解固相产物输送通道与ⅲ、废塑料裂解固相产物输送系统相连;
[0082]
f高温水蒸气通道,g氧气氛围通道,h惰性气体输入通道,j废塑料裂解气输送通道,与ⅱ、裂解油品冷凝收集系统相连。
[0083]
优选的,
ⅰ‑
1废弃秸秆裂解回转式反应釜与
ⅰ‑
2改性釜连接的管路与12改性釜螺杆的第一段螺杆相对应;
[0084]
ⅰ‑
3废塑料裂解回转式反应釜与
ⅰ‑
2改性釜连接的第一根管路与12改性釜螺杆的第二段螺杆相对应;并且这两个管路之间相距一定距离,在这个距离中螺杆由紧变松在变紧,使白炭黑物料均匀混合,实现盐酸与碱性物质的完全中和反应;
[0085]
ⅰ‑
3废塑料裂解回转式反应釜与
ⅰ‑
2改性釜连接的第二根管路与12改性釜螺杆的第四段螺杆相对应,在
ⅰ‑
3废塑料裂解回转式反应釜中产生的特殊碳源通过该通道与生物质二氧化硅反应。
[0086]
本发明的技术方案至少具有如下优点和有益效果:
[0087]
1.本发明的废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的智能化控制系统,能够实现废弃秸秆、废塑料裂解工艺过程的协同控制,对各自的裂解过程实时控制,使其满足废弃结构裂解制备生物质二氧化硅、废塑料裂解制备特殊碳源气体、生物质二氧化硅改性的裂解工艺需求。
[0088]
2.本发明提及的废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的智能化控制系统,主要采用自适应pid(比例、积分、微分控制)控制算法、迭代学习控制算法以及模糊自适应控制原理实现废塑料、废弃秸秆裂解过程中的气、固、液三相流速、流量和温度的全流程自动闭环精确控制;使废弃秸秆按照权利要求1中的相关方法,生成生物质二氧化硅,更关键的是通过上述工艺控制能够使得废塑料裂解产物中生成改性两相生物质二氧化硅材料所需的特殊碳源气体;
[0089]
3.本发明提及的废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的智能化控制系统,通过网络监控废弃秸秆、废塑料裂解过程中的实时生产获得实验数据以及专家经验,建立了一套工艺参数专家系统,能够为废弃秸秆裂解、废塑料裂解、生物质二氧化硅改性等生产提供优化的工艺参数,实现高价值两相生物质二氧化硅制备的目的。
[0090]
4.本发明提及的废弃秸秆主要包含水稻秸秆、小麦秸秆、玉米秸秆等农作物秸秆,不仅适用于废塑料与废弃秸秆协同裂解制备两相生物质二氧化硅材料,对于发明内容中的部分内容进行更改也可适用于废塑料与废橡胶协同裂解制备两相生物质二氧化硅材料,具体见实施实例2中的描述。
附图说明
[0091]
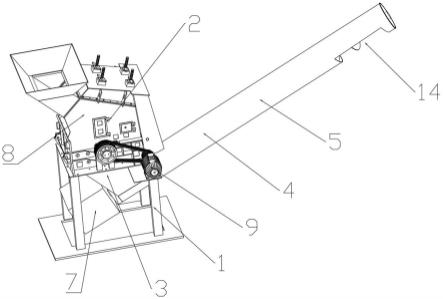
图1为本发明废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的装备整体视图;
[0092]
图2本发明协同裂解主体系统视图;
[0093]
图3为本发明改性釜螺杆结构图;
[0094]
图4为本发明废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的装备中的两套裂解固相产物输送装置视图;
[0095]
图5为本发明生物质二氧化硅体系在高温下的表面化学结构变化图;
[0096]
图6为本发明橡胶复合材料的dma曲线图;
[0097]
(a)为三种方案的整体对比dma曲线视图;(b)为-15℃-15℃范围内dma曲线图;
[0098]
(c)为45℃-65℃范围内dma曲线图;
[0099]
图7为本发明二氧化硅外观及微观电镜图;(a)为外观图;(b)为微观电镜图;
