1.本发明总体上涉及使用涂覆材料(尤其是涂覆粉末)对工件(尤其是旋转对称的工件,具体为汽车轮辋)的涂覆。
2.本发明的一个方面涉及用于这样的工件的涂覆的优化后的涂覆柜,而本发明的另外的方面涉及用于对这样的工件进行涂覆的系统。
背景技术:
3.通常从现有技术中已知用于(尤其是用涂覆粉末)涂覆工件的涂覆柜。这样的涂覆柜通常包括具有柜底部的涂覆腔、两个相对定位的工件通道、以及用于将待涂覆的工件输送通过涂覆腔的传送装置。传送装置通常布置在涂覆柜的柜底部下方并具有工件承载件,所述工件承载件穿过柜底部中的传送槽延伸到涂覆柜的涂覆腔中。
4.因为可以通过将传送装置布置在柜底部下方来实现高的涂覆质量,所以具有这样的“底部传送机”的涂覆柜尤其用于高质量工件的涂覆。这尤其是因为用于使工件悬置输送通过涂覆腔的“传统”传送机可能促使灰尘颗粒或粉末残留物从传送装置落下,这可能导致涂层中的不规则。
5.从已印刷的出版物de 103 59 280 a1中得知用于将涂覆粉末喷涂到车辆轮辋的前侧上的喷涂设备。所述设备包括底部传送机,所述底部传送机具有连续布置的马达可旋转的主轴,每个马达可旋转的主轴在其上接收表面上支撑车辆轮辋中的一个车辆轮辋。所述系统包括四个喷涂站,其中在每个喷涂站,两个涂覆枪都以固定且不可旋转的方式径向地布置在所述喷涂站中的每个喷涂站上的轮辋上方。涂覆枪被竖直向下地指向以将涂覆粉末喷涂到下方的车辆轮辋的前侧上,同时主轴在喷涂站处绕竖直旋转轴线与车辆轮辋共同旋转。提供了另外两个向上指向的固定涂覆枪,用于涂覆轮辋的后侧。
6.在一个实施例中,底部传送机间歇地运行;即它在轮辋被涂覆时停止。这样做的缺点是,每次要对车辆轮辋进行涂覆时都需要停止所述底部传送机。在车辆轮辋已经被涂覆之后,底部传送机首先需要重新启动,然后在下一个车辆轮辋一到达涂覆站时就再次停止。
7.在另一实施例中,即使车辆轮辋正在被涂覆时,底部传送机也会连续移动经过固定涂覆枪。为了使车辆轮辋能够被涂覆有足够的涂覆粉末,底部传送机需要非常缓慢地移动。
8.这两个实施例的缺点是,每单位时间能够被涂覆的车辆轮辋的数量相对有限。虽然这可以通过使用多个喷涂站来解决,但这样做的缺点是需要相对较大的安装空间用于作为整体的整个涂覆系统。
技术实现要素:
9.本发明是基于指定用于使用涂覆材料(尤其是涂覆粉末)涂覆尤其是旋转对称的工件(具体为汽车轮辋)的涂覆柜和系统的任务,其中涂覆柜或涂覆系统分别可以尽可能灵活和自动地使用,但仍能提供最优生产力和经济性。
10.就涂覆柜而言,该任务由独立权利要求1的主题来解决,其中本发明的涂覆柜的有益的进一步改进在相关的从属权利要求中指出。
11.就涂覆系统而言,本发明所基于的任务由随附的独立权利要求17的主题来解决,其中本发明的涂覆系统的有益的进一步改进在相关的从属权利要求中指出。
12.因此,本发明尤其涉及用于使用涂覆材料(尤其是涂覆粉末)涂覆尤其是旋转对称的工件(具体为汽车轮辋)的涂覆柜,其中涂覆柜包括涂覆腔和传送装置,所述传送装置用于将待涂覆的工件输送通过涂覆腔。本发明的涂覆柜的涂覆腔具有:柜底部、两个相对定位且每个具有工件通道的侧壁、相对定位并与具有工件通道的侧壁邻接的两个侧壁、以及柜顶部,所述柜顶部与所述柜底部相对地定位。用于将待涂覆的工件输送通过涂覆腔的传送装置被布置在柜底部下方并具有工件承载件,所述工件承载件穿过柜底部的传送槽延伸到涂覆柜的涂覆腔中。
