1.本发明属于増材制造的技术领域,具体涉及一种自组装关节硬组织与软组织一体化植入体及成形方法。
背景技术:
2.人工关节植入体可以代替关节的功能,对恢复患者的肢体功能、提高生活质量具有重要意义,是国内外骨科需求量最大的植入体材料之一。随着医学的发展,人们对人工关节的性能要求越来越高,关节处骨骼由松质骨、密质骨、关节软骨组成,以往的关节制造未将三者区分开来,生产出来的关节与人体本身关节的力学性能相差较大,植入后可能产生应力屏蔽效应,患者术后出现骨骼萎缩或骨质疏松等问题。若将关节结构分开打印,当前还没有一种稳定可靠的装配方式。
3.现今使用的人工关节植入体多是由生物惰性的金属材料或陶瓷制成,材料生物活性差,不能与骨骼有良好的生物相容性,植入后易松动,导致关节植入体在初始固定位及远期疗效上难以满足临床的应用要求。
技术实现要素:
4.本发明的主要目的在于克服现有技术在人工关节制备上的缺点与不足,提供一种关节自组装硬组织与软组织一体化植入体及成形方法,通过采用分开打印软组织与硬组织两种结构,通过过盈配合与摩擦完成二者的自组装,以达到关节硬组织与软组织同时植入的目的。
5.为了达到上述目的,本发明采用以下技术方案:
6.本发明的一个方面,提供了一种自组装关节硬组织与软组织一体化植入体,包括硬组织结构以及软组织结构;
7.所述硬组织结构通过生物相容金属材料打印成形,其外层为致密硬组织结构,内部为疏松多孔硬组织结构;
8.所述软组织结构通过生物凝胶材料打印成形,其上层为质软软组织结构,其下层为质硬软组织结构;
9.所述硬组织结构的致密硬组织结构,与软组织结构的下层的质硬软组织结构的表面分别设有三维锯齿结构,相互啮合实现一体化组装。
10.作为优选的技术方案,所述硬组织结构的生物相容金属材料为纯钛、钛合金或钛坦合金。
11.作为优选的技术方案,所述硬组织结构的表面经过改性处理,具体包括空气等离子体氧化处理,以及甲基丙烯酸三甲氧基丙酯溶液浸泡处理。
12.作为优选的技术方案,在对硬组织整体进行表面改性处理后,组装前的硬组织结构的三维锯齿结构上涂覆有水凝胶,组装后的一体化植入体的整体涂覆有光敏水凝胶并进行照射紫外线处理。
13.作为优选的技术方案,所述疏松多孔硬组织结构为双向梯度变化结构,整体孔径范围在200μm~1500μm之间,根据实际需求采用不同的晶格结构进行多孔设计;在竖直方向上,孔隙率由大变小;在水平方向上,孔隙率由外至内逐渐变大,外部的孔隙率由致密结构逐渐过渡到3~30%的孔隙率;内部的孔隙率过渡范围为30~80%。
14.作为优选的技术方案,所述软组织结构的生物凝胶材料由羟基磷灰石、干细胞以及水凝胶混合得到。
15.作为优选的技术方案,所述质硬软组织结构的羟基磷灰石的质量浓度为8%,水凝胶质量浓度为20%,干细胞浓度为1.2
×
10
6-1.9
×
107ml-1
;所述质软软组织结构的羟基磷灰石质量浓度为4%,水凝胶质量浓度为10%,干细胞浓度为1.2
×
10
6-1.9
×
107ml-1
。
16.作为优选的技术方案,所述质硬软组织结构的三维锯齿结构的锯齿面整体水平尺寸大于致密硬组织结构的三维锯齿结构的锯齿面整体水平尺寸,用于通过质硬软组织结构的弹性形变实现二者过盈配合。
17.本发明的另一个方面,提供了一种自组装关节硬组织与软组织一体化植入体成形方法,应用于上述的一种自组装关节硬组织与软组织一体化植入体,包括下述步骤:
18.使用医学影像设备获得患处组织切片图像,将切片图片导入医学图像处理软件进行处理,处理后获得患处的三维模型;
19.根据获得的三维模型进行正逆向建模,得出需要植入的关节硬组织与软组织外形尺寸的三维模型;
20.进行多孔设计及拓扑优化设计,得到所需的双向变梯度多孔结构及致密外壁,将所述双向变梯度多孔结构及致密外壁与需要植入的硬组织三维模型进行布尔运算,得到需要植入的硬组织结构的三维模型;
21.分别在硬组织结构与软组织结构的三维模型中添加三维锯齿结构;
22.将硬组织结构与软组织结构的三维模型分别导入切片软件中生成切片文件;
23.将软组织结构切片文件导入多材料生物打印设备上位机软件中,并在上位机软件中设定质硬软组织结构与质软软组织结构相应的打印参数,在多材料生物打印设备中添加质硬软组织结构与质软软组织结构相对应的生物凝胶材料并启动打印设备打印成形出软组织结构;