[0100]
图8为本发明两相生物质二氧化硅外观及微观电镜图;(a)为外观图;(b)为微观电镜图;
[0101]
其中,附图标记对应的零部件名称如下:
[0102]ⅰ、协同裂解主体系统,ⅱ、裂解油品冷凝收集系统,ⅲ、废塑料裂解固相产物输送系统,ⅳ、改性白炭黑输送系统,
ⅴ
、模块化分布式智能尾气综合处理系统,ⅵ、裂解不凝可燃气回用系统,ⅶ、燃烧供热系统
[0103]
ⅰ‑
1废弃秸秆裂解回转式反应釜、
ⅰ‑
2改性釜、
ⅰ‑
3废塑料裂解回转式反应釜;
[0104]
1废弃秸秆进料装置,2废弃秸秆裂解回转式反应釜釜体,3.传动链条,4.密封部件,5. 1#传动电机,6.1#机架,7链轮,8.2#传动电机、9.轴承部件、10.2#密封部件、11改性釜釜体、12改性釜螺杆、13.2#机架,4废塑料进料装置,15废塑料裂解回转式反应釜釜体, 16.3#密封部件,17.3#传动电机,18.2#传动链条,19.2#链轮,20.3#机架。
[0105]
12-1第一段改性螺杆、12-2第二段改性螺杆、12-3第三段改性螺杆、12-4第四段改性螺杆、12-5第五段改性螺杆、12-6螺杆芯轴上开设的惰性气体通道;
[0106]
a废弃秸秆裂解回转式反应釜裂解气通道;
[0107]
b废弃秸秆裂解回转式反应釜固相产物通道;
[0108]
c1废塑料裂解回转式反应釜ph值调节通道
[0109]
c2废塑料裂解回转式反应釜特殊碳源供应通道;
[0110]
d两相生物质与氧化硅材料输送管路;
[0111]
d两相生物质与氧化硅材料输送管路与ⅳ、改性白炭黑输送系统相连;
[0112]
e废塑料裂解固相产物输送通道与ⅲ、废塑料裂解固相产物输送系统相连;
[0113]
f高温水蒸气通道;g氧气氛围通道;h惰性气体输入通道;j废塑料裂解气输送通道,与ⅱ、裂解油品冷凝收集系统相连。
具体实施方式
[0114]
下面结合附图和具体实施例对本发明进行说明。
[0115]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图,对本发明实施例中的技术方案进行清楚、完整的描述。显然,所描述的实施例是本发明的一部分实施
例,而不是全部的实施例。
[0116]
因此,以下对本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的部分实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0117]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0118]
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”、“背面”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系。这类术语仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0119]
还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0120]
【实施例1】
[0121]
如图1-8所示,本实施例涉及一种废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的具体实施过程,包括以下步骤:
[0122]
一、原料准备:
[0123]
废弃秸秆经破碎、干燥后制备符合要求的废弃秸秆料裂解原料(湿度在10~20%之间,优选15%,粒径范围在10mm~25mm之间);废塑料选取含有大量pvc的原料。
