1.本实用新型属于叶片拆除工装技术领域,具体涉及一种预扭叶片的拆除工装。
背景技术:
2.汽轮机高、中、低压转子叶片采用新型预扭叶片的方式安装,首先在车床加工出叶顶槽,在到插床加工出装配口,然后钳工将叶片按编号放入叶顶槽内并紧固好,最后一只叶片砸入叶顶槽内并用止动钉锁紧。当机组并网发电运行一段时间后,如需检修预扭叶片的拆除工作就非常的困难。以往通常在预扭叶片的叶顶焊接一拔销器,将叶片拔出。由于叶顶焊接拔销器使得拆除的叶片无法再次使用,造成了叶片极大的浪费,并且此种拉拔拆除的方式需要持续借助外力,也使工作效率也非常的低下,因此为了解决上述问题研发一种预扭叶片的拆除工装是很符合实际需要的。
技术实现要素:
3.本实用新型解决现有预扭叶片在进行检修拆装时需要辅助焊接拔销器,在将叶片拔出后,由于叶顶焊接拔销器使得拆除的叶片无法再次使用,造成了叶片极大的浪费的问题,进而研发一种预扭叶片的拆除工装;
4.一种预扭叶片的拆除工装,所述拆除工装包括限位螺母、摆锤圆柱套、双头螺杆、限位块、定位组件、固定l型卡爪、可调l型卡爪和两个锁紧螺栓;
5.所述限位块的顶部加工有一个螺纹通孔,螺纹通孔的一侧加工有一条沿限位块的长度方向延伸的条形通孔,螺纹通孔的另一侧加工有一个定位通孔,条形通孔的一侧侧壁上加工有调节条形孔,定位通孔的一侧侧壁上加工有锁紧孔;
6.所述双头螺杆的沿竖直方向插设在限位块上,双头螺杆的底端螺纹段设置在螺纹通孔中,且双头螺杆与限位块螺纹连接,摆锤圆柱套套设在双头螺杆中的光杆部,且摆锤圆柱套与双头螺杆之间设有间隙,限位螺母套设在双头螺杆中的顶端螺纹段上,且限位螺母与双头螺杆螺纹紧固连接,固定l型卡爪的顶部插设在锁紧孔中,且固定l型卡爪通过一个锁紧螺栓与限位块紧固连接,可调l型卡爪的顶部插设在锁紧条形孔中,且可调l型卡爪通过另一个锁紧螺栓与限位块紧固连接,固定l型卡爪与可调l型卡爪相对设置,定位组件套设在固定l型卡爪和可调l型卡爪上,且定位组件与固定l型卡爪与可调l型卡爪紧固连接;
7.进一步地,所述定位组件包括定位套和定位螺栓,所述定位套的外环面上加工有一个定位螺纹孔,定位螺纹孔与固定l型卡爪对应设置,定位螺栓设置在定位螺纹孔中,且定位螺栓与定位套螺纹连,定位套套设在固定l型卡爪和可调l型卡爪上,定位螺栓的末端穿过定位螺纹孔并与固定l型卡爪接触,定位套通过定位螺栓与固定l型卡爪和可调l型卡爪紧固连接;
8.进一步地,所述固定l型卡爪的顶部侧壁上加工有一个一号螺纹连接孔,一个锁紧螺栓的螺纹段依次穿过锁紧孔并设置在一号螺纹连接孔中,且一个锁紧螺栓与一号螺纹连接孔螺纹连接,一个锁紧螺栓中旋拧部的内端面与限位块中锁紧孔所在侧壁紧密接触;
9.进一步地,所述可调l型卡爪的顶部侧壁上加工有一个二号螺纹连接孔,另一个锁紧螺栓的螺纹段依次穿过调节条形孔并设置在二号螺纹连接孔中,且另一个锁紧螺栓与二号螺纹连接孔螺纹连接,另一个锁紧螺栓中旋拧部的内端面与限位块中调节条形孔所在侧壁紧密接触;
10.进一步地,所述摆锤圆柱套的重量取值范围为1.35kg~8kg。
11.本技术相对于现有技术所产生的有益效果:
12.1.本实用新型提出的一种预扭叶片的拆除工装,利用本工装对叶片进行拆卸时不需要在叶顶上焊接拔销器,不破坏叶片本身结构,可以对拆除下的叶片进行反复使用,极大的节约了叶片的制作成本。
13.2.本实用新型提出的一种预扭叶片的拆除工装,在进行拆卸时不需要借助外力,仅需要转动叶轮,利用摆锤圆柱套沿螺杆的长度方向进行反复运动,利用摆锤圆柱套自身的重量撞击位于螺杆端部的螺母,在惯性力的作用下对叶片进行拆卸,此种拆卸方式简单,拆卸效率较高,且不需要人工进行施力,极大的降低了操作者的疲劳强度。
附图说明
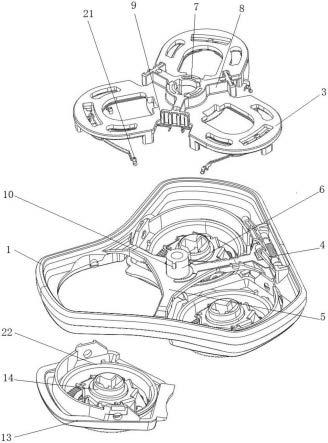
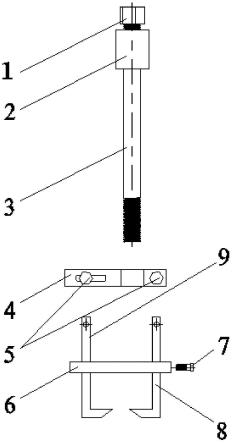
14.图1为本实用新型的主视结构爆炸图;
15.图2为本实用新型的侧视结构爆炸图;
16.图3为本实用新型的轴侧结构爆炸图;
17.图4为本实用新型的轴侧结构示意图;
18.图5为本实用新型的俯视结构爆炸图;
19.图6为本实用新型中限位块的轴侧示意图;
20.图7为本实用新型中定位套的右视示意图;
21.图中:1限位螺母、2摆锤圆柱套、3双头螺杆、4限位块、41螺纹通孔、42条形通孔、43定位通孔、44调节条形孔、45锁紧孔、5锁紧螺栓、6定位套、61定位螺纹孔、7定位螺钉、8固定l型卡爪、81一号螺纹连接孔、9可调l型卡爪和91二号螺纹连接孔。
具体实施方式
22.具体实施方式一:结合图1至图7说明本实施方式,本实施方式中提供了一种预扭叶片的拆除工装,所述拆除工装包括限位螺母1、摆锤圆柱套2、双头螺杆3、限位块4、定位组件、固定l型卡爪8、可调l型卡爪9和两个锁紧螺栓5;
23.所述限位块4的顶部加工有一个螺纹通孔41,螺纹通孔41的一侧加工有一条沿限位块4的长度方向延伸的条形通孔42,螺纹通孔41的另一侧加工有一个定位通孔43,条形通孔42的一侧侧壁上加工有调节条形孔44,定位通孔43的一侧侧壁上加工有锁紧孔45;
24.所述双头螺杆3的沿竖直方向插设在限位块4上,双头螺杆3的底端螺纹段设置在螺纹通孔41中,且双头螺杆3与限位块4螺纹连接,摆锤圆柱套2套设在双头螺杆3中的光杆部,且摆锤圆柱套2与双头螺杆3之间设有间隙,限位螺母1套设在双头螺杆3中的顶端螺纹段上,且限位螺母1与双头螺杆3螺纹紧固连接,固定l型卡爪8的顶部插设在锁紧孔45中,且固定l型卡爪8通过一个锁紧螺栓5与限位块4紧固连接,可调l型卡爪9的顶部插设在锁紧条形孔44中,且可调l型卡爪9通过另一个锁紧螺栓5与限位块4紧固连接,固定l型卡爪8与可
调l型卡爪9相对设置,定位组件套设在固定l型卡爪8和可调l型卡爪9上,且定位组件与固定l型卡爪8与可调l型卡爪9紧固连接。
25.具体实施方式二:结合图1至图7说明本实施方式,本实施方式与具体实施方式一不同点在于,所述定位组件包括定位套6和定位螺栓7,所述定位套6的外环面上加工有一个定位螺纹孔61,定位螺纹孔61与固定l型卡爪8对应设置,定位螺栓7设置在定位螺纹孔61中,且定位螺栓7与定位套6螺纹连,定位套6套设在固定l型卡爪8和可调l型卡爪9上,定位螺栓7的末端穿过定位螺纹孔61并与固定l型卡爪8接触,定位套6通过定位螺栓7与固定l型卡爪8和可调l型卡爪9紧固连接。其它组成和连接方式与具体实施方式一相同。
