1.本发明涉及点胶设备领域,尤其涉及一种智能切换胶口的点胶机。
背景技术:
2.点胶机又称涂胶机,通过控制流体的输出时间和输出孔径,并将流体点滴、涂覆于产品表面或产品内部,实现按指定的程序以三维、四维路径对处理物进行点胶,精确定位,精准控胶,不拉丝,不漏胶,并且连续工作能力强,点胶效率高。
3.若处理物上存在不同尺寸需要进行点胶处理的孔位,如电源变压器总体尺寸小,但存在多种点胶孔位,对尺寸小的点胶孔位需要使用小口径的喷胶嘴进行滴胶处理,对尺寸大的点胶孔位需要使用大口径的喷胶嘴进行铺胶处理,让胶液铺满大尺寸孔位而不溢出,对孔位深的点胶孔位则需要使用灌胶的处理方式,让点胶孔位内灌满胶液,因此难以实现在同一处理工位上,只用一个喷胶嘴对同一个处理物中多种点胶孔位进行点胶处理工作,从而影响整个处理物的点胶处理效率。
技术实现要素:
4.为了克服在同一点胶处理工位上,难以实现只用一个喷胶嘴对同一个处理物中多种点胶孔位进行点胶处理工作,影响整个处理物的点胶处理效率的缺点,本发明提供一种智能切换胶口的点胶机。
5.技术方案是:一种智能切换胶口的点胶机,包括有主阀组件、扩圈组件、安装底座、电动转盘、进料导轨、激光定位器、固定架、次品导轨、成品导轨、储胶罐、输胶筒和嘴片;安装底座的中部安装有电动转盘;环绕电动转盘的边沿固接有若干个托盘;安装底座的前侧安装有两个进料导轨;安装底座的右侧安装有两个激光定位器;安装底座的左侧安装有次品导轨和成品导轨,次品导轨位于成品导轨的后侧;次品导轨上安装有次品机械吸盘;成品导轨上安装有成品机械吸盘;安装底座的后侧安装有两个固定架;两个固定架上各连接有一个定位机构;两个定位机构上各连接有一个输胶筒;安装底座的上表面安装有两个储胶罐;两个储胶罐分别通过输胶管各接通一个输胶筒;两个输胶筒的下侧各接通有一个喷胶筒;两个喷胶筒的下侧各固接有一个喷胶头;两个喷胶头的内壁各固接有若干个嘴片,并且同一个喷胶头内的左右嘴片组成一圈喷胶嘴;每个嘴片的下端均设置有一个向内上方翘起的倒勾结构;两个喷胶筒的内左侧各连接有一个主阀组件;两个喷胶筒的内右侧各连接有一个扩圈组件;两个主阀组件均封堵在同一个喷胶筒内的嘴片中部,在主阀组件离开嘴片时,开启滴胶模式;当扩圈组件撑开嘴片时,开启摊胶模式;当扩圈组件配合主阀组件同步工作时,开启灌胶模式。
6.更为优选的是,定位机构包括有纵向电动滑块、第一电动推杆、固定板、限位滑杆、滑板和横向电动滑块;固定架中部安装有纵向电动滑块;固定架的左侧和右侧各固接有一个第一电动推杆;两个第一电动推杆的伸缩端各固接有一个固定板;两个固定板的前侧和后侧各固接有一个限位滑杆;四个限位滑杆的下端均滑动连接固定架;两个固定板之间滑
动连接有滑板;滑板与纵向电动滑块之间滑动连接有横向电动滑块;横向电动滑块的前侧固接输胶筒;横向电动滑块的中部设置有伸缩臂结构。
7.更为优选的是,每个嘴片的两侧各固接有一个支撑片,支撑片的下端均紧贴嘴片倒勾结构的下侧。
8.更为优选的是,喷胶头的内部安装有电加热圈。
9.更为优选的是,每个嘴片的倒勾结构上端各开设有一个卡槽结构。
