1.本发明涉及舒软绒感纱技术领域,具体为一种舒软绒感纱加工工艺及加工设备。
背景技术:
2.舒软绒感纱采用2根多孔高f涤纶长丝为原料,在双丝道加弹机上经拉伸和变形工艺后加工而成,所织成的布面平整厚实,具有绵柔感,极具肌肤亲和力,经后道染色布面着色均匀,深受消费者的喜爱,在对舒软绒感纱进行加工时,需要将两股涤纶长丝合股成1根,后经下热箱热定型后在卷绕装置上卷绕成形,定长后下卷绕装置成为成品纱。
3.然而传统舒软绒感纱加工设备无法很好的对下热箱内的温度进行控制,导致涤纶长丝在下热箱内定型时,易因温度过高而发生熔断,从而无法对涤纶长丝快速收卷成型,极大的提高了舒软绒感纱的次品率,会给工厂带来很大的经济损失,为此,提出一种舒软绒感纱加工工艺及加工设备。
技术实现要素:
4.本发明的目的在于提供一种舒软绒感纱加工工艺及加工设备,以解决上述背景技术中提出的传统舒软绒感纱加工设备无法很好的对下热箱内的温度进行控制,易使涤纶长丝因温度过高而熔断的问题。
5.为实现上述目的,本发明提供如下技术方案:一种舒软绒感纱加工设备,包括下热箱,所述下热箱内横向贯穿有涤纶长丝本体,所述下热箱背面的四周均连通有加热管,所述加热管的一端连通有连通方盒,所述下热箱背面的底部固定连接有加热器,所述加热器的出气端连通有通气管且通气管的一端连通在连通方盒上,所述下热箱内腔两侧的顶部均设置有可对下热箱内温度实时监测的温度传感器,所述下热箱的顶部和底部均固定连接有定位支架,所述下热箱内设置有可对温度进行调节的辅助调温机构。
6.优选的,所述辅助调温机构包括沿前后方向嵌设在定位支架内的气缸和电机与沿上下方向对称转动装设在下热箱内的两组环形齿板,所述气缸的活塞杆固定连接有空心管,所述空心管相互靠近的一端贯穿至下热箱内并连通有空心筒,所述空心筒的表面通过密封轴承转动连接有圆环,所述圆环的四周均转动连接有驱动板,所述电机的输出端固定连接有定位轴,所述定位轴相互靠近的一端贯穿至下热箱内并固定连接有与环形齿板相互啮合的齿轮,所述环形齿板相互靠近的四周均转动装设有活动板且驱动板的一端转动装设在活动板上,所述活动板远离环形齿板的一侧固定连接有空心块,所述空心块的两侧均连通有出气筒,所述下热箱顶部和底部的右侧均固定连接有小型制冷机,所述小型制冷机的出气端连通有第一软管且第一软管的一端连通在空心管上,所述空心筒的底部通过密封轴承转动连接有连通架,所述连通架的四周均连通有第二软管,所述第二软管的一端连通有弯管且弯管的一端连通在空心块上。
7.优选的,所述环形齿板的表面开设有环形槽,且环形槽内转动装设有辅助环,所述辅助环远离环形齿板的一侧环形固定连接有多组支架且支架的一端固定连接在下热箱内
腔的顶部和底部。
8.优选的,所述出气筒内设置有风扇,所述出气筒呈倾斜状结构。
9.优选的,所述下热箱顶部和底部的四周均连通有排气管,所述排气管上设置有电磁阀。
10.优选的,所述环形齿板相互靠近的四周均固定连接有斜拉杆,且斜拉杆的一端固定连接在连通架上。
11.优选的,所述空心管上滑动设置有密封环,且密封环相互靠近的一侧嵌设在下热箱的顶部和底部。
12.一种舒软绒感纱的加工工艺,包括如下步骤:
13.步骤一、选择2根266dtex/288f的poy涤纶长丝为原料,并将2根涤纶长丝同时经加弹机上热箱加温至玻璃化状态,加弹生产工艺拉伸比设定为1.68,且上热箱温度设定为185℃,同时在一罗拉和二罗拉的速度差下进行热拉伸,热拉伸后,2根涤纶长丝同时进入2个假捻器,假捻工艺采用叠盘式摩擦假捻器,摩擦盘片选用德国腾高pu盘,规格为∮52.5*12*9mm,1-6-1的叠装结构方式,假捻器与二罗拉之间设置有导丝器,此处的导丝器改成带轴承的可旋转的导丝器,利用丝束通过时的拉力带动轴承运转,从而推动上面的丝束前行,减少导丝器对丝束的摩擦力,减少损伤,这样不仅解决了飞花毛堆积造成断头的问题,机台上的卫生也得到了很大的改观,员工的劳动强度也得到了有效降低,最重要的是生产过程中减少了对丝束的损伤,提高了产品的内在品质;
