1.本实用新型涉及铜带退火技术领域,尤其涉及一种铜带连续退火系统。
背景技术:
2.铜带生产过程中,由于轧制出现加工硬化以及最终产品有软态的需求,需要采取中间软化退火和成品退火的工序,常规使用的是钟罩式光亮退火(多卷整体装炉)以及连续式退火-清洗(单卷展开式)两种工艺。钟罩式光亮退火由于其设备投资相对较小、占地面积小、易操作以及装炉量大、退火后表面光亮等优点,而被铜带生产厂家广泛使用。
3.目前利用钟罩式进行铜带退火工艺主要步骤为:先通过吊车将铜带放置在炉台上,然后再通过吊车将内罩将铜带密封盖在炉台上方,并将其固定锁紧,最后再通过吊车将外罩套在内罩上,外罩为加热罩,内罩为冷却罩,通过外罩高温加热对铜带进行退火处理,在一定温度下加热指定时间后,需要通过吊车将外罩提起,可通过冷却罩暴露在外界进行自然降温,也可通过水流对外罩进行降温,降温一定时间后,再通过吊车将内罩提起撤出即可。
4.传统方式通过吊车对退火炉的内外罩进行转移,在吊车转移时需要对内外罩进行固定和拆卸,并且在安装内外罩时需要不断对其进行定位,每个内罩和外罩的移动过程都需要人工操作吊车进行控制,工作劳动量较大,不仅费时费力效率低,而且通过吊车转移内外罩,容易发生晃动,存在一定的安全隐患。
技术实现要素:
5.本实用新型所要解决的技术问题,是针对上述存在的技术不足,提供了一种铜带连续退火系统,包括所述基座固定设置在机架底部,所述基座上方设置有回转平台,所述炉台在回转平台上方均匀分布有多个,所述铜带设置在炉台上,上下两铜带之间设置有支撑板,通过回转平台带动多个炉台旋转进行连续退火,在前方进行装卸料,在右侧自动盖上内罩,在后方自动盖上内罩并加热退火,在左侧进行冷却降温,实现连续自动化退火过程,代替传统方式通过吊车对单个内罩或外罩进行转移退火,不仅不连续工作,而且通过吊车来回对内罩和外罩进行转移,工作效率低。
6.为解决上述技术问题,本实用新型所采用的技术方案是:包括机架、铜带、内罩、外罩和回转式连续退火装置;所述机架下方设置有多组内罩,所述机架上方中间位置在长度方向上固定设置有横撑,所述横撑前后两侧分别构成换位区和加热区,所述外罩设置在加热区,所述回转式连续退火装置设置在机架下方,所述回转式连续退火装置包括基座和炉台,所述基座固定设置在机架底部,所述基座上方设置有回转平台,所述炉台在回转平台上方均匀分布有多个,所述铜带设置在炉台上,上下两铜带之间设置有支撑板,通过回转平台带动多个炉台旋转进行连续退火。
7.进一步优化本技术方案,所述的回转平台前侧设置在机架外部,机架前侧和回转平台前侧之间构成放料区,当炉台转动到最前侧位置时,对应炉台位于在机架外部的放料
区。
8.进一步优化本技术方案,所述的加热区上方在机架顶部固定设置有两组固定板,所述固定板上固定设置有第一丝杠升降机,所述第一丝杠升降机中部设置有第一螺杆,所述第一丝杠升降机上设置有第一伺服电机,用于驱动第一螺杆上下运动,所述外罩两侧底部固定设置有压板,所述第一螺杆底部固定设置在压板上,当炉台转动到最后侧位置时,对应炉台和外罩同心。
9.进一步优化本技术方案,所述的换位区前后两侧在机架上固定设置有导轨,所述导轨上方设置有导向板,所述导向板底部设置有滑块,所述滑块滑动连接在导轨上,所述导向板中部固定设置有第二丝杠升降机,所述第二丝杠升降机中部设置有第二螺杆,所述第二丝杠升降机左侧在导向板上设置有第二伺服电机,用于驱动第二螺杆上下运动,所述第二螺杆底部固定设置有托架,所述第二丝杠升降机前后两侧在导向板上设置有滑套,所述滑套中部贯穿滑动连接有导向杆,所述导向杆底部固定设置在托架上。
10.进一步优化本技术方案,所述的托架右侧设置有平叉,平叉右侧中部开口,开口左侧位置设置有弧形限位板。
11.进一步优化本技术方案,所述的内罩两侧下方设置有支撑杆,移动内罩时,平叉插到支撑杆下方,并且内罩位于平叉的开口内部,弧形限位板靠在内罩左侧。
12.进一步优化本技术方案,前侧的导轨下方在机架上设置有连接板,两连接板之间设置有同步带,所述同步带一侧固定设置有固定架,固定架另一端固定设置在导向板上,其中一连接板上固定设置有第三伺服电机,用于驱动同步带转动。
