1.本发明涉及一种红豆绒柔软功能面料及其加工工艺。
背景技术:
2.磨毛加工后的织物与皮肤接触的触感柔和,与起绒加工有相近之处,但磨毛后的织物与皮肤接触无瘙痒感,且纤维经剧烈摩擦后,刚性变弱,可作贴身服装,而绒毛往往刚性强,对肌肤有刺激作用,且两者在外观和风格上也有较大差异。磨毛或者说磨绒处理的原理是:砂皮上的磨粒与织物紧密接触,拉出并割断纤维,再磨成绒。公开号为cn103966745b的专利,涉及一种红豆绒面料及其生产方法,包括原料的选择与成纱、上机编织、染色、染色后面料处理、平幅烘干整理、磨绒处理、柔软处理、拉幅整理定型,使用本发明的工艺方法生产的红豆绒面料,90%绒毛长度为0.3mm~0.6mm,绒面平均密度为100根/cm2。其采用先染后磨的工艺处理方式,容易产生色差问题以及白芯问题。另外,现有的磨绒处理面料,其磨绒用的磨毛设备虽然发展迅速,比如市面上目前就有卧式磨毛整理机、立式磨毛整理机、行星式磨绒机等,但在面料磨毛前或磨毛后的存放工作中,目前都是采用直接堆置,而面料堆置受重力的原因,表面产生了凹凸不平的经纬向压皱印;现有技术包括公开号为cn103966745b的专利中均未见解决这一问题的有效方法。
技术实现要素:
3.本发明的目的在于,克服现有技术中存在的缺陷,提供一种红豆绒柔软功能面料,制得的红豆绒面料厚厚柔柔,染色均匀;本发明可以避免磨毛前后的面料表面的压皱印并减少面料磨毛时磨破洞的情况。
4.为实现上述目的,本发明的技术方案是设计一种红豆绒柔软功能面料,红豆绒柔软功能面料采用三组纱线编织而成,三组纱线包括50n公支的膨体腈纶纱线、支数为32s~40s英支的精梳棉纱线及支数为40s英支的丙纶与精梳棉的混纺纱;纱线捻系数为325~330;混纺纱中的丙纶纤维与精梳棉纤维的质量比为2:8~8:2。纤维经剧烈摩擦后,刚性变弱,可作贴身服装,对肌肤无刺激作用;而采用本身就轻柔舒适、保温性优良的膨体腈纶,再结合磨毛处理,制得的红豆绒面料厚厚柔柔,手感舒适。
5.本发明还提供的技术方案是,加工红豆绒柔软功能面料的工艺,包括如下依次进行的工艺步骤:原料准备,将纤维原料纺成纱线,将纱线编织成面料,对面料磨绒处理,磨绒处理后染色处理,然后进行染色后处理,最后进行平幅烘干处理。用先磨后染工艺,可以避免中、深色织物磨毛前后色差大的问题,可以达到绒面丰满、染色均匀的效果。
6.进一步的技术方案是,在磨绒处理工序中,采用卧式磨毛整理机对面料进行磨绒处理;在所述编织工序与磨绒处理工序之间以及在所述平幅烘干处理工序之后还设有堆置存放工序,堆置存放工序中采用堆置机对编织成的面料堆置存放。目前由于堆放时间长或半成品折皱会出现压折,以及其他原因导致产生折子,现有的解决措施是后续需要拉幅回修。采用本发明中的堆置机不仅可以避免压皱印,还可以解决这一问题而无需拉幅回修。另
外,还可以避免磨绒处理时磨破洞的问题,因为磨破洞的出现有时是由于进布时布打折或布面有压皱印,有了本堆置机的设置,可以避免压皱印,所以可以减少磨破洞的情况。
7.进一步的技术方案为,卧式磨毛整理机上贴覆设有深色标识贴;染色处理所用的染色设备上也贴覆设有深色标识贴。磨毛机上贴覆深色标识贴以用于表示用于中深色织物的磨绒处理用;在后续的染色设备上也贴覆相应标识以用于表示磨毛后染色,先磨绒处理再染色处理既可解决色差问题又能解决白芯问题。对中、深色的织物,磨毛前后色差较大,因此适用于先磨后染工艺,这样可以达到绒面丰满、染色均匀的最佳效果。
8.进一步的技术方案为,原料包括膨体腈纶、精梳棉及丙纶,所述编织工序中采用机号为e16的双面针织圆纬机将纱线编织成面料。
9.进一步的技术方案为,堆置机包括呈矩形壳体的机体,机体内设置若干排面料托辊,每排设有两个面料托辊;机体上设有若干个排风通气扇;沿面料进料方向的最后一个面料托辊为主动辊,主动辊的辊轴通过联轴器与减速机的输出轴相连,减速机与驱动电机相连。各排面料托辊由上至下依次设置或由左至右依次设置,也即面料托辊由上至下设有若干行或由左至右设有若干列,而每排面料托辊要么横向水平设置,要么纵向设置。排风通气扇的设置可以避免各排面料托辊之间依次绕设面料后面料之间不通风的问题,排风通气扇横向吹气加强各排面料托辊之间的面料间的通风。