10.更为优选的是,主阀组件包括有第二电动推杆、拉杆和塞头;喷胶筒的内左侧固接有第二电动推杆;第二电动推杆的伸缩端之间固接有拉杆;拉杆的下端固接有塞头;塞头紧贴同一个喷胶头内的所有嘴片的倒勾结构上端;塞头连接扩圈组件。
11.更为优选的是,塞头的下表面固接有若干个卡块;每个卡块各插接一个嘴片的卡槽结构。
12.更为优选的是,每个卡块紧贴卡槽结构的一侧均设置为圆弧结构。
13.更为优选的是,扩圈组件包括有微型电机、第一直齿轮、第一轴套、丝杆、第二直齿轮、第二轴套、伸缩杆、端轴、弹簧件、连接杆和导较环;喷胶筒的内右侧固接有微型电机;微型电机的输出轴固接有第一直齿轮;喷胶筒的中部固接有第一轴套;第一轴套的内部滑动连接有丝杆;丝杆的上端固接有第二直齿轮;第二直齿轮与第一直齿轮相啮合;喷胶筒的下侧固接有第二轴套;丝杆的中部旋接第二轴套;丝杆的下端滑动连接有伸缩杆;伸缩杆的下端固接有端轴;伸缩杆与端轴之间固接有弹簧件,弹簧件套设在伸缩杆的外表面;端轴的下侧滑动连接塞头;端轴的下端固接有若干个连接杆;所有连接杆的下端之间固接有导较环。
14.更为优选的是,导较环设置为环形的锥形台结构。
15.有益效果:相比现有技术,本发明在喷胶头的内壁设有若干个嘴片,由所有嘴片组成一圈喷胶嘴,并且每个嘴片的下端均设置有一个向内上方翘起的倒勾结构,另外在喷胶筒的内左侧连接有一个主阀组件,在喷胶筒的内右侧连接有一个扩圈组件,两个其中主阀组件封堵在所有嘴片组成的喷胶嘴中部,在主阀组件离开嘴片时,喷胶筒内的胶液通过喷胶嘴中部小尺寸的出胶孔向下滴落至处理物上,开启滴胶模式,当扩圈组件向上撑开嘴片时,嘴片的倒勾结构上端之间的缝隙增大,而主阀组件继续封堵在喷胶嘴中部,让喷胶筒内的胶液通过嘴片之间的缝隙向下滴落,并持续向外摊平,开启摊胶模式,并避免因中部滴胶过多,使向外摊平的胶液厚度不可控而出现溢胶现象,当扩圈组件配合主阀组件同步工作时,开启灌胶模式,让喷胶筒内的胶液快速灌入处理物的深点胶孔位中,通过上述变换方式,实现在同一点胶处理工位上,仅使用一个喷胶嘴,对同一个处理物中多种点胶孔位分别进行不同的点胶处理工作,从而提高整个处理物的点胶处理效率。
附图说明
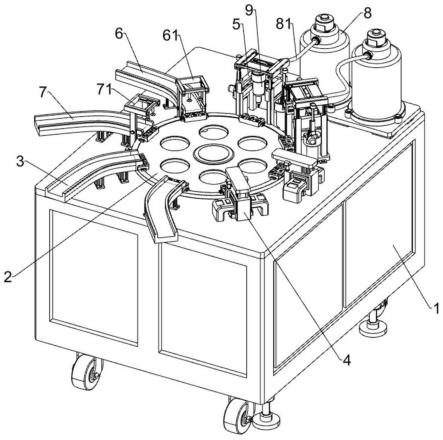
16.图1为本技术的立体结构示意图;
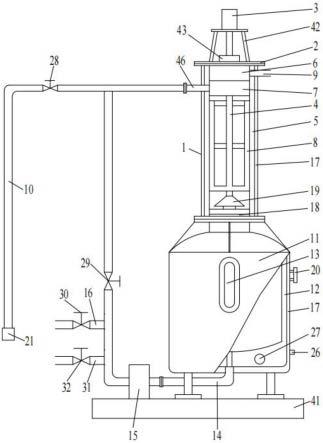
17.图2为本技术的储胶罐与输胶筒立体结构示意图;
18.图3为本技术的定位机构立体结构示意图;
19.图4为本技术的滑动支架立体结构示意图;
20.图5为本技术的喷胶筒剖面图;
21.图6为本技术的喷胶筒和喷胶头剖面图;
22.图7为本技术的主阀组件和扩圈组件立体结构示意图;
23.图8为本技术的h区放大图;
24.图9为本技术的扩圈组件立体结构示意图;
25.图10为本技术的导较环立体结构示意图;
26.图11为本技术的嘴片立体结构示意图。