13.进一步优化本技术方案,所述的外罩内部顶端中间位置固定设置有套管,所述套管内部下方滑动连接有伸缩杆,所述伸缩杆顶部在套管内部设置有弹簧,所述伸缩杆底部设置有定位架,所述定位架底部设置有定位环,加热时,定位环压在内罩顶部。
14.与现有技术相比,本实用新型具有以下优点:
15.1、回转平台带动多个炉台旋转进行连续退火,在前方进行装卸料,在右侧自动盖上内罩,在后方自动盖上内罩并加热退火,在左侧进行冷却降温取罩,代替传统方式通过吊车对单个内罩或外罩进行转移退火,不连续工作,改进后工作效率大大提高。
16.2、在换位区设置导轨滑块机构和丝杠升降机构,可对换位区的内罩进行左右移动和上下移动,从而实现内罩的自动定位放置,以及冷却时内罩的自动取出过程。
17.3、在加热区设置丝杠升降机构带动外罩上下移动,当铜带运动到外罩下方时,可通过丝杠升降机构带动外罩压在对应炉台上,通过外罩进行加热。
18.4、外罩内部顶端设置定位架和弹簧等机构,在外罩下压同时,可通过定位环将内罩向下压紧固定,起到内罩压紧密封的作用。
19.5、通过丝杠升降机构、导轨滑块机构和同步带驱动机构,可驱动内罩和外罩进行移动,实现自动盖罩和取罩的过程,运动过程不仅平稳,而且无需人工操作,省时省力,安全系数较高。
附图说明
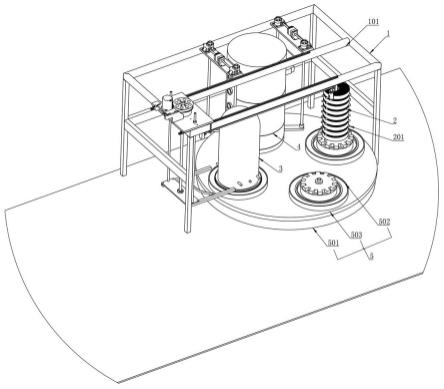
20.图1为一种铜带连续退火系统的整体结构示意图。
21.图2为一种铜带连续退火系统的工作区域分布示意图。
22.图3为自然冷却后内罩撤出过程示意图。
23.图4为内罩转移过程示意图。
24.图5为内罩盖在右侧炉台状态示意图。
25.图6为外罩提起状态示意图。
26.图7为移动内罩部位驱动机构局部放大图。
27.图8为外罩和内罩压紧状态示意图。
28.图9为外罩内部顶端向下压紧部位结构示意图。
29.图中:1、机架;101、横撑;2、铜带;201、支撑板;3、内罩;301、支撑杆;4、外罩;401、压板;402、套管;403、伸缩杆;404、弹簧;405、定位架;406、定位环;5、回转式连续退火装置;501、基座;502、炉台;503、回转平台;601、换位区;602、加热区;603、放料区;701、固定板;702、第一丝杠升降机;703、第一螺杆;704、第一伺服电机;801、导轨;802、导向板;803、滑块;804、第二丝杠升降机;805、第二螺杆;806、第二伺服电机;807、托架;808、滑套;809、导向杆;810、平叉;811、弧形限位板;901、连接板;902、同步带;903、固定架;904、第三伺服电机。
具体实施方式
30.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
31.具体实施方式一:结合图1-9所示,一种铜带连续退火系统其特征在于:包括机架1、铜带2、内罩3、外罩4和回转式连续退火装置5;所述机架1下方设置有多组内罩3,所述机架1上方中间位置在长度方向上固定设置有横撑101,所述横撑101前后两侧分别构成换位区601和加热区602,所述外罩4设置在加热区602,所述回转式连续退火装置5设置在机架1下方,所述回转式连续退火装置5包括基座501和炉台502,所述基座501固定设置在机架1底部,所述基座501上方设置有回转平台503,所述炉台502在回转平台503上方均匀分布有多个,所述铜带2设置在炉台502上,上下两铜带2之间设置有支撑板201,通过回转平台503带动多个炉台502旋转进行连续退火。
32.优选的,所述回转平台503前侧设置在机架1外部,机架1前侧和回转平台503前侧之间构成放料区603,当炉台502转动到最前侧位置时,对应炉台502位于在机架1外部的放料区603。
33.优选的,所述加热区602上方在机架1顶部固定设置有两组固定板701,所述固定板701上固定设置有第一丝杠升降机702,所述第一丝杠升降机702中部设置有第一螺杆703,所述第一丝杠升降机702上设置有第一伺服电机704,用于驱动第一螺杆703上下运动,所述外罩4两侧底部固定设置有压板401,所述第一螺杆703底部固定设置在压板401上,当炉台502转动到最后侧位置时,对应炉台502和外罩4同心。