主动辊的设置使得本堆置机可以实现主动收卷而避免现有技术中直接堆置而产生的压皱印等一些列问题。并非只采用主动辊(也即收卷辊)而是采用堆置机的方式,可以更短的时间实现面料的堆置存放(因为有部分面料是搭在面料托辊或辅助辊上,所以无需全部收卷在主动辊上,因此时间更短);另外,还可以使用正反转电机作为驱动电机,这样在堆置存放后,隔一段时间驱动电机反转,再配合主动压辊反转,实现部分收卷在主动辊上的面料放卷出一部分,这样避免堆置存放后位于本堆置机机体内的面料始终是那几处抵靠在面料托辊上,减少部分面料区域始终抵靠面料托辊;为更好实现本方案,可以将靠近面料进口处的面料托辊的辊轴也通过联轴器与一减速机相连,此减速机再与另一驱动电机(这一驱动电机也为正反转电机)相连以实现。
10.进一步的技术方案为,机体为框架结构,排风通气扇固定设置在框架结构的机体上;机体下半部分设有面料进料口,编织成的面料依次绕设过面料托辊后收卷在主动辊上。框架结构的机体使得绕设在面料托辊上的面料的通风性更好,避免存在在较为密闭的机体内。面料进料口设置在机体下半部分便于工人操作。
11.进一步的技术方案为,每排面料托辊横向设置或纵向设置。每排面料托辊优选为纵向设置,这样工人在初始操作使得面料绕设到主动辊时不用登高攀爬,安全性更佳,不足之处是占据较多的车间横向空间。
12.进一步的技术方案为,机体内靠近面料进料口处的面料托辊的对面设有与此面料托辊成对设置的主动压辊。主动压辊的设置可以在主动辊动作一段时间后停止主动辊动作而使得主动压辊动作,这样可以使得面料在相邻的面料托辊之间有些许下垂(或者说“耷拉”)的状态,一是可以增加机体的存放面料量,二是可以避免存放堆置在本堆置机内的面料始终处于张力状态;这样设计后既避免了现有技术中直接堆置带来的压皱印,又避免采用本方案后面料始终处于张力状态而损伤面料。
13.进一步的技术方案为,卧式磨毛整理机其面料进给速度为5~30m/min,卧式磨毛整理机中的磨毛辊转速为950r/min或1200r/min或1600r/min。磨毛机中的磨毛辊的转速为
有级调速,共三级也即三个档位。
14.本发明的优点和有益效果在于:纤维经剧烈摩擦后,刚性变弱,可作贴身服装,对肌肤无刺激作用;而采用本身就轻柔舒适、保温性优良的膨体腈纶,再结合磨毛处理,制得的红豆绒面料厚厚柔柔,手感舒适。用先磨后染工艺,可以避免中、深色织物磨毛前后色差大的问题,可以达到绒面丰满、染色均匀的效果。本发明可以避免磨毛前后的面料表面的压皱印并减少面料磨毛时磨破洞的情况。
15.采用本发明中的堆置机不仅可以避免压皱印,还可以解决面料表面产生折子这一问题而无需拉幅回修。另外,还可以避免磨绒处理时磨破洞的问题,因为磨破洞的出现有时是由于进布时布打折或布面有压皱印,有了本堆置机的设置,可以避免压皱印,所以可以减少磨破洞的情况。
16.磨毛机上贴覆深色标识贴以用于表示用于中深色织物的磨绒处理用;在后续的染色设备上也贴覆相应标识以用于表示磨毛后染色,先磨绒处理再染色处理既可解决色差问题又能解决白芯问题。对中、深色的织物,磨毛前后色差较大,因此适用于先磨后染工艺,这样可以达到绒面丰满、染色均匀的最佳效果。
17.各排面料托辊由上至下依次设置或由左至右依次设置,也即面料托辊由上至下设有若干行或由左至右设有若干列,而每排面料托辊要么横向水平设置,要么纵向设置。排风通气扇的设置可以避免各排面料托辊之间依次绕设面料后面料之间不通风的问题,排风通气扇横向吹气加强各排面料托辊之间的面料间的通风。主动辊的设置使得本堆置机可以实现主动收卷而避免现有技术中直接堆置而产生的压皱印等一些列问题。
18.框架结构的机体使得绕设在面料托辊上的面料的通风性更好,避免存在在较为密闭的机体内。面料进料口设置在机体下半部分便于工人操作。
19.每排面料托辊优选为纵向设置,这样工人在初始操作使得面料绕设到主动辊时不用登高攀爬,安全性更佳,不足之处是占据较多的车间横向空间。
20.主动压辊的设置既避免了现有技术中直接堆置带来的压皱印,又避免采用本方案后面料始终处于张力状态而损伤面料。
附图说明
21.图1是本发明一种红豆绒柔软功能面料涉及的堆置机的示意图;
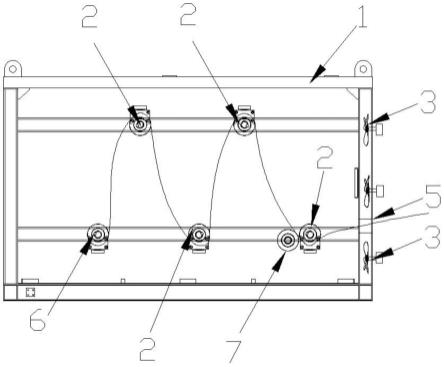
22.图2是图1的俯视图;
23.图3是图1中主动辊的原理图。