27.其中,上述附图包括以下附图标记:1-安装底座,2-电动转盘,21-托盘,3-进料导轨,4-激光定位器,5-固定架,51-纵向电动滑块,52-第一电动推杆,53-固定板,531-限位滑杆,54-滑板,55-横向电动滑块,551-伸缩臂,6-次品导轨,61-次品机械吸盘,7-成品导轨,71-成品机械吸盘,8-储胶罐,81-输胶管,9-输胶筒,91-喷胶筒,92-喷胶头,10-嘴片,101-支撑片,102-卡槽,11-电加热圈,201-第二电动推杆,202-拉杆,203-塞头,2031-卡块,301-微型电机,302-第一直齿轮,303-第一轴套,304-丝杆,305-第二直齿轮,306-第二轴套,307-伸缩杆,308-端轴,309-弹簧件,310-连接杆,311-导较环。
具体实施方式
28.首先要指出,在不同描述的实施方式中,相同部件设有相同的附图标记或者说相同的构件名称,其中,在整个说明书中包含的公开内容能够按意义转用到具有相同的附图标记或者说相同的构件名称的相同部件上。在说明书中所选择的位置说明、例如上、下、侧向等等也参考直接描述的以及示出的附图并且在位置改变时按意义转用到新的位置上。
29.实施例
30.一种智能切换胶口的点胶机,如图1-图11所示,包括有主阀组件、扩圈组件、安装底座1、电动转盘2、进料导轨3、激光定位器4、固定架5、次品导轨6、成品导轨7、储胶罐8、输胶筒9和嘴片10;安装底座1的中部安装有电动转盘2;环绕电动转盘2的边沿螺栓连接有若干个托盘21;安装底座1的前侧安装有两个进料导轨3;安装底座1的右侧安装有两个激光定位器4;安装底座1的左侧安装有次品导轨6和成品导轨7,次品导轨6位于成品导轨7的后侧;次品导轨6上安装有次品机械吸盘61;成品导轨7上安装有成品机械吸盘71;安装底座1的后侧安装有两个固定架5;两个固定架5上各连接有一个定位机构;两个定位机构上各连接有一个输胶筒9;安装底座1的上表面安装有两个储胶罐8;两个储胶罐8分别通过输胶管81各接通一个输胶筒9;两个输胶筒9的下侧各接通有一个喷胶筒91;两个喷胶筒91的下侧各固接有一个喷胶头92;喷胶头92的内部安装有电加热圈11;环绕两个喷胶头92的内壁各固接有若干个嘴片10;每个嘴片10的下端均设置有一个向内上方翘起的倒勾结构;每个嘴片10的两侧各焊接有一个支撑片101,支撑片101的下端均紧贴嘴片10倒勾结构的下侧;两个喷胶筒91的内左侧各连接有一个主阀组件;两个主阀组件均连接嘴片10;两个喷胶筒91的内右侧各连接有一个扩圈组件;两个扩圈组件各连接一个主阀组件。
31.如图3和图4所示,定位机构包括有纵向电动滑块51、第一电动推杆52、固定板53、限位滑杆531、滑板54和横向电动滑块55;固定架5中部安装有纵向电动滑块51;固定架5的左侧和右侧各螺栓连接有一个第一电动推杆52;两个第一电动推杆52的伸缩端各螺栓连接有一个固定板53;两个固定板53的前侧和后侧各固接有一个限位滑杆531;四个限位滑杆531的下端均滑动连接固定架5;两个固定板53之间滑动连接有滑板54;滑板54与纵向电动滑块51之间滑动连接有横向电动滑块55;横向电动滑块55的前侧螺栓连接输胶筒9;横向电