34.优选的,所述换位区601前后两侧在机架1上固定设置有导轨801,所述导轨801上方设置有导向板802,所述导向板802底部设置有滑块803,所述滑块803滑动连接在导轨801上,所述导向板802中部固定设置有第二丝杠升降机804,所述第二丝杠升降机804中部设置
有第二螺杆805,所述第二丝杠升降机804左侧在导向板802上设置有第二伺服电机806,用于驱动第二螺杆805上下运动,所述第二螺杆805底部固定设置有托架807,所述第二丝杠升降机804前后两侧在导向板802上设置有滑套808,所述滑套808中部贯穿滑动连接有导向杆809,所述导向杆809底部固定设置在托架807上。
35.优选的,所述托架807右侧设置有平叉810,平叉810右侧中部开口,开口左侧位置设置有弧形限位板811。
36.优选的,所述内罩3两侧下方设置有支撑杆301,移动内罩3时,平叉810插到支撑杆301下方,并且内罩3位于平叉810的开口内部,弧形限位板811靠在内罩3左侧。
37.优选的,前侧的导轨801下方在机架1上设置有连接板901,两连接板901之间设置有同步带902,所述同步带902一侧固定设置有固定架903,固定架903另一端固定设置在导向板802上,其中一连接板901上固定设置有第三伺服电机904,用于驱动同步带902转动。
38.优选的,所述外罩4内部顶端中间位置固定设置有套管402,所述套管402内部下方滑动连接有伸缩杆403,所述伸缩杆403顶部在套管402内部设置有弹簧404,所述伸缩杆403底部设置有定位架405,所述定位架405底部设置有定位环406,加热时,定位环406压在内罩3顶部。
39.工作原理,结合图1-9所示:
40.在前侧上料过程:所述横撑101前后两侧分别构成换位区601和加热区602,所述外罩4设置在加热区602,所述回转平台503前侧设置在机架1外部,机架1前侧和回转平台503前侧之间构成放料区603,放料区603位于机架1前侧,为空置状态,可通过吊车将铜带2放置在回转平台503前侧的炉台502上,当前侧的炉台502放置好铜带2后,回转平台503转动,从而带动炉台502和铜带2一起转动,进入到换位区601右侧位置,在右侧将内罩3盖在右侧的炉台502上,也可通过吊车将已经退火完成后的铜带2撤出转移。
41.托架807移动过程:所述换位区601前后两侧在机架1上固定设置有导轨801,所述导轨801上方设置有导向板802,所述导向板802底部设置有滑块803,所述滑块803滑动连接在导轨801上,所述导向板802中部固定设置有第二丝杠升降机804,所述第二丝杠升降机804中部设置有第二螺杆805,所述第二丝杠升降机804左侧在导向板802上设置有第二伺服电机806,用于驱动第二螺杆805上下运动,所述第二螺杆805底部固定设置有托架807,所述第二丝杠升降机804前后两侧在导向板802上设置有滑套808,所述滑套808中部贯穿滑动连接有导向杆809,所述导向杆809底部固定设置在托架807上,当第二伺服电机806转动时会带动驱动第二螺杆805上下运动,从而带动托架807上下运动。
42.前侧的导轨801下方在机架1上设置有连接板901,两连接板901之间设置有同步带902,所述同步带902一侧固定设置有固定架903,固定架903另一端固定设置在导向板802上,其中一连接板901上固定设置有第三伺服电机904,用于驱动同步带902转动,当第三伺服电机904带动同步带902转动时,会通过固定架903带动导向板802一起左右移动,从而带动托架807左右移动。
43.通过第二伺服电机806和第三伺服电机904驱动带动托架807进行上下移动和左右移动。
44.内罩3在换位区601转移过程:所述托架807右侧设置有平叉810,平叉810右侧中部开口,开口左侧位置设置有弧形限位板811;所述内罩3两侧下方设置有支撑杆301,移动内