24.将硬组织结构切片文件导入3d打印设备中,设定相应的打印参数,启动打印设备打印成形出硬组织结构;
25.对打印成形的硬组织结构进行表面改性处理,并将其浸泡于连接剂溶液中,使其表面充分附着连接剂;
26.对打印成形的硬组织结构的三维锯齿结构部分涂覆光敏水凝胶后,利用三维锯齿结构进行软硬组织的组装,照射紫外灯固化;
27.对整体结构表面涂覆光敏水凝胶,照射紫外灯固化,得到最终的植入体。
28.作为优选的技术方案,所述对打印成形的硬组织结构进行表面改性处理,具体为:
29.对表面进行空气等离子体处理进行氧化;
30.将氧化后的植入体浸泡在2%v/v的甲基丙烯酸三甲氧基丙酯溶液中,溶液温度为37℃,浸泡时间为2小时;
31.用乙醇和去离子水进行冲洗;
32.用氮气对冲洗完的硬组织结构进行干燥。
33.本发明与现有技术相比,具有如下优点和有益效果:
34.(1)本发明所打印成形的硬组织结构整体采用具有优越生物性能的材料,且采用双向渐变多孔结构,性能接近人骨结构,可以加快骨组织的愈合;所打印成形的软组织结构由羟基磷灰石、干细胞以及水凝胶混合而成的生物凝胶材料打印成形,质硬软组织结构整体性能接近软骨下骨结构,质软软组织结构整体性能接近软骨结构,实现了软骨的仿生化。硬组织结构与软组织结构均选用生物性能优越的材料,可促进术后恢复,降低术后发生不良反应的可能性。
35.(2)本发明所打印成形的硬组织结构与软组织结构表面分别设有相对应的锯齿结构,软组织的锯齿结构略大于硬组织的锯齿结构,且软组织使用生物凝胶材料打印成形后具有一定弹性形变能力,通过二者的过盈配合与齿面间的摩擦实现自组装的目的,提高了装配的稳定性与可靠性,并很大程度上简化了模型的复杂程度,并实现术中关节硬组织与软组织植入的同时植入,简化了手术步骤缩短了手术时长。
36.(3)本发明对所打印成形的硬组织结构进行表面改性后使其于连接剂充分结合,可提高水凝胶在其上的附着能力,进一步提高了软硬组织相结合的稳定性与可靠性。
37.(4)本发明所打印成形的一体化植入体通过分开打印软组织与硬组织而后装配的方式,两种组织的生产与加工可以同步进行,极大程度上缩短了加工时长,提高了生产效率。
38.(5)本发明所打印成形的致密硬组织结构为完全致密的实心结构,以保证摩擦装配时的可靠性,降低了植入后松动与脱落的风险。
39.(6)本发明所打印成形硬组织结构与软组织结构组装完成后,对整体涂覆水凝胶,可起到进一步强化组装效果与提高整体生物相容性的作用。
40.(7)本发明所打印成形的一体化植入体通过拓扑优化设计与个性化设计,可根据患者的不同年龄与植入部位、对植入体进行拓扑优化设计,根据需求选择不同的面心立方、体心立方结构等进行多孔填充,提高了植入体的匹配度,有利于关节的恢复。
41.(8)本发明的硬组织结构采用多孔设计,起到了减重的效果,并为骨细胞的生长与繁殖提供空间,可促进入体后与原生骨的整合,进一步降低松动的风险。
附图说明
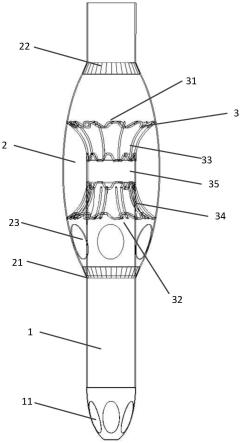
42.图1是本发明的关节硬组织与软组织一体化植入结构的组装前示意图;
43.图2是本发明的关节硬组织与软组织一体化植入结构的组装后示意图;
44.附图标号说明:1-质硬软组织结构;2-软组织三维锯齿结构;3-致密硬组织结构;4-质软软组织结构;5-硬组织三维锯齿结构;6-疏松多孔硬组织结构。
具体实施方式
45.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
46.实施例
47.如图1、图2所示,本实施例提供了一种自组装关节硬组织与软组织一体化植入体,包括硬组织结构以及软组织结构;
48.(1)所述硬组织结构通过生物相容金属材料打印成形,其外层为内部完全致密的实心的致密硬组织结构3,内部为疏松多孔硬组织结构6,模拟人骨的皮质骨与松质骨结构;所述硬组织结构的致密硬组织结构上设有硬组织三维锯齿结构5;
49.进一步的,所述硬组织结构的生物相容金属材料为钛合金或peek。
50.进一步的,所述硬组织结构的表面经过改性处理,具体包括空气等离子体氧化处理,以及甲基丙烯酸三甲氧基丙酯溶液浸泡处理。
51.在对硬组织整体进行表面改性处理后,组装前的硬组织三维锯齿结构5上涂覆有水凝胶,组装后的一体化植入体的整体涂覆有光敏水凝胶并进行照射紫外线处理。