动滑块55的中部设置有伸缩臂551结构。
32.如图6-图8所示,主阀组件包括有第二电动推杆201、拉杆202和塞头203;喷胶筒91的内左侧螺栓连接有第二电动推杆201;第二电动推杆201的伸缩端之间固接有拉杆202;拉杆202的下端固接有塞头203;塞头203紧贴同一个喷胶头92内的所有嘴片10的倒勾结构上端;塞头203连接扩圈组件。
33.如图10和图11所示,每个嘴片10的倒勾结构上端各开设有一个卡槽102结构;塞头203的下表面固接有若干个卡块2031;每个卡块2031各插接一个嘴片10的卡槽102结构;每个卡块2031紧贴卡槽102结构的一侧均设置为圆弧结构。
34.如图6-图9所示,扩圈组件包括有微型电机301、第一直齿轮302、第一轴套303、丝杆304、第二直齿轮305、第二轴套306、伸缩杆307、端轴308、弹簧件309、连接杆310和导较环311;喷胶筒91的内右侧螺栓连接有微型电机301;微型电机301的输出轴固接有第一直齿轮302;喷胶筒91的中部螺栓连接有第一轴套303;第一轴套303的内部滑动连接有丝杆304;丝杆304的上端固接有第二直齿轮305;第二直齿轮305与第一直齿轮302相啮合;喷胶筒91的下侧螺栓连接有第二轴套306;丝杆304的中部旋接第二轴套306;丝杆304的下端滑动连接有伸缩杆307;伸缩杆307的下端焊接有端轴308;伸缩杆307与端轴308之间固接有弹簧件309,弹簧件309套设在伸缩杆307的外表面;端轴308的下侧滑动连接塞头203;端轴308的下端固接有若干个连接杆310;所有连接杆310的下端之间固接有导较环311;导较环311设置为环形的锥形台结构。
35.在使用本智能切换胶口的点胶机时,首先外接的输送设备将处理物通过进料导轨3传送至电动转盘2的托盘21上,由电动转盘2带动托盘21上的处理物移动至激光定位器4下方,由激光定位器4对托盘21上的处理物的指定孔位进行判断,若托盘21上的处理物的指定孔位出现位置偏差,则说明处理物不符合点胶工序的条件,若托盘21上的处理物的指定孔位出现位置偏差在指定范围内,则说明处理物符合点胶工序的条件。
36.之后电动转盘2带动托盘21上的处理物移动至输胶筒9下,由输胶筒9对符合点胶工序条件的处理物进行点胶工作,随后电动转盘2带动托盘21上的处理物继续移动,当不符合点胶工序条件的处理物经过次品机械吸盘61时,由次品机械吸盘61将不符合点胶工序条件的处理物转移至次品导轨6上,并由外接的输送设备将次品导轨6上的不符合点胶工序条件的处理物转移至外设的次品回收中心处,当完成点胶处理的处理物经过成品机械吸盘71时,由成品机械吸盘71将完成点胶处理的处理物转移至成品导轨7上,并由外接的输送设备将成品导轨7上的完成点胶处理的处理物转移至下一处理设备中。