13.根据本发明的涂覆柜还使用用于根据需要进一步在涂覆柜内喷涂涂覆材料的涂敷器系统。涂敷器系统包括:第一枪系统,所述第一枪系统用于根据需要将涂覆材料喷涂到待涂覆的工件的第一区域上;第二枪系统,所述第二枪系统用于根据需要将涂覆材料喷涂到工件的第二区域上;以及第三枪系统,所述第三枪系统用于根据需要将涂覆材料喷涂到待涂覆的工件的第三区域上。
14.因此,涂敷器系统的第一枪系统尤其被设计成根据需要将涂覆材料喷涂到待喷涂的工件的可视区域上。应理解,本文中使用的术语“可视区域”是当工件按预期使用时工件的所谓的a侧。对于汽车轮辋,可视侧因此应被理解为外部可看到的表面。例如,第二区域表示轮辋鞍边,以及第三区域表示车辆轮辋的与可视侧相反的侧。
15.涂敷器系统的第二枪系统被设计成根据需要将涂覆材料喷涂到工件的靠近可视区域的侧部区域上。相比之下,第三枪系统被设计成根据需要将涂覆材料喷涂到待涂覆的工件的与可视区域相反的后部区域上。
16.根据本发明的涂覆柜的特别之处在于,将轴线或单独定位的系统分配给第一枪系统用于第一枪系统在涂覆工序期间相对于待涂覆的工件的定位和/或对准。第二轴线系统被分配给第二枪系统用于第二枪系统在涂覆工序期间相对于待涂覆的工件的定位和/或对准,而第三轴线系统被分配给第三枪系统用于第三枪系统在涂覆工序期间相对于待涂覆的工件的定位和/或对准。
17.根据本发明的涂覆柜的优选实施方式,第一轴线或定位系统、第二轴线或定位系统和第三轴线或定位系统分别被设计为在待涂覆的工件被输送通过涂覆腔时与所述工件一起行进的系统。每个轴线/定位系统因此可以沿着与具有工件通道的侧壁邻接的侧壁相对于涂覆腔移动,由此轴线/定位系统被设计成与传送装置的传送速度同步或异步地移动。
18.特别限定,第二轴线系统和第三轴线系统分别经由形成在与具有工件通道的侧壁相邻的侧壁中的开口连接到各自所分配的枪系统,其中第二轴线系统和第三轴线系统优选地经由在与具有工件通道的侧壁邻接的侧壁中的同一开口连接到各自所分配的枪系统。
19.根据本发明的优选实施方式,仅设置了第一枪系统与正在行进的传送装置异步地移动,而第二枪系统和第三枪系统与传送机运动同步地移动。
20.优选地,第一轴线系统、第二轴线系统和第三轴线系统分别具有一个枪系统或多个枪系统,并且优选地分别具有两个枪系统。这样做能够实现待涂覆的工件的更高的吞吐
量,因为可以始终同时涂覆多个工件。
21.第二轴线系统和第三轴线系统有利地具有共同的输送装置,所述共同的输送装置用于相对于涂覆腔并与待涂覆的并经由传送装置输送通过涂覆腔的工件同步地一起移动第二枪系统和第三枪系统。
22.相比之下,第一轴线或定位系统将具有独立于第二轴线系统和第三轴线系统的输送装置,该输送装置被设计成相对于涂覆腔且与经由传送装置被输送通过涂覆腔的待涂覆的工件异步地移动第一枪系统,并且尤其是独立于第二轴线系统和第三轴线系统的共同的输送装置移动第一枪系统。