14.步骤二、其中1根涤纶长丝进入z捻向假捻器,另外1根涤纶长丝进入s捻向假捻器,这样就使得残余扭矩相互抵消,最终的成品丝无扭矩,丝束笔直不打圈,克服了传统加弹丝或多或少有残余扭矩而影响后道织造效率及终端产品布面不平整的弊端,随后2根涤纶长丝出假捻器后同时进入网络器,此时网络器将2根涤纶长丝合股成1根,并进入下热箱对其进行热定型;
15.步骤三、若是温度传感器检测到下热箱内温度超过预设的175℃时,控制面板可及时控制加热器关闭,同时开启小型制冷机,此时小型制冷机可将冷气经由第一软管、空心管、空心筒、连通架、第二软管和弯管传输至空心块中,并经由出气筒排出,此时风扇可快速将冷气打散,方便将冷气快速更大范围在下热箱内扩散,同时电机可带动定位轴进行转动,进而可带动齿轮进行转动,随后齿轮可带动环形齿板进行转动,进而可带动多组出气筒同步转动,同时气缸开启,并预设气缸的往复行程,可带动空心管、空心筒和圆环整体做上下方向的往复移动,并在驱动板的辅助下,可带动活动板、空心块和出气筒不断做左右方向往复摆动,此时的出气筒在不断转动时可不断摆动,可将冷气均匀且快速的扩散在下热箱内,与下热箱内的热空气快速均匀混合,对下热箱快速降温,避免涤纶长丝因高温熔断,影响舒软绒感纱的正常加工;
16.步骤四、同时收卷装置可对涤纶长丝不断牵引并进行卷绕成形,卷绕成型角,从原来75度逐步调整到80度,降低了丝筒成型时外层与内层的锥度,同时也确保不会因为调高角度而出现网绊丝的情况,定长后下卷绕装置成为成品纱。
17.与现有技术相比,本发明的有益效果是:
18.1.本发明中,通过设置温度传感器,便于对下热箱内的温度进行实时监测,若是温度过高时,此时辅助调温机构的设计,利用小型制冷机提供冷源,可将冷气传输至空心块
中,并经由出气筒排出,便于将冷气快速向冷气中排放,同时利用电机提供驱动源,可在定位轴和齿轮的辅助下,可带动环形齿板进行转动,进而可带动多组出气筒同步转动,同时利用气缸提供驱动源,并预设气缸的往复行程,可带动空心管、空心筒和圆环整体做上下方向的往复移动,并在驱动板的辅助下,可带动活动板、空心块和出气筒不断做左右方向往复摆动,此时的出气筒在不断转动时可不断摆动,便于将冷气均匀且快速的扩散在下热箱内,与下热箱内的热空气快速均匀混合,便于对下热箱快速降温,避免涤纶长丝因高温熔断,影响舒软绒感纱的正常加工。
19.2.本发明中,通过设置辅助环和支架,可对环形齿板进行支撑,同时可辅助环形齿板平稳转动,同时风扇的设计,可将出气筒内的冷气打散并快速排出,进一步扩大了冷气的扩散范围,加快了冷气与热量的融合速度,便于对下热箱快速降温。
20.3.本发明中,通过设置密封环,可对空心管和下热箱之间的连接处进行密封,避免热量外溢,影响对涤纶长丝的定型效果。
21.本发明可将冷气均匀且快速的扩散在下热箱内,与下热箱内的热空气快速均匀混合,便于对下热箱快速降温,避免涤纶长丝因高温熔断,影响舒软绒感纱的正常加工。
附图说明
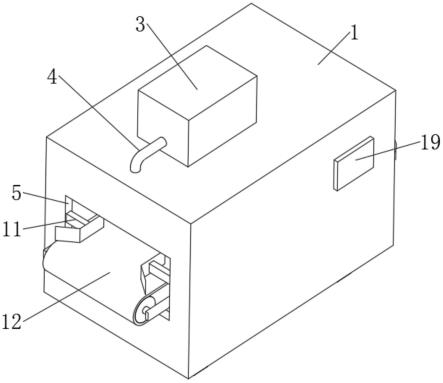
22.图1为本发明一种舒软绒感纱加工设备的结构示意图;
23.图2为本发明一种舒软绒感纱加工设备的结构后视图;
24.图3为本发明一种舒软绒感纱加工设备的结构剖视图;
25.图4为本发明辅助调温机构的结构局部立体图;
26.图5为本发明空心块和出气筒的结构剖视图;
27.图6为本发明辅助环和支架的结构立体图。
