技术特征:
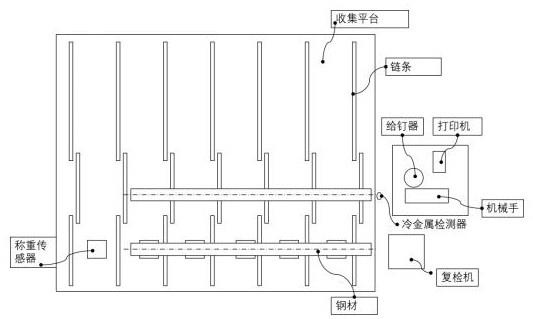
1.一种钢材自动焊接标牌系统,其特征在于,其结构包括:收集平台、传送结构、复检机,所述收集平台前部设置为用于给钢材捆称重的称重区域;所述称重区域设置有用于传送钢材捆的传送结构;所述复检机对应所述称重区域进行设置,负责对钢材捆进行复检,检查钢材支数是否合格;所述收集平台中部设置为焊接区域,为钢材焊接标牌工作区域,所述焊接区域设置有传送结构,钢材捆能够从称重区域的传送结构传送到焊接区域的传送结构上;还包括冷金属检测器,其对应所述焊接区域进行设置,所述冷金属检测器与所述焊接区域的传送结构链接,负责将钢材捆自动定位停止在所述焊接区域;还包括焊接系统和视觉定位系统,两者均对应所述焊接区域进行设置,所述视觉定位系统与所述焊接系统链接,所述视觉定位系统负责识别焊接区域上的钢材端面,并自动确定钢材端面圆心位置,所述焊接系统通过所述视觉定位系统识别钢材端面的圆心位置;所述冷金属检测器与所述焊接系统链接,通过与所述焊接系统连锁通知焊接系统对钢材端面焊接标牌;焊接完成后所述焊接系统通知所述冷金属检测器,所述冷金属检测器通知所述焊接区域的传送结构将钢材捆传送下去。2.根据权利要求1所述的一种钢材自动焊接标牌系统,其特征在于,所述称重区域设置了若干称重传感器,所述称重传感器用于给钢材捆称重。3.根据权利要求2所述的一种钢材自动焊接标牌系统,其特征在于,所述称重区域的传送结构采用一组排链链条,所述排链链条之间设置有称重传感器。4.根据权利要求1所述的一种钢材自动焊接标牌系统,其特征在于,所述焊接区域的传送结构采用一组排链链条,所述排链链条用于停放焊接作业的钢材捆,且用于将钢材捆传送下去。5.根据权利要求1所述的一种钢材自动焊接标牌系统,其特征在于,所述复检机与所述焊接系统链接,当钢材捆复检出现错误时,将错误的钢材信息传输给所述焊接系统,所述焊接系统自动放过错误钢材捆。6.根据权利要求1所述的一种钢材自动焊接标牌系统,其特征在于,所述焊接系统包括给钉器、机械手和打印机,其中所述打印机与钢材生产系统链接,根据钢材生产信息自动获取标牌信息,全自动打印钢材标牌,且所述标牌上设置有便于焊钉穿接的穿孔;所述给钉器用于提供焊钉,所述机械手负责从给钉器抓取焊钉,并使焊钉穿接上标牌;所述视觉定位系统与所述机械手链接便于机械手准确定位钢材端面进行焊接标牌。7.根据权利要求1所述的一种钢材自动焊接标牌系统,其特征在于,所述收集平台后部设置有收集区域,所述收集区域设置有传送结构,钢材捆能够从所述焊接区域的传送结构传送到所述收集区域的传送结构上。8.根据权利要求7所述的一种钢材自动焊接标牌系统,其特征在于,所述收集平台的传送结构采用一组排链链条,用于将标牌焊接完成的钢材捆传送出去。9.根据权利要求4所述的一种钢材自动焊接标牌系统,其特征在于,钢材捆自动停止到所述焊接区域,所述冷金属检测器与所述焊接系统链接进行焊接动作连锁,在标牌焊接未完成时,所述冷金属检测器与所述焊接区域的传送结构链接自动禁止链条运行。10.根据权利要求4所述的一种钢材自动焊接标牌系统,其特征在于,钢材标牌焊接结束后,所述冷金属检测器与所述焊接区域的传送结构链接自动解除链条禁止动作的连锁;
所述排链链条自动动作,继续将钢材捆运送出所述焊接区域。
技术总结
本发明涉及一种钢材自动焊接标牌系统,涉及标牌焊接自动化技术,首先钢材经打捆机打捆后,进入收集平台进行称重、复检支数合格后,进入焊接区域,通过冷金属检测器自动定位钢材,使钢材停在指定区域,焊接系统通过打印机将标牌打印出来,视觉定位系统识别钢材端面中心圆点,通过机械手焊接标牌,然后启动链条将标牌焊接完成的钢材运出焊接区域。本发明实现对钢材进行自动焊接标牌,消除打印标牌、焊接标牌两个工序,同时通过机械手的连续连锁动作,减少收集钢材捆节奏间隔,显著提高了作业效率;减少人工操作,降低人员劳动强度;克服了人工焊接标牌存在的重牌、溜牌等情况,同时避免了由于人员焊接技术不达标造成的掉牌、糊牌等问题。题。题。
技术研发人员:巴俊杰 牛月旭 孙建军 付龙刚 董绪 姚东彬 王伟 谷家林 张梦茹
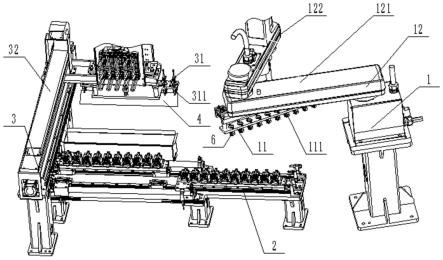
受保护的技术使用者:山东莱钢永锋钢铁有限公司
技术研发日:2022.08.22
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。