37.在输胶筒9对处理物进行点胶过程中,由纵向电动滑块51通过横向电动滑块55带动滑板54沿固定板53前后移动,改变输胶筒9的x轴位置,同时横向电动滑块55带动输胶筒9沿纵向电动滑块51移动,改变输胶筒9的y轴位置,同时第一电动推杆52通过固定板53带动横向电动滑块55上的伸缩臂551结构上下移动,改变输胶筒9的y轴位置,让输胶筒9下方所有嘴片10组成的喷胶嘴对齐处理物的点胶孔位,同时电加热圈11对嘴片10周围的胶液进行加热处理,避免胶液出现凝固现象。
38.在输胶筒9对处理物进行点胶过程中,储胶罐8通过输胶管81向输胶筒9内输送胶液,输胶筒9内的胶液沿喷胶筒91进入喷胶头92中,当需要对处理物中尺寸小的点胶孔位进行滴胶处理时,第二电动推杆201的伸缩端带动拉杆202拉动塞头203向上移动,让塞头203
离开喷胶嘴中部的出胶孔,开启滴胶模式,喷胶头92内的胶液从喷胶嘴的小尺寸出胶孔滴落在处理物的点胶孔位中,同时塞头203拉动端轴308带动导较环311向上升起至紧贴喷胶嘴的内侧壁,此时端轴308向上推动伸缩杆307,带动弹簧件309向上压缩,避免从出胶孔滴落的胶液粘附在喷胶嘴的内侧壁上,随后第二电动推杆201的伸缩端带动拉杆202及塞头203快速向下复位,同时被压缩的弹簧件309带动伸缩杆307和导较环311跟随塞头203向下复位,完成对处理物中尺寸小的点胶孔位的快速滴胶处理工作。
39.当需要对处理物中尺寸大的点胶孔位进行铺胶处理时,微型电机301的输出轴带动第一直齿轮302转动,第一直齿轮302啮合第二直齿轮305带动丝杆304转动,转动丝杆304沿静止的第二轴套306和第一轴套303向上升起,丝杆304拉动伸缩杆307带动端轴308、连接杆310和导较环311向上升起,让导较环311紧贴喷胶嘴的内侧壁,将嘴片10的倒勾结构上端挤压撑开,由于嘴片10的倒勾结构下侧被支撑片101卡住,仅有相邻的嘴片10的倒勾结构上端之间出现缝隙,开启铺胶模式,此时喷胶头92内的胶液从喷胶嘴中撑开的缝隙向下滴落至处理物的点胶孔位中部,并从点胶孔位中部向四周扩散,快速铺平在整个处理物的点胶孔位中,此时由于塞头203保持紧塞在喷胶嘴中部的出胶孔,胶液不会从喷胶嘴中部向下滴落,避免因中部滴胶过多,使向外摊平的胶液厚度不可控而出现溢胶现象,随后微型电机301的输出轴带动第一直齿轮302反向转动,让导较环311离开喷胶嘴,喷胶嘴恢复闭合状态停止滴胶,完成对处理物中尺寸大的点胶孔位的快速铺胶处理工作。
40.当需要对处理物中孔位较深的点胶孔位进行铺胶处理时,微型电机301的输出轴带动第一直齿轮302转动,导较环311紧贴喷胶嘴的内侧壁,将嘴片10的倒勾结构上端挤压撑开,同时第二电动推杆201的伸缩端带动拉杆202拉动塞头203向上移动,让塞头203离开喷胶嘴中部的出胶孔,开启灌胶模式,此时喷胶嘴的出现缝隙,并且喷胶嘴的中部不被堵塞,大量的胶液从喷胶嘴向下滴出,并迅速灌入处理物的点胶孔位中,加快滴胶速度,随后微型电机301的输出轴带动第一直齿轮302反向转动,导较环311离开喷胶嘴,塞头203回到喷胶嘴中部的出胶孔,喷胶嘴停止滴胶,完成对处理物中孔位较深的点胶孔位的快速灌胶处理工作。
41.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。