24.图中:1、机体;2、面料托辊;3、排风通气扇;4、驱动电机;5、面料进料口;6、主动辊;7、主动压辊。
具体实施方式
25.下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
26.如图1至图3所示(为便于图示,图1未示出驱动电机及减速机;且在图1中,为便于示出面料托辊,虽然面料托辊被框架结构的机体一部分遮挡,图1中仍然示出了面料托辊),本发明是一种红豆绒柔软功能面料,红豆绒柔软功能面料采用三组纱线编织而成,三组纱
线包括50n公支的膨体腈纶纱线、支数为32s~40s英支的精梳棉纱线及支数为40s英支的丙纶与精梳棉的混纺纱;纱线捻系数为325~330;混纺纱中的丙纶纤维与精梳棉纤维的质量比为2:8~8:2。
27.加工红豆绒柔软功能面料的工艺,包括如下依次进行的工艺步骤:原料准备,将纤维原料纺成纱线,将纱线编织成面料,对面料磨绒处理,磨绒处理后染色处理,然后进行染色后处理,最后进行平幅烘干处理。在磨绒处理工序中,采用卧式磨毛整理机对面料进行磨绒处理;在所述编织工序与磨绒处理工序之间以及在所述平幅烘干处理工序之后还设有堆置存放工序,堆置存放工序中采用堆置机对编织成的面料堆置存放。卧式磨毛整理机上贴覆设有深色标识贴;染色处理所用的染色设备上也贴覆设有深色标识贴。卧式磨毛整理机上还贴覆设有文字标识贴,在所述染色处理工序中通过面料染色设备对面料染色处理;染色设备上贴覆设有文字标贴层;而卧式磨毛整理机及染色设备上的文字标贴层中的文字不同,卧式磨毛整理机上文字标贴层中的文字为“先”,染色设备上上文字标贴层中的文字为“后”,用于提示工人对面料先磨后染。配合深色标识贴表示是对中深色织物才是先磨后染处理。原料包括膨体腈纶、精梳棉及丙纶,所述编织工序中采用机号为e16的双面针织圆纬机将纱线编织成面料。
28.堆置机包括呈矩形壳体的机体1,机体1内设置由上至下依次设置的若干排面料托辊2,每排设有两个面料托辊2;机体1上设有若干个排风通气扇3;沿面料进料方向的最后一个面料托辊2为主动辊6,主动辊6的辊轴通过联轴器与减速机的输出轴相连,减速机与驱动电机4相连。机体1为框架结构,排风通气扇3固定设置在框架结构的机体1上;机体1下半部分设有面料进料口5,编织成的面料依次绕设过面料托辊2后收卷在主动辊6上。每排面料托辊2纵向设置。机体1内靠近面料进料口5处的面料托辊2的对面设有与此面料托辊2成对设置的主动压辊7。卧式磨毛整理机其面料进给速度为5~30m/min,卧式磨毛整理机中的磨毛辊转速为950r/min或1200r/min或1600r/min。还可以在机体内设置辅助辊,辅助辊转动设置在一对滑块上,此一对滑块滑动设置在框架结构的机体上(准确地说,是框架结构机体的一根横杆上设有用于滑块滑动的滑槽),滑块的滑动方向取悦于面料托辊的设置方向,由于本实施例中每排面料托辊纵向设置,所以滑块滑动方向为水平横向。
29.工作原理如下:
30.针对磨毛前后磨毛后需要堆置或暂时堆置存放的面料,通过人工将面料从进料口引入后依次绕设过纵向设置的各排面料托辊后卷绕一部分在主动辊上,然后驱动电机动作以使得面料逐渐收卷在主动辊上,由于机体长度较长,使得存放在本堆置机内的面料有很多位于各排面料托辊上,为保证面料进料口一侧也即机体外的面料端部拖到车间地面可以在机体外侧设置一个托辊。在堆置存放后,隔一段时间驱动电机反转,再配合主动压辊反转,实现部分收卷在主动辊上的面料放卷出一部分,这样避免堆置存放后位于本堆置机机体内的面料始终是那几处抵靠在面料托辊上,减少部分面料区域始终抵靠面料托辊;为更好实现本方案,可以将靠近面料进口处的面料托辊的辊轴也通过联轴器与一减速机相连,此减速机再与另一驱动电机(这一驱动电机也为正反转电机)相连以实现。由于主动压辊动作时面料有些下垂,所以在主动压辊动作的同时辅助辊压向面料使得下垂的面料搭靠在辅助辊上,这样设置后既避免面料一直处于张力状态,又避免下垂的面料接触到机体下底面。
31.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人
员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。