26.本实施方式中,通过定位组件对固定l型卡爪8和可调l型卡爪9进行夹紧,使固定l型卡爪8和可调l型卡爪9与所要拆卸的叶片根部紧密配合,保证了夹持的稳定性。
27.具体实施方式三:结合图1至图7说明本实施方式,本实施方式与具体实施方式二不同点在于,所述固定l型卡爪8的顶部侧壁上加工有一个一号螺纹连接孔81,一个锁紧螺栓5的螺纹段依次穿过锁紧孔45并设置在一号螺纹连接孔81中,且一个锁紧螺栓5与一号螺纹连接孔81螺纹连接,一个锁紧螺栓5中旋拧部的内端面与限位块4中锁紧孔45所在侧壁紧密接触。其它组成和连接方式与具体实施方式二相同。
28.具体实施方式四:结合图1至图7说明本实施方式,本实施方式与具体实施方式一不同点在于,所述可调l型卡爪9的顶部侧壁上加工有一个二号螺纹连接孔91,另一个锁紧螺栓5的螺纹段依次穿过调节条形孔44并设置在二号螺纹连接孔91中,且另一个锁紧螺栓5与二号螺纹连接孔91螺纹连接,另一个锁紧螺栓5中旋拧部的内端面与限位块4中调节条形孔44所在侧壁紧密接触。其它组成和连接方式与具体实施方式三相同。
29.本实施方式中,通过锁紧螺栓5对可调l型卡爪9和固定l型卡爪8进行紧固,保证了卡爪在工作时的稳定性。
30.具体实施方式五:结合图1至图7说明本实施方式,本实施方式与具体实施方式四不同点在于,所述摆锤圆柱套2的重量取值范围为1.35kg~8kg。其它组成和连接方式与具体实施方式四相同。
31.本实用新型已以较佳实施案例揭示如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可以利用上述揭示的结构及技术内容做出些许的更动或修饰为等同变化的等效实施案例,但是凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施案例所做的任何简单修改、等同变化与修饰,均仍属本实用新型技术方案范围。
32.工作原理:
33.本装置在使用时先将固定l型工装8和可调l型工装9的两侧与叶顶后部相连接,可调l型工装9可在限位块4的条形通孔42孔内进行位置调节,调节到合理的距离后,分别拧紧锁紧螺母5,将固定l型工装8和可调l型工装9与限位块4进行固定,然后将定位套6套设到固定l型工装8和可调l型工装9的相应位置,拧紧定位螺钉7,从而使限位块4、定位套6、固定l型工装8和可调l型工装9及拆除叶片四个部分形成一个稳固的结构,然后将双头螺杆3旋入限位块4上螺纹通孔41中并顶在拆除叶片的叶顶确保其牢固,将摆锤圆柱套2套在双头螺杆3上再将限位螺母1拧紧到双头螺杆3上,摆锤圆柱套2可在限位块4和限位螺母1之间的双头螺杆儿3上进行往复的运动,在摆锤圆柱套2向上运动时,用力撞击限位螺母1从而产生向上
的力,将固定l型工装8和可调l型工装9夹紧的叶片取出。由于可调l型工装9可在限位块4的条形通孔42内调节距离,所以可以适应不同尺寸的叶片拆除工作。在拆除叶片后,可将叶片直接从本发明工装中取出对叶片没有任何损伤,叶片可以重复使用。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。