28.图中:1、下热箱;2、涤纶长丝本体;3、加热管;4、连通方盒;5、加热器;6、通气管;7、定位支架;8、排气管;9、辅助调温机构;901、气缸;902、电机;903、环形齿板;904、定位轴;905、齿轮;906、活动板;907、空心块;908、出气筒;909、小型制冷机;910、空心管;911、第一软管;912、空心筒;913、圆环;914、连通架;915、第二软管;916、弯管;917、驱动板;10、温度传感器;11、辅助环;12、风扇;13、支架。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例1
31.请参阅图1-6,本发明提供一种技术方案:一种舒软绒感纱加工设备,包括下热箱1,下热箱1正面的右侧设置有控制面板,下热箱1内横向贯穿有涤纶长丝本体2,下热箱1背面的四周均连通有加热管3,加热管3的一端连通有连通方盒4,下热箱1背面的底部固定连接有加热器5,加热器5的出气端连通有通气管6且通气管6的一端连通在连通方盒4上,下热箱1内腔两侧的顶部均设置有可对下热箱1内温度实时监测的温度传感器10,下热箱1的顶
部和底部均固定连接有定位支架7,下热箱1内设置有可对温度进行调节的辅助调温机构9,辅助调温机构9的设计,可将冷气均匀且快速的扩散在下热箱1内,与下热箱1内的热空气快速均匀混合,便于对下热箱1快速降温,避免涤纶长丝因高温熔断,影响舒软绒感纱的正常加工。
32.实施例2
33.请参阅图1-6,本发明提供一种技术方案:一种舒软绒感纱加工设备,包括下热箱1,下热箱1正面的右侧设置有控制面板,下热箱1内横向贯穿有涤纶长丝本体2,下热箱1背面的四周均连通有加热管3,加热管3的一端连通有连通方盒4,下热箱1背面的底部固定连接有加热器5,加热器5的出气端连通有通气管6且通气管6的一端连通在连通方盒4上,下热箱1内腔两侧的顶部均设置有可对下热箱1内温度实时监测的温度传感器10,下热箱1顶部和底部的四周均连通有排气管8,排气管8上设置有电磁阀,排气管8的设计,可在下热箱1内温度过高时,及时开启电磁阀,对下热箱1内的热量进行释放,下热箱1的顶部和底部均固定连接有定位支架7,下热箱1内设置有可对温度进行调节的辅助调温机构9,辅助调温机构9包括沿前后方向嵌设在定位支架7内的气缸901和电机902与沿上下方向对称转动装设在下热箱1内的两组环形齿板903,气缸901的活塞杆固定连接有空心管910,空心管910相互靠近的一端贯穿至下热箱1内并连通有空心筒912,环形齿板903的表面开设有环形槽,且环形槽内转动装设有辅助环11,辅助环11远离环形齿板903的一侧环形固定连接有多组支架13且支架13的一端固定连接在下热箱1内腔的顶部和底部,辅助环11和支架13的设计,可对环形齿板903进行支撑,同时可辅助环形齿板903平稳转动,空心筒912的表面通过密封轴承转动连接有圆环913,圆环913的四周均转动连接有驱动板917,电机902的输出端固定连接有定位轴904,定位轴904相互靠近的一端贯穿至下热箱1内并固定连接有与环形齿板903相互啮合的齿轮905,环形齿板903相互靠近的四周均转动装设有活动板906且驱动板917的一端转动装设在活动板906上,活动板906远离环形齿板903的一侧固定连接有空心块907,空心块907的两侧均连通有出气筒908,出气筒908内设置有风扇12,出气筒908呈倾斜状结构,风扇12的设计,可将出气筒908内的冷气打散并快速排出,进一步扩大了冷气的扩散范围,便于对下热箱1快速降温,下热箱1顶部和底部的右侧均固定连接有小型制冷机909,小型制冷机909的出气端连通有第一软管911且第一软管911的一端连通在空心管910上,空心管910上滑动设置有密封环,且密封环相互靠近的一侧嵌设在下热箱1的顶部和底部,密封