23.本发明的涂覆柜的优选实施方式限定将机械臂系统分配给第一轴线系统,所述第一轴线系统能够其是在机器人引导装置的帮助下,与第一枪系统一起在传送装置上、并且尤其是在待涂覆的工件上、并且优选在柜顶部上相对于涂覆柜,并且尤其是与待涂覆的工件的输送运动异步地移动。
24.虽然第一轴线或定位系统优选地被分配有机械臂系统,而第二轴线系统和第三轴线系统分别被分配有线性定位系统,所述线性定位系统用于第二枪系统和第三枪系统相对于待涂覆的工件的尤其是单独的定位和/或对准。
25.优选地,第一轴线或定位系统被分配有控制装置,所述控制装置被设计成控制第一轴线系统(特别是分配给第一轴线系统的机械臂系统),以使得第一枪系统的涂覆枪分别具有相对于待涂覆的工件的预定的和/或可被限定的位置和/或对准,其中所述预定的和/或可被限定的位置和/或对准尤其取决于待涂覆的工件的类型和/或大小。
26.第一枪系统优选地包括至少一个第一涂覆枪和至少一个另外的第二涂覆枪,其中所述至少一个第一涂覆枪能够独立于所述至少一个另外的第二涂覆枪相对于待涂覆的工件移动和/或对准。第一枪系统优选地具有至少两个另外的涂覆枪,其中所述至少两个另外的涂覆枪能够彼此独立地相对于待涂覆的工件移动和/或对准。
27.类似地,对于第二枪系统来说,呈现至少一个第一涂覆枪和至少一个另外的第二涂覆枪是有意义的,其中所述至少一个第一涂覆枪优选地能够独立于所述至少一个另外的第二涂覆枪相对于待涂覆的工件移动和/或对准。可替代地或另外地,可以为第三枪系统提供至少一个第一涂覆枪和至少一个另外的第二涂覆枪,其中所述至少一个第一涂覆枪优选地能够独立于所述至少一个另外的第二涂覆枪相对于待涂覆的工件移动和/或对准。
28.涂覆枪优选地为静电涂覆枪,所述静电涂覆枪被设计成使用涂覆枪对待喷涂的涂覆材料进行静电充电。本发明的涂覆柜的优选实施方式限定,涂覆枪被分配有控制装置,所述控制装置用于控制和/或调节在涂覆材料充电过程中的电流。控制装置被具体设计成以至少0.5μa的增量来调节低于10μa的电流值。
29.就涂覆柜而言,有利的是,至少柜底部的围绕传送槽的部分呈倾斜设计,其中,提供至少一个吹气装置,所述至少一个吹气装置用于优选地以脉冲的方式沿着柜底部的倾斜部分朝向设置在柜底部中的至少一个抽出管道吹送空气流。有利地,所述至少一个吹气装置设置在所述传送槽处。
30.优选地,使用位于涂覆柜的与具有工件通道的侧壁邻接的至少一个侧壁上或位于涂覆柜的与具有工件通道的侧壁邻接的至少一个侧壁中的至少一个另外的吹气装置。该另外的吹气装置尤其被设计成优选地以脉冲的方式沿着柜底部朝向设置在柜底部中的至少
一个抽出管道吹送空气流。
31.用于使用涂覆材料(尤其是涂覆粉末)涂覆尤其是旋转对称的工件(具体为汽车轮辋)的本发明的系统包括属于上述发明的类型的涂覆柜、以及用于向涂敷器系统的枪系统供应涂覆材料的涂覆材料供应源。涂覆材料供应源因此尤其被设计成仅向第一枪系统供应新的涂覆材料,并向第二枪系统和第三枪系统供应新的涂覆材料和回收材料,或仅向第二枪系统和第三枪系统供应回收材料。
32.如本文中使用的术语“回收材料”应被理解为在涂覆工序期间已经被喷涂至少一次并被适当回收的涂覆材料。这样的回收材料有时也被称为“过喷涂材料”。