罩3时,平叉810插到支撑杆301下方,并且内罩3位于平叉810的开口内部,弧形限位板811靠在内罩3左侧,将托架807移动到内罩3左侧位置,然后将平叉810下降到内罩3的支撑杆301下方,然后平叉810向右侧运动,平叉810右侧的开口叉在内罩3上,平叉810左侧的弧形限位板811靠在内罩3上,然后平叉810上升,平叉810提起时会通过支撑杆301带动内罩3提起,在内罩3下表面高于顶部铜带2时,可通过平叉810左右移动对内罩3进行转移,当内罩3放置到指定位置时,平叉810继续下降,支撑杆301和平叉810脱离,平叉810继续向左侧运动,从而将平叉810从内罩3底部移出,当平叉810移出内罩3时,将平叉810移动到最高位置,此时不妨碍回转平台503转动。
45.外罩4升降过程:所述加热区602上方在机架1顶部固定设置有两组固定板701,所述固定板701上固定设置有第一丝杠升降机702,所述第一丝杠升降机702中部设置有第一螺杆703,所述第一丝杠升降机702上设置有第一伺服电机704,用于驱动第一螺杆703上下运动,所述外罩4两侧底部固定设置有压板401,所述第一螺杆703底部固定设置在压板401上,当炉台502转动到最后侧位置时,对应炉台502和外罩4同心,第一伺服电机704转动时会带动第一螺杆703上下运动,从而通过压板401带动外罩4一起竖直上下运动。
46.内罩3在外罩4内部定位压紧过程:所述外罩4内部顶端中间位置固定设置有套管402,所述套管402内部下方滑动连接有伸缩杆403,所述伸缩杆403顶部在套管402内部设置有弹簧404,所述伸缩杆403底部设置有定位架405,所述定位架405底部设置有定位环406,加热时,定位环406压在内罩3顶部,当外罩4向下运动时会带动套管402、伸缩杆403和定位架405一起向下运动,当外罩4下降到一定位置时,定位环406先和内罩3顶部面接触,外罩4继续向下运动,套管402继续向下运动,从而使得套管402内部的弹簧404压缩,在弹簧404弹力的作用下可将内罩3向下压紧,实现内罩3定位锁紧固定的效果。
47.退火流程:在前侧放料区603取料,然后在前侧炉台502上放置新的铜带2,后方加热区602的铜带2退火完毕后,外罩4提起,换位区601的内罩3盖在右侧炉台502,回转平台503转动,从而带动炉台502和对应的铜带2一起运动,前侧放置好的铜带2和炉台502转动到右侧,右侧盖好盖子的炉台502、内罩3和铜带2运动到后方的外罩4下方,后方的退火后的铜带2、内罩3和炉台502转动到左侧,左侧冷却后的铜带2和炉台502转动到前侧放料区603,在放料区603进行装卸料。
48.后方的外罩4下降,并通过内部的弹簧404和定位架405结构将内部的内罩3向下压紧定位密封,并将对应内罩3内部的铜带2进行加热退火,左侧盖有内罩3内部的铜带2进行降温处理,降温后,通过平叉810移动将左侧炉台502上的内罩3移动到右侧的炉台502上。
49.以四组炉台502为例,回转平台503每转动度进行流程,分别为装卸料
→
盖内罩3
→
盖外罩4(加热退火)
→
自然降温
→
装卸料,构成一个循环连续的退火过程。
50.综上所述,回转平台503带动多个炉台旋转进行连续退火,在前方进行装卸料,在右侧自动盖上内罩3,在后方自动盖上内罩3并加热退火,在左侧进行冷却降温取罩,代替传统方式通过吊车对单个内罩3或外罩4进行转移退火,不连续工作,改进后工作效率大大提高;通过丝杠升降机构、导轨801滑块803机构和同步带902驱动机构,可驱动内罩3和外罩4进行移动,实现自动盖罩和取罩的过程,运动过程不仅平稳,而且无需人工操作,省时省力,安全系数较高,并且通过三组伺服电机带动内罩3和外罩4运动,内罩3和外罩4运动精度较高,定位效果较好。
51.并且外罩4内部顶端设置定位架405和弹簧404等机构,在外罩4下压同时,可通过定位环406将内罩3向下压紧固定,起到内罩3压紧密封的作用,代替人工手动锁紧固定,整个内罩3和外罩4移动过程以及退火和散热实现了智能化自动控制,大大降低了劳动力。
52.本实用新型的控制方式是通过控制器来自动控制,控制器的控制电路通过本领域的技术人员简单编程即可实现,属于本领域的公知常识,并且本实用新型主要用来保护机械装置,所以本实用新型不再详细解释控制方式和电路连接。
53.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。