[0124]
二、裂解过程:
[0125]
调整废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的装备的相关工艺参数,并在废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的智能化控制系统下进行试验。
[0126]
具体裂解过程如下:
[0127]
(1)废弃秸秆原料与浓度50%naoh溶液混合均匀后经1废弃秸秆进料装置加入2废弃秸秆裂解回转式反应釜釜体,2废弃秸秆裂解回转式反应釜釜体通过5
‑‑
1#传动电机带动3传动链条带动7链轮回转运动,7链轮焊接在2废弃秸秆裂解回转式反应釜釜体上,从而实现2 废弃秸秆裂解回转式反应釜釜体的回转运动;
[0128]
2废弃秸秆裂解回转式反应釜釜体内有质量大小不一的研磨介质,与秸秆及裂解固相产物相互研磨;热解温度控制在550℃,废弃秸秆裂解回转式反应釜内压力2.2mpa,保持氧气的裂解氛围,在裂解过程中一直通入水蒸气;
[0129]
废弃秸秆裂解炭化形成的残渣在高温、强碱、高温水蒸气、氧气氛围逐渐形成类二氧化硅材料,研磨介质随着反应釜回转研磨类二氧化硅使其粒径逐渐变小,并且高温水蒸气的作用下使得类二氧化硅表面特性逐渐与商业白炭黑相似,形成生物质二氧化硅;
[0130]
生成的生物质二氧化硅在回转式反应釜的运动下往釜末端移动,将其运输到
ⅰ‑
2改性釜中,完成废弃秸秆裂解炭化—类二氧化硅形成—研磨—碳转化形成生物质二氧化硅
过程。
[0131]
(2)废塑料裂解过程:
[0132]
废塑料在
ⅰ‑
3废塑料裂解回转式反应釜内进行整个裂解过程,主要是通过14废塑料进料装置进入15废塑料裂解回转式反应釜釜体内,裂解温度设定为850℃,此处的温度要与
ⅰꢀ‑
1废弃秸秆裂解回转式反应釜、
ⅰ‑
2改性釜联动控制;
[0133]
并且
ⅰ‑
3废塑料裂解回转式反应釜内压力由单向阀控制,
ⅰ‑
3废塑料裂解回转式反应釜内压力维持恒定在0.05mpa,废塑料通过高温使废塑料瞬间汽化,并通过智能化控制系统、网络监控废塑料裂解过程中的实时生产获得实验数据以及专家经验,实时调控废塑料裂解工艺,使废塑料裂解产生大量的小分子有机气体,这些小分子气体能够满足生物质二氧化硅改性需求的碳源结构,小分子气体通过相应的管路通入改性釜中。
[0134]
(3)生物质二氧化硅改性过程:
[0135]
设定
ⅰ‑
2改性釜的相关工艺条件为:惰性气体氮气通过12改性釜螺杆中心轴通入反应釜内,反应釜内压力维持在3mpa恒定,温度在800℃~900℃,优选850℃,在该温度和压力条件下,废塑料产生的特殊碳源在镍源金属催化剂作用下,逐渐在生物质二氧化硅表面生长形成类石墨结构。
[0136]
作为本发明一个优选的实施例,根据废弃秸秆与废塑料协同制备类石墨结构中的ph值条件、类石墨结构生长碳源、催化剂等要求,有针对性发明了一种适用于改性白炭黑类石墨结构生长的改性螺杆结构,研发了阶梯式螺杆结构,根据各个模块的反应条件,有针对性的布局和设计螺杆类型和结构;总共分为五段结构:
[0137]
作为本发明一个优选的实施例,其中,第一段螺杆芯轴为圆柱形,直径较大,为改性釜内径的60~75%之间,最优选择70%。与此段螺杆芯轴对应的螺旋结构为左端面水平,右端面为外凸曲面,螺旋间距为等间距。
[0138]
生物质二氧化硅在该曲面结构在随着螺杆芯轴旋转过程中其运送能力较弱,并且曲面结构与物料运动方向相反,使得裂解炭黑有部分能够往相反的方向运动,有利于裂解炭黑在该段的混合,结合相应的螺杆转速,既能保证裂解炭黑的混合均匀,又能实现裂解炭黑的正向运输。
[0139]