33.本发明的涂覆系统的进一步改进限定,涂覆材料供应源优选地具有用于每个枪系统的至少一个涂覆材料泵,其中涂覆材料泵优选地是基于密集流动原理的并被设计用于连续的涂覆材料传送。
附图说明
34.下面将参考随附附图更详细地描述本发明的涂覆柜的示例性实施例。
35.示出了:
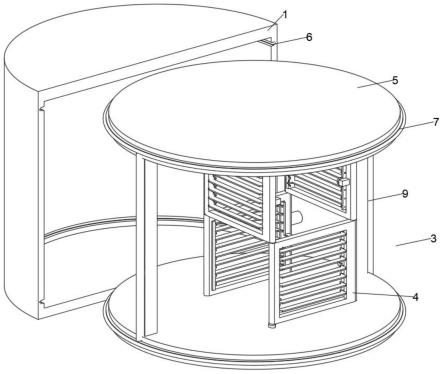
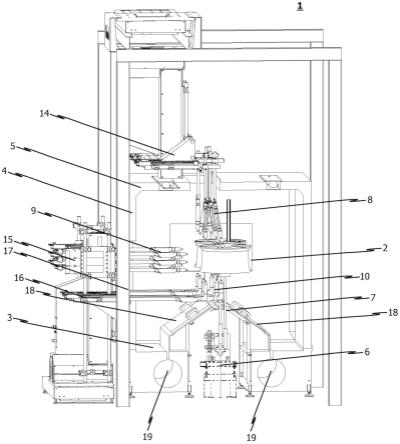
36.图1是根据本发明的涂覆柜的示例性实施例的示意性的局部剖视图;
37.图2是通过工件(这里为车辆轮辋)的示意性剖视图,其中不同的区域与本发明的涂覆柜的枪系统相关联;
38.图3a是第一枪系统的涂覆枪的示意性的说明性定位,其中两个工件将被同时涂覆;
39.图3b是在涂覆其它较小工件期间第一枪系统的涂覆枪的布置的示意图;
40.图4a是在涂覆两个工件期间本发明的涂覆柜的第三枪系统的涂覆枪的布置示意图;以及
41.图4b是在涂覆其它较小工件期间第三枪系统的涂覆枪的对准和布置的示意图。
具体实施方式
42.下面在用于汽车轮辋2的粉末涂覆的喷涂柜1的内容背景下更详细地描述本发明。
43.用于乘用车的轻合金轮(汽车轮辋2)的原始设备制造商的当前工业生产实践严重依赖于粉末涂覆的表面涂层。诸如抗冲击性、耐刮擦性、高防腐性和易于护理等主要优点由此使其物有所值。除了对零件进行彻底的预处理并使粉末涂覆被受控地固化之外,粉末涂敷(即将粉末涂敷到金属表面)对于粉末涂覆工艺的质量、灵活性和生产率特别重要。因此,起主要作用的是:一方面,用作喷涂器的涂覆枪的静电充电能力,另一方面,为轮辋的涂覆定制的柜系统。
44.其次,汽车轮辋的生产商面临着不断增加的定制化、颜色和轮辋类型的选择、不同尺寸和提高质量标准所带来的不断增长的需求。
45.本发明的涂覆柜1(下文将参考附图,基于示例性实施例更详细地描述)满足这些需求,并且特别是能够以最优生产率和经济性来实现灵活和自动化的涂覆。
46.本发明的涂覆柜1的示例性实施例(如图1中的示意性局部剖视图所示)基本上包括涂覆柜,所述涂覆柜又具有柜底部3、相对定位的两个侧壁,每个侧壁具有工件通道(图1
中未示出)、相对定位且与具有工件通道的侧壁邻接的两个侧壁4、以及与柜底部3相对定位的柜顶部5。
47.此外还使用了传送装置6,用于传送待涂覆的工件(这里为车辆轮辋2)。传送装置6被布置在柜底部3的下方并且具有工件承载件(主轴7),所述工件承载件穿过柜底部3中的传送槽延伸到涂覆柜1的涂覆腔中。
48.至少柜底部3的围绕传送槽的部分18因此呈倾斜设计。吹气装置被提供用于优选地以脉冲的方式沿着底部3的倾斜部分18朝向设置在柜底部3中的抽出管道19吹送空气流。
49.此外,其他的吹气装置优选地设置在涂覆柜1的与具有工件通道的侧壁邻接的至少一个侧壁4上或设置在涂覆柜1的与具有工件通道的侧壁邻接的至少一个侧壁4中。至少一个这种其他的吹气装置被设计成优选地以脉冲的方式沿着底部3朝向设置在底部3中的所述至少一个抽出管道19吹送空气流。
50.本发明的涂覆柜1(如图1中的示例所示)还包括用于根据需要在涂覆柜1中喷涂涂覆材料的涂敷器系统。