环的设计,可对空心管910和下热箱1之间的连接处进行密封,避免热量外溢,影响对涤纶长丝的定型效果,空心筒912的底部通过密封轴承转动连接有连通架914,连通架914的四周均连通有第二软管915,第二软管915的一端连通有弯管916且弯管916的一端连通在空心块907上,辅助调温机构9的设计,可将冷气均匀且快速的扩散在下热箱1内,与下热箱1内的热空气快速均匀混合,便于对下热箱1快速降温,避免涤纶长丝因高温熔断,影响舒软绒感纱的正常加工,环形齿板903相互靠近的四周均固定连接有斜拉杆,且斜拉杆的一端固定连接在连通架914上,提高了环形齿板903的整体稳定性。
34.一种舒软绒感纱的加工工艺,包括如下步骤:
35.步骤一、选择2根266dtex/288f的poy涤纶长丝为原料,并将2根涤纶长丝同时经加弹机上热箱加温至玻璃化状态,加弹生产工艺拉伸比设定为1.68,且上热箱温度设定为185℃,同时在一罗拉和二罗拉的速度差下进行热拉伸,热拉伸后,2根涤纶长丝同时进入2个假
捻器,假捻工艺采用叠盘式摩擦假捻器,摩擦盘片选用德国腾高pu盘,规格为∮52.5*12*9mm,1-6-1的叠装结构方式,假捻器与二罗拉之间设置有导丝器,此处的导丝器改成带轴承的可旋转的导丝器,利用丝束通过时的拉力带动轴承运转,从而推动上面的丝束前行,减少导丝器对丝束的摩擦力,减少损伤,这样不仅解决了飞花毛堆积造成断头的问题,机台上的卫生也得到了很大的改观,员工的劳动强度也得到了有效降低,最重要的是生产过程中减少了对丝束的损伤,提高了产品的内在品质;
36.步骤二、其中1根涤纶长丝进入z捻向假捻器,另外1根涤纶长丝进入s捻向假捻器,这样就使得残余扭矩相互抵消,最终的成品丝无扭矩,丝束笔直不打圈,克服了传统加弹丝或多或少有残余扭矩而影响后道织造效率及终端产品布面不平整的弊端,随后2根涤纶长丝出假捻器后同时进入网络器,此时网络器将2根涤纶长丝合股成1根,并进入下热箱1对其进行热定型;
37.步骤三、若是温度传感器10检测到下热箱1内温度超过预设的175℃时,控制面板可及时控制加热器5关闭,同时开启小型制冷机909,此时小型制冷机909可将冷气经由第一软管911、空心管910、空心筒912、连通架914、第二软管915和弯管916传输至空心块907中,并经由出气筒908排出,此时风扇12可快速将冷气打散,方便将冷气快速更大范围在下热箱1内扩散,同时电机902可带动定位轴904进行转动,进而可带动齿轮905进行转动,随后齿轮905可带动环形齿板903进行转动,进而可带动多组出气筒908同步转动,同时气缸901开启,并预设气缸901的往复行程,可带动空心管910、空心筒912和圆环913整体做上下方向的往复移动,并在驱动板917的辅助下,可带动活动板906、空心块907和出气筒908不断做左右方向往复摆动,此时的出气筒908在不断转动时可不断摆动,可将冷气均匀且快速的扩散在下热箱1内,与下热箱1内的热空气快速均匀混合,对下热箱1快速降温,避免涤纶长丝因高温熔断,影响舒软绒感纱的正常加工;
38.步骤四、同时收卷装置可对涤纶长丝不断牵引并进行卷绕成形,卷绕成型角,从原来75度逐步调整到80度,降低了丝筒成型时外层与内层的锥度,同时也确保不会因为调高角度而出现网绊丝的情况,定长后下卷绕装置成为成品纱。
39.然而,如本领域技术人员所熟知的,电机902、加热器5、小型制冷机909、气缸901、温度传感器10、控制面板和电磁阀的工作原理和接线方法是司空见惯的,其均属于常规手段或者公知常识,在此就不再赘述,本领域技术人员可以根据其需要或者便利进行任意的选配。
40.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。