作为本发明一个优选的实施例,第二段螺杆芯轴直径逐渐减少,按照异型双曲线方程进行变化,最小直径为改性釜内径的40~55%之间,最优选择50%。与此段螺杆芯轴对应的螺旋结构为右端面水平,左端面为凸曲面,螺旋间距逐渐变大。生物质二氧化硅在该结构下有利于生物质二氧化硅的蓬松,使得废塑料裂解产生的酸性气体与生物质二氧化硅中的碱性物质充分反应,从而调节ph值范围。
[0140]
作为本发明一个优选的实施例,第三段螺杆芯轴直径逐渐增大,按照抛物线曲线方程进行变化,最大直径为改性釜内径的55~65%之间,最优选择60%。与此段螺杆芯轴对应的螺旋结构为两侧都为凸曲面对称结构,螺旋间距逐渐减少。生物质二氧化硅在该结构下有利于生物质二氧化硅的压实,为下一步生物质二氧化硅进一步蓬松、分散集聚能量。
[0141]
作为本发明一个优选的实施例,第四段螺杆芯轴直径逐渐增小,按照抛物线曲线方程进行变化(变化规律与第二段螺杆芯轴变化规律相同),最小直径为改性釜内径的30~45%之间,最优选择40%。与此段螺杆芯轴对应的螺旋结构为右端面水平,左端面为凸曲线,曲面方程与第二段螺旋结构的左端面凸面方程相同,只是该部分的螺旋间距比第二段
螺旋间距大 10%~15%左右。通过大螺距的螺旋结构将将压实的生物质二氧化硅充分分散,使得废塑料裂解产生的碳源与生物质二氧化硅充分接触,从而达到良好的改性效果。
[0142]
作为本发明一个优选的实施例,第五段螺杆芯轴为圆柱形,直径为第四段螺杆芯轴末端尺寸。与此段螺杆芯轴对应的螺旋结构为中空螺旋叶片,只起输送作用,该螺旋叶片间隔1/3 处焊接在第五段螺杆芯轴上。
[0143]
在
ⅰ‑
2改性釜内,在催化剂及惰性气体保护的作用下,废塑料裂解产生的有机气体将作为碳源在生物质二氧化硅表面生长形成类石墨结构;新生成的类石墨结构经过迅速冷却固结到生物质二氧化硅表面上,原位引入炭黑功能相结构,减少了生物质二氧化硅的羟基。
[0144]
新生成的两相生物质二氧化硅材料通过ⅳ、改性白炭黑输送系统输送、存储。
[0145]
【应用】
[0146]
一、进一步的,作为本发明一个优选的实施例,作为一个重要的应用:
[0147]
制备的两相生物质二氧化硅应用与轮胎胎面胶的制备过程:
[0148]
将上述制备的两相生物质二氧化硅材料通过研发的胎面胶配方,制备橡胶复合材料,胎面胶配方为:
[0149]
作为本发明一个优选的实施例,主要组成为乳聚丁苯橡胶82份,顺丁橡胶30份,天然橡胶20份,两相生物质二氧化硅材料22.5份,炭黑25份,商业白炭黑22.5份,硅烷偶联剂2.7份,操作油4份,硫1.3份,促进剂1.8份,其他组分9份。
[0150]
具体的制备过程如下:
[0151]
胎面胶橡胶复合材料性能测试必须要经过混炼、硫化后按照相关标准制备测试试样,具体制备工艺流程如下:
[0152]
1)胎面胶橡胶复合材料混炼工艺为:密炼机填充系数为0.7,设定密炼室和转子温控温度为100℃,转子转速设定为90r,待温度稳定后进行后续操作。
[0153]
2)将橡胶与小料先加入密炼机,30秒后加入炭黑,30秒后加入白炭黑和黑白炭黑,50 秒后加入油料,50秒后清扫,待温度到达145℃后维持1分30秒排胶。将排出胶料立刻通过开炼机薄通下片,放置12小时后按照配方要求进行加硫操作。
[0154]
3)胎面胶橡胶复合材料硫化工艺为:胶料停放8小时后,采用平板硫化机硫化,硫化温度为150℃,硫化时间根据无转子硫化仪测定时间进行设定,硫化压力10mpa。
[0155]
二、将制备的胎面胶进行性能测试:
[0156]
按照国家相关标准,对制备的橡胶复合材料进行硫化性能、综合力学性能及动态力学性能等相关性能进行测试。
[0157]
实验结果:
[0158]