51.在该背景下特别限定,涂敷器系统包括具有多个涂覆枪的第一枪系统8、具有多个涂覆枪的第二枪系统9、以及具有多个涂覆枪的第三枪系统10。由此,第一枪系统8的涂覆枪被提供用于根据需要将涂覆材料喷涂到待喷涂的工件(车辆轮辋2)的第一区域11上,而第二枪系统的涂覆枪9用于根据需要将涂覆材料喷涂到待喷涂的工件的第二区域12上,而第三枪系统的涂覆枪10用于根据需要将涂覆材料喷涂到待喷涂的工件的第三区域13上。
52.工件2的与第一枪系统8、第二枪系统9和第三枪系统10相关联的相应区域11、12、13的示例如图2所示。
53.据此,第一枪系统8的枪特别用于将涂覆材料喷涂到待喷涂的工件2的可视区域上,由此第二枪系统9的枪用于根据需要将涂覆材料喷涂到工件2的与可视区域邻接的侧部区域(轮辋鞍边)上,而第三枪系统10的枪用于根据需要将涂覆材料喷涂到工件2的与可视区域相反的后部区域上。
54.分配给第一枪系统8的第一定位或单独轴线系统14被用于第一枪系统8的枪的定位和/或对准。类似地,第二枪系统9和第三枪系统10分别被分配有第二轴线系统15/第三轴线系统16,所述第二轴线系统/第三轴线系统用于第二枪系统和第三枪系统的枪在涂覆工序期间相对于待涂覆的工件2的定位和/或对准。
55.如图1所示,第二轴线系统15和第三轴线系统16由此经由形成在涂覆柜1的侧壁4中的开口17被分别连接到各自相关联的枪系统9、10的涂覆枪。
56.特别地,第二轴线系统15和第三轴线系统16具有共同的输送装置,所述共同的输送装置用于相对于涂覆腔并与经由传送装置6被输送通过涂覆腔的待涂覆的工件2同步地一起移动第二枪系统9和第三枪系统10。
57.在图1所示的本发明的涂覆柜1的实施例中,第一轴线系统14具有独立于第二轴线系统15和第三轴线系统15的输送装置,所述输送装置被设计成相对于涂覆柜且与经由传送装置6传送通过涂覆柜的待涂覆的工件2异步地移动。
58.与第二轴线系统15和第三轴线系统16一样,第一轴线或定位系统14被分配有线性定位系统,所述线性定位系统用于第一枪系统8的涂覆枪的定位和对准。
59.然而,作为替代方案,也可以设想,第一轴线或定位系统14被分配有机械臂系统,
所述机械臂系统用于第一枪系统8的涂覆枪的定位和对准。
60.如图3a、图3b和图4a、图4b所示,第一枪系统8和第三枪系统10分别具有至少一个第一涂覆枪和至少一个另外的第二涂覆枪,由此所述至少一个第一涂覆枪可以独立于相应的枪系统8、10中的所述至少一个另外的第二涂覆枪相对于待涂覆的工件2移动和/或对准。
61.特别限定,第一轴线系统14能够经由合适的控制装置来控制,以使得所述至少一个第一涂覆枪和所述至少一个另外的第二涂覆枪各自具有相对于待涂覆的工件2的预定的和/或可被限定的位置和/或对准,其中预定的和/或可被限定的位置和/或对准尤其取决于待涂覆的工件2的类型,并且尤其是待涂覆的工件2的尺寸。这在比喻的意义上同样适用于第三枪系统10的涂覆枪。
62.在根据本发明的涂覆柜1(该涂覆柜尤其是用于汽车轮辋2的粉末涂覆)中,在粉末涂敷期间轮辋的轴线竖直地对准;即,车辆轮辋在该位置借助于底部传送机6在可旋转主轴7上被输送通过涂覆柜1。
63.该情况表明涂覆柜1是专门为轮辋的涂覆而开发的。在柜概念中,聚焦于柜1内的气流,轴线系统14、15、16的范围,以及它们的集成,以及最后但并非最不重要的吞吐量的问题。