52.进一步的,所述疏松多孔硬组织结构6为双向梯度变化结构,整体孔径范围在200μm~1500μm之间,根据实际需求采用不同的晶格结构进行多孔设计;在竖直方向上,孔隙率由大变小,以实现结构的轻量化;在水平方向上,孔隙率由外至内逐渐变大,外部的孔隙率由致密结构逐渐过渡到3~30%的孔隙率,以模拟自然骨的皮质骨结构;内部的孔隙率过渡范围为30~80%,以模拟自然骨的松质骨结构。
53.(2)所述软组织结构通过由羟基磷灰石、干细胞以及水凝胶混合而成的生物凝胶材料打印成形,其上层为质软软组织结构4,其下层为质硬软组织结构1;质硬软组织结构1整体性能接近软骨下骨结构,质软软组织结构4整体性能接近软骨结构。
54.进一步的,所述质硬软组织结构1中羟基磷灰石含量高于质软软组织结构4,
55.所述质硬软组织结构1的羟基磷灰石的质量浓度为8%,水凝胶质量浓度为20%,干细胞浓度为1.2
×
10
6-1.9
×
107ml-1
;所述质软软组织结构4的羟基磷灰石质量浓度为4%,水凝胶质量浓度为10%,干细胞浓度为1.2
×
10
6-1.9
×
107ml-1
。疏松结构的羟基磷灰石比例下降以降低结构的强度,可实现组装时接触面结构的变形。材料成分的梯度变化可以实现软骨组织成分的稳定过度并降低界面的不稳定性。
56.(3)所述硬组织结构的致密硬组织结构3,与软组织结构的下层的质硬软组织结构1的表面分别设有三维锯齿结构,其中软组织结构使用生物凝胶材料打印成形后具有一定弹性形变能力,所述软组织三维锯齿结构2的锯齿面整体水平尺寸稍大于硬组织三维锯齿结构5的锯齿面整体水平尺寸(在本实施例中软组织三维锯齿结构2的的锯齿面整体水平尺寸为硬组织三维锯齿结构5的锯齿面整体水平尺寸的1.1倍),用于通过质硬软组织结构1的弹性形变实现二者过盈配合,达到增强摩擦固定的效果,相互啮合实现一体化组装。
57.所述一体化植入体整体结构根据患者自身骨损伤的组织结构进行个性化设计,通过拓扑优化得到多孔硬组织的结构。
58.在本技术的另一个实施例中,提供了一种自组装关节硬组织与软组织一体化植入体成形方法,可用于制造上述实施例的一种自组装关节硬组织与软组织一体化植入体,包括下述步骤:
59.s1、使用医学影像设备获得患处组织切片图像,将切片图片导入医学图像处理软件mimics进行处理,处理后获得患处的三维模型;
60.s2、根据获得的三维模型,通过cad软件或ug nx软件进行正逆向建模,得出需要植
入的关节硬组织与软组织外形尺寸的三维模型;
61.s3、使用cad软件进行多孔设计及拓扑优化设计,得到所需的双向变梯度多孔结构及致密外壁,将所述双向变梯度多孔结构及致密外壁与需要植入的硬组织三维模型进行布尔运算,得到需要植入的硬组织结构的三维模型;
62.s4、使用cad软件分别在硬组织结构与软组织结构的三维模型中添加三维锯齿结构;
63.s5、将硬组织结构与软组织结构的三维模型分别导入切片软件中生成切片文件;
64.s6、将软组织结构切片文件导入多材料生物打印设备上位机软件中,并在上位机软件中设定质硬软组织结构1与质软软组织结构4相应的打印参数,在多材料生物打印设备中添加质硬软组织结构1与质软软组织结构4相对应的生物凝胶材料并启动打印设备打印成形出软组织结构;
65.s7、将硬组织结构切片文件导入金属激光3d打印设备中,设定相应的打印参数,启动打印设备打印成形出硬组织结构;
66.s8、对打印成形的硬组织结构进行表面改性处理,并将其浸泡于连接剂溶液中,使其表面充分附着连接剂;
67.进一步的,所述对打印成形的硬组织结构进行表面改性处理,具体为:
68.对表面进行空气等离子体处理进行氧化;
69.将氧化后的植入体浸泡在2%v/v的甲基丙烯酸三甲氧基丙酯溶液(tmspma)中,溶液温度为37℃,浸泡时间为2小时;
70.用乙醇和去离子水进行冲洗;
71.用氮气对冲洗完的硬组织结构进行干燥。
72.s9、对打印成形的硬组织结构的三维锯齿结构部分涂覆光敏水凝胶后,利用三维锯齿结构进行软硬组织的组装,照射紫外灯30秒进行固化;
73.s10、对整体结构表面涂覆光敏水凝胶,照射紫外灯30秒进行固化,得到最终的植入体。
74.应当理解,在本说明书中,诸如术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
75.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。