为了验证本发明的实用性,在实际应用之前先利用利用反应分子动力学按照权利要求1 中的相关条件设定,对高温下生物质二氧化硅表面的化学结构变化进行了模拟分析。
[0159]
图5为高温下生物质二氧化硅的体系构型,从图中可以看出生物质二氧化硅表面发生明显的化学变化,生物质二氧化硅表面的羟基消失,生成了h2o和h2,h2o数量较多。
[0160]
在实验中,反应室在在流动的惰性气氛中,生成的h2o和h2会随惰性气体排除,而去掉羟基的生物质二氧化硅会暴露出si原子,将更容易与热解出的c原子结合生成sic,进而
促进石墨烯涂层的成核生长。
[0161]
按照应用中提及的配方,将制备的两相生物质二氧化硅应用于轮胎胎面,并对其性能进行了测试,具体实验过程及结果如下:
[0162]
1、实验方案
[0163]
为了验证制备的两相生物质二氧化硅应用于轮胎胎面对其性能的影响,在实验过程中设置了对照组实验,对照组1(方案一)为全商业白炭黑配方,对照组2(方案二)为本发明实验配方,对照组3(方案三)为全两相生物质二氧化硅材料配方。
[0164]
表1.实验方案
[0165][0166][0167]
2、胎面胶材料制备
[0168]
胎面胶橡胶复合材料性能测试必须要经过混炼、硫化后按照相关标准制备测试试样,具体制备工艺流程如下:
[0169]
胎面胶橡胶复合材料混炼工艺为:密炼机填充系数为0.7,设定密炼室和转子温控温度为100℃,转子转速设定为90r/min,待温度稳定后进行后续操作。
[0170]
将橡胶与小料先加入密炼机,30秒后加入炭黑,30秒后加入白炭黑和黑白炭黑,50秒后加入油料,50秒后清扫,待温度到达145℃后维持1分30秒排胶。将排出胶料立刻通过开炼机薄通下片,放置12小时后按照配方要求进行加硫操作。
[0171]
胎面胶橡胶复合材料硫化工艺为:胶料停放8小时后,采用平板硫化机硫化,硫化温度为150℃,硫化时间根据无转子硫化仪测定时间进行设定,硫化压力10mpa。
[0172]
3、硫化性能分析
[0173][0174]
与方案一相比,方案二的m
l
值和mh值减小,说明加入一半两相生物质二氧化硅后,胶料的流动性较好;m
h-m
l
值也减小,胶料的交联密度越低。同时,两相生物质二氧化硅的使用也增加了橡胶复合材料的门尼粘度。
[0175]
4、机械性能
[0176]
下表为橡胶复合材料硫化胶的物理机械性能。两相生物质二氧化硅致使硫化胶在低形变下的定伸应力增加,高形变下的定伸应力降低,断裂伸长率略有降低,拉伸强度也略有降低。
[0177]
橡胶复合材料硫化胶的物理机械性能
[0178][0179]
5、动态力学性能测试
[0180]
从图6(b)、(c)可以看出,填加两相生物质二氧化硅后,橡胶复合材料在0℃的损耗因子增大,抗湿滑性提高;在60℃的损耗因子减小,滚阻降低。
[0181]
【实施例2】
[0182]
一种废塑料与废橡胶/废轮胎协同裂解制备两相生物质二氧化硅材料方法,包括以下步骤:
[0183]
具体实施过程:
[0184]
一、原料准备:废橡胶经过破碎后制备成50*50mm的方块,经过初步干燥后待用;废塑料选取含有大量pvc的原料。
[0185]
二、裂解过程:由于橡胶复合材料在制备过程中就加入了大量的白炭黑,因此,废橡胶/ 废轮胎在裂解过程中本身就会产生大量的白炭黑来提供改性,因此不需要像实施实例1中废弃秸秆裂解过程,只要满足废橡胶/废轮胎的裂解过程即可。
[0186]
此时需要调整废塑料与废弃秸秆协同裂解连续工业化制备高价值两相生物质二氧化硅材料的装备的相关工艺参数,并在其智能化控制系统下进行试验,具体裂解过程如下:
[0187]
(1)废橡胶/废轮胎裂解过程:
[0188]