64.一般来说,涂覆柜1有3个开口,其中两个开口用作用于传送车辆轮辋2的入口/出口。理想地,这些开口同时旨在作为用于维护需求而进入柜中的进入点。
65.所述侧部上的第三柜开口17是用于安装在轴线系统14、15、16上的第二枪系统9和第三枪系统10的单独的枪的前往车辆轮辋2的实际涂覆进入点。
66.除了这些物理要求外,开口17还满足通过涂覆柜1的气流的需要。基于过滤系统(该过滤系统促使通过柜1内的风道将过度喷涂的粉末抽吸走),环境空气通过柜开口流入柜1内。由此产生的空气流可以防止粉末从柜1逸出。因此,进入的空气不能阻碍涂覆工艺。侧部柜开口17对于同时移动的轴线系统14、15、16来说或当使用机器人时相对较大。
67.另一方面,在汽车轮辋2上的活性粉末涂涂敷的区域中需要流畅且平静的气流,这对涂覆结果至关重要。车辆轮辋2优选地通过同时移动的涂覆枪而在涂覆柜的总长度的大约75%上被涂覆。期望不同的流动条件,特别是在柜入口和柜出口处。
68.通过涂覆柜1行进的底部传送机6通过外壳18与涂覆柜1的内部隔开,该外壳18可以移除以用于维护的目的。主轴衬套本身同样被密封,以防止涂覆粉末落到底部传送机6上。
69.涂覆柜1的外壳18和柜底部3通过多个鼓风棒自动地且循环地清除涂覆粉末,然后所述涂覆粉末作为回收粉末被送回粉末循环中。因此,鼓风棒以脉冲的形式沿底部表面排出空气,并在该过程中将多余的粉末分别推入抽出槽或抽出管道19。与永久主动式排放系统相比,这样的工序一方面更有效,并且另一方面节省能源成本。
70.在本发明的涂覆柜1中,工件(车辆轮辋2)相对于底部传送机的运动而被涂覆有粉末。因此,相对于走走停停的操作,从一开始就实现了更高的吞吐量。
71.在涂覆过程期间,轴线系统相对于底部传送机的运动(即车辆轮辋2的运动)移动所有涂覆枪。轮辋2本身因此绕其自身的轴线旋转。所需的输送速度以及柜1的长度可以由车辆轮辋2的涂覆时间和每小时计划的吞吐量来决定。
72.在计划未来增加吞吐量的情况下,可以在第一步骤中使用相同的方法来确定允许
特定柜长度的最大传送速度。然而,替代地且更有效的是在现有轴线系统上安装第二组枪。因此,同时对两个汽车轮辋2进行涂覆,这原则上相当于在保持所述柜1的同时吞吐量翻倍。这样的实施方式的优点在于:可以继续使用单独的涂覆参数(诸如底部传送机速度、轮辋旋转、粉末输出量、涂覆粉末充电和涂覆程序的高电压和电流),并且因此可以继续使用经验值。
73.从外部看,在待涂覆的汽车轮辋2的涂覆工艺期间随后会形成粉末云。粉末枪由此相对于车辆轮辋2的传送方向移动,从而导致相对于车辆轮辋2的静止粉末云。根据图2的三个边缘区域11、12、13(具有孔的可见表面、内表面和轮辋鞍边)由此分别与各自的枪组8、9、10相关联。
74.这些组8、9、10中的每个组都基于各自的涂覆参数来涂覆。距车辆轮辋2的距离、枪的对准、以及其数量取决于轮辋类型(分别是设计、尺寸和涂覆要求或粉末类型)。
75.理想地,涂覆系统知晓待涂覆的轮辋的类型,并且能够使用所存储的程序自动地访问必要的系统设置。由此,静电涂覆参数作为基于车轮类型或对应的轮辋类型的程序而被存储在系统控制器中。