废橡胶/废轮胎经1废弃秸秆进料装置加入2废弃秸秆裂解回转式反应釜釜体,2废弃秸秆裂解回转式反应釜釜体通过5
‑‑‑‑
1#传动电机带动3传动链条带动7链轮回转运动,7链轮焊接在2废弃秸秆裂解回转式反应釜釜体上,从而实现2废弃秸秆裂解回转式反应釜釜体的回转运动。
[0189]
2废弃秸秆裂解回转式反应釜釜体内有质量大小不一的研磨介质,与裂解固相产物相互研磨;热解温度控制在550℃,裂解回转式反应釜内压力为常压。经过高温分解后,产生大量白炭黑。生成的二氧化硅在回转式反应釜的运动下往釜末端移动,将其运输到改性釜中。
[0190]
(2)废塑料裂解过程:
[0191]
废塑料在
ⅰ‑
3废塑料裂解回转式反应釜内进行整个裂解过程,主要是通过14废塑料进料装置进入15废塑料裂解回转式反应釜釜体内,裂解温度设定为850℃,此处的温度要与
ⅰ‑
1 废弃秸秆裂解回转式反应釜、
ⅰ‑
2改性釜联动控制;
[0192]
并且
ⅰ‑
1废塑料裂解回转式反应釜内压力由单向阀控制,
ⅰ‑
1废塑料裂解回转式反应釜内压力维持恒定在0.05mpa,废塑料通过高温使废塑料瞬间汽化,并通过智能化控制系统、网络监控废塑料裂解过程中的实时生产获得实验数据以及专家经验,实时调控废塑料裂解工艺,使废塑料裂解产生大量的小分子有机气体,这些小分子气体能够满足生物质二氧化硅改性需求的碳源结构,小分子气体通过相应的管路通入
ⅰ‑
2改性釜中。
[0193]
(3)生物质二氧化硅改性过程:
[0194]
设定
ⅰ‑
2改性釜的相关工艺条件为:惰性气体氮气通过12改性釜螺杆中心轴通入
ⅰ‑
2改性釜内,
ⅰ‑
2改性釜内压力维持在3mpa恒定,温度在800℃~900℃,优选850℃,在该温度和压力条件下,废塑料产生的特殊碳源在镍源金属催化剂作用下,逐渐在生物质二氧化硅表面生长形成类石墨结构。
[0195]
根据废弃橡胶/轮胎与废塑料协同制备类石墨结构中的ph值条件、类石墨结构生长碳源、催化剂等要求,有针对性发明了一种适用于改性白炭黑类石墨结构生长的改性螺杆结构,研发了阶梯式螺杆结构,根据各个模块的反应条件,有针对性的布局和设计螺杆类型和结构;总共分为五段结构:
[0196]
其中,第一段螺杆芯轴为圆柱形,直径较大,为改性釜内径的60~75%之间,最优选择 70%。与此段螺杆芯轴对应的螺旋结构为左端面水平,右端面为外凸曲面,螺旋间距为等间距。生物质二氧化硅在该曲面结构在随着螺杆芯轴旋转过程中其运送能力较弱,并且曲面结构与物料运动方向相反,使得裂解炭黑有部分能够往相反的方向运动,有利于裂解炭黑在该段的混合,结合相应的螺杆转速,既能保证裂解炭黑的混合均匀,又能实现裂解炭黑的正向运输。
[0197]
第二段螺杆芯轴直径逐渐减少,按照异型双曲线方程进行变化,最小直径为改性釜内径的40~55%之间,最优选择50%。与此段螺杆芯轴对应的螺旋结构为右端面水平,左端面为凸曲面,螺旋间距逐渐变大。生物质二氧化硅在该结构下有利于生物质二氧化硅的
蓬松,使得废塑料裂解产生的酸性气体与生物质二氧化硅中的碱性物质充分反应,从而调节ph值范围。
[0198]
第三段螺杆芯轴直径逐渐增大,按照抛物线曲线方程进行变化,最大直径为改性釜内径的55~65%之间,最优选择60%。与此段螺杆芯轴对应的螺旋结构为两侧都为凸曲面对称结构,螺旋间距逐渐减少。生物质二氧化硅在该结构下有利于生物质二氧化硅的压实,为下一步生物质二氧化硅进一步蓬松、分散集聚能量。
[0199]
第四段螺杆芯轴直径逐渐增小,按照抛物线曲线方程进行变化(变化规律与第二段螺杆芯轴变化规律相同),最小直径为改性釜内径的30~45%之间,最优选择40%。与此段螺杆芯轴对应的螺旋结构为右端面水平,左端面为凸曲线,曲面方程与第二段螺旋结构的左端面凸面方程相同,只是该部分的螺旋间距比第二段螺旋间距大10%~15%左右。通过大螺距的螺旋结构将将压实的生物质二氧化硅充分分散,使得废塑料裂解产生的碳源与生物质二氧化硅充分接触,从而达到良好的改性效果。
[0200]
第五段螺杆芯轴为圆柱形,直径为第四段螺杆芯轴末端尺寸。与此段螺杆芯轴对应的螺旋结构为中空螺旋叶片,只起输送作用,该螺旋叶片间隔1/3处焊接在第五段螺杆芯轴上。
[0201]
在
ⅰ‑
2改性釜内,在催化剂及惰性气体保护的作用下,废塑料裂解产生的有机气体将作为碳源在生物质二氧化硅表面生长形成类石墨结构;新生成的类石墨结构经过迅速冷却固结到生物质二氧化硅表面上,原位引入炭黑功能相结构,减少了生物质二氧化硅的羟基。
[0202]
新生成的两相生物质二氧化硅材料通过ⅳ、改性白炭黑输送系统输送、存储。
[0203]
三、制备的两相生物质二氧化硅应用与轮胎胎面胶的制备过程:
[0204]
将上述制备的两相生物质二氧化硅材料通过研发的胎面胶配方,制备橡胶复合材料,胎面胶配方为:主要组成为乳聚丁苯橡胶82份,顺丁橡胶30份,天然橡胶20份,两相生物质二氧化硅材料22.5份,炭黑25份,商业白炭黑22.5份,硅烷偶联剂2.7份,,硫份,促进剂份,其他组分13份。
[0205]
四、将制备的胎面胶进行性能测试:
[0206]
按照国家相关标准,对制备的橡胶复合材料进行硫化性能、综合力学性能及动态力学性能等相关性能进行测试。
[0207]
实验结果:
[0208]
我们采用电子显微镜对废塑料与废橡胶/废轮胎制备的两相生物质二氧化硅和二氧化硅和的表面进行了表征,如图7和8所示。如图7(a),生物质二氧化硅的颜色为白色,经过涂层制备成两相生物质二氧化硅后,颜色变为黑色,如图8(a),说明生物质二氧化硅表面已经被石墨烯涂层覆盖。
[0209]
作为本发明一个优选的实施例,按照实施例中提及的配方,将制备的两相生物质二氧化硅应用于轮胎胎面,并对其性能进行了测试,具体实验过程及结果如下:
[0210]
1、实验方案
[0211]
为了验证制备的两相生物质二氧化硅应用于轮胎胎面对其性能的影响,在实验过程中设置了对照组实验,对照组1为全商业白炭黑配方,对照组2为本发明实验配方,对照组3为全两相生物质二氧化硅材料配方。
[0212]
表1.实验方案
[0213][0214]
2、胎面胶材料制备
[0215]
胎面胶橡胶复合材料性能测试必须要经过混炼、硫化后按照相关标准制备测试试样,具体制备工艺流程如下:
[0216]
胎面胶橡胶复合材料混炼工艺为:密炼机填充系数为0.7,设定密炼室和转子温控温度为 100℃,转子转速设定为90r,待温度稳定后进行后续操作。
[0217]
将橡胶与小料先加入密炼机,30秒后加入炭黑,30秒后加入白炭黑和黑白炭黑,50秒后加入油料,50秒后清扫,待温度到达145℃后维持1分30秒排胶。将排出胶料立刻通过开炼机薄通下片,放置12小时后按照配方要求进行加硫操作。
[0218]
胎面胶橡胶复合材料硫化工艺为:胶料停放8小时后,采用平板硫化机硫化,硫化温度为150℃,硫化时间根据无转子硫化仪测定时间进行设定,硫化压力10mpa。
[0219]
3、硫化性能分析
[0220]
[0221]
与方案一相比,方案二的m
l
值和mh值减小,说明加入一半两相生物质二氧化硅后,胶料的流动性较好;m
h-m
l
值也减小,胶料的交联密度越低。同时,两相生物质二氧化硅的使用也增加了橡胶复合材料的门尼粘度。
[0222]
以上实施方案仅用于说明而非限制本发明的技术方案。不脱离本发明精神的任何修改或局部替换,均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。