76.理想地,提供了复杂的轴线系统以分别定位各个枪或枪组8、9、10。因此,任何类型的车轮或轮辋都可以以使用理想的枪位置和枪数量来进行涂覆。例如,在涂覆小型工件时,可以将不需要的涂覆枪停靠在操作之外(参见图3b和图4b)。
77.对于最高质量的光学器件,特别是工件2的可视表面,粉末充电电流应能够在低范围内(小于10μa)被精确地调节,以利用涂覆粉末的性质。此外,多余的自由离子的有意排放优化了涂覆图案的规律性;即防止了粉末中的感应电荷,并避免了橘皮皱的形成。
78.特别地,仅需要一定量的电荷并且每种类型的粉末承受不同的理想量,以实现最优涂敷质量。涂覆粉末过充电会降低喷涂效率并容易导致表面缺陷。造成这样情形的原因分别是场线浓度过高或单位时间和单位面积的离子流过高。背电离发生在容易接近的区域(背喷导致的橘皮效应),而在更多的被遮蔽的区域中粉末层太薄。
79.应避免粉末过充电,因为如果粉末过充电的话,涂覆粉末的潜力不仅未被使用,而且甚至可能被破坏。为了使特性恰如其分地发挥,需要将电流值精确调节到10μa以下,以便控制对粉末充电效率的影响,从而提高可视表面质量。因此,以0.5μa为增量来调节是特别有利的。
80.此外,利用低充电电流工作还具有使粉末更好地沉降到凹陷部中的效果,这对轮辋孔或轮辐间隙具有明显的积极影响。
81.基于文丘里原理的所谓的喷射器可以被采用以用于将粉末从储存容器传送到涂覆枪。然而,利用该技术,输送稳定性高度地依赖于与粉末接触的喷射器的内部部件的状况,这些内部部件被认为是磨损零件。在高物理诱导速度下,涂覆粉末具有研磨效应,这最终意味着仅在短时间之后的不同的流量和受影响的零件的随之而来的更换(维护停止)。
82.为了避免这种情形,优选地使用泵来传送粉末。该传送技术不会表现出任何这样的磨损行为。粉末量保持稳定并且即使在长时间段内也不会改变。
83.为了供应涂覆所需要的粉末输出量,还需要在使用喷射器的情况下考虑上述波动量。意味着实际输出在整个时间内高于目标值。这不仅在可再现层厚度方面存在问题,而且还会产生不必要的粉末浪费。
84.当涂覆粉末可以尽可能自由且均匀地“流动”而不受任何物理影响时,涂覆粉末的特性在传送期间被最好地保持。突然的方向变化、加速、超速或狭窄的弯曲半径都是可能改变涂覆粉末的特性的影响因素。为了最优充电、适当的云形成以及最终生成所需的粉末层,涂覆粉末需要以尽可能接近其原始状态的方式到达涂覆枪的雾化器。
85.因此,优选地使用直接安装在粉末容器上的粉末泵,以实现极短且刚性的抽吸管路。一旦在粉末泵处,泵内的完全直的且不间断的粉末通道就可以确保粉末的柔和输送,这特别有利于敏感反应类型的粉末,诸如金属或结构性粉末。
86.雾化空气被直接添加在涂覆枪处并且因此与粉末输送完全分开。这使得以形式/速度方面理想的粉末云形成,并且同时防止脉冲式粉末云且因而防止粉末充电不均匀,这会导致涂覆图案的不规则性。
87.优选地提供至少两个粉末电路,其中仅使用新的粉末用于第一枪组的粉末供应,并且新的/回收的粉末混合物用于另外的枪组。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。