一种板式结构smc垃圾箱的制备方法
技术领域
本发明属于垃圾箱技术领域,具体涉及一种板式结构smc垃圾箱的制备方法。
背景技术:
目前市面上的勾臂式垃圾箱材质多为铁箱,由铁皮、钢材焊接而成,其容易锈蚀,使用寿命短,且上部锈蚀接缝易进雨水,下部锈蚀接缝易漏污水,对环境造成二次污染。此外铁质垃圾箱要在工厂完全焊接为成品,单体占用空间大,质量重,产品的运输费用高。
技术实现要素:
为了解决上述技术问题,本发明提供一种板式组装结构的smc垃圾箱,不易锈蚀,提高了使用寿命,同时垃圾箱体采用板式结构组装而成,可以分部件叠放后运输,降低了单车运输成本。本发明的技术方案如下:一种板式结构smc垃圾箱的制备方法,垃圾箱包括垃圾箱体和垃圾箱体下方的支撑装置,所述的垃圾箱体由板式结构的下箱体、第一上箱盖、第二上箱盖、前门和后门组装而成,第一上箱盖与第二上箱盖中部分别设置有第一侧门、第二侧门;前门的外侧安装有勾臂钢件,前门的内侧位置设置有支撑槽钢;所述的下箱体包括两个第一侧边和两个第二侧边;其制备方法包括以下步骤:
1.板式smc部件的模压成型:第一上箱盖和第二上箱盖、前门和后门、第一侧门和第二侧门分别采用相同的模具,下箱体采用独立的模具,并按照smc的模压成型工艺制备;
2.部件组装:将下箱体固定在支撑装置的上方后,再将第一上箱盖、第二上箱盖、支撑槽钢、前门、后门进行固联,组成垃圾箱体。上述板式结构smc垃圾箱的制备方法中,步骤【1】中smc的模压成型工艺包括以下步骤;【1.1】将模压模具温度加热至155~175℃;【1.2】将与部件重量相对应的smc片状模塑料铺设在模具的下模中,片状模塑料受热软化同时,模具的上模向下施压,通过800~1000t/m2压力将软化的片状模塑料压入模具的空腔中,再经过150~350秒的保压时间制件成型;【1.3】脱模、打磨、冷却定型后,按照设计要求对部件进行孔位加工。上述板式结构smc垃圾箱的制备方法中,步骤【2】中部件组装的步骤如下:【2.1】下箱体固联在支撑装置的上方,并将第一上箱盖、第二上箱盖分别与下箱体的两个第一侧边固联后,第一上箱盖和第二上箱盖顶部固联;【2.2】支撑槽钢的底部与下箱体和支撑装置固联,支撑槽钢的顶部与第一上箱盖与第二上箱盖固联;
【2.3】前门与下箱体的第二侧边、第一上箱盖与第二上箱盖固联后,将勾臂钢件预置于前门的凹槽结构中,然后将支撑槽钢的中部、前门和勾臂钢件固联;【2.4】后门通过铰链与第一上箱盖、第二上箱盖活动联接,并在第一上箱盖、第二上箱盖的两侧安装锁扣;【2.5】第一侧门和第二侧门分别通过合页活动安装在第一上箱盖和第二上箱盖的中部。上述板式结构smc垃圾箱的制备方法中,下箱体沿两个第一侧边方向为朝上的弧形结构,第一侧边高于下箱体中部的板体。上述板式结构smc垃圾箱的制备方法中,勾臂钢件包括拉杆和固定板,固定板包括呈u型结构的底板和两个侧板,固定板内嵌在凹槽结构内,底板和侧板分别固定在前门的面板和加强筋上,拉杆设置在两个侧板之间。上述板式结构smc垃圾箱的制备方法中,下箱体、第一上箱盖、第二上箱盖、前门和后门本体上均设置有加强筋。上述板式结构smc垃圾箱的制备方法中,第一侧门和第二侧门均为分体折叠式结构,通过活动铰链分别固定在第一上箱盖与第二上箱盖中部位置。上述板式结构smc垃圾箱的制备方法中,后门边沿一周套有橡胶密封圈。上述板式结构smc垃圾箱的制备方法中,所述的支撑装置为槽钢架,槽钢架的下方设置有若干只滚轮。上述板式结构smc垃圾箱的制备方法中,槽钢架由两只横向槽钢和两只纵向槽钢组成,纵向槽钢之间设置有横担。本发明具有的有益技术效果如下:一、本发明的smc垃圾箱采用热固性片状模塑料模压制成,具有耐腐蚀,使用寿命等特点。箱体采用分部件模压成型,生产效率高,无焊接缝,可避免污水渗漏污染。在模压制备中采用性价比较高的smc片状模塑料作原料,并通过精确控制模具预热温度、上模压力和保压时间,确保了smc片状模塑料在模具中的流动性,最终保证了产品质量。二、本发明的箱体分成若干个部件一体化模压成型,且对称结构的上箱盖、侧门和前后门均采用相同的模具制成,减少了制造成本;维修时可针对损坏的部件拆装替换,维修成本低;箱体采用板式结构,分部件叠放运输到现场后组装使用,单车运输量大,运输成本低,与传统的手糊工艺玻璃钢部件制备工艺相比,降低了对工人的熟练程度和制备条件的要求,提高了效率,降低了成本。三、本发明的前门采用具有加强筋的凹凸结构设计,且前门外侧安装有勾臂钢件,前门内侧设置了支撑槽钢,该支撑槽钢底部与下箱体、槽钢架固联,中部与勾臂钢件固联,顶部与箱盖固联,使得勾臂钢件、支撑槽钢和槽钢架就构成了支撑垃圾箱的一个稳定钢构架,结合前门的加强筋结构,使得在勾臂钢件随垃圾车挂钩运动时,由稳定钢构架分散受力,提高结构强度,防止了垃圾箱受力变形,延长了装置的使用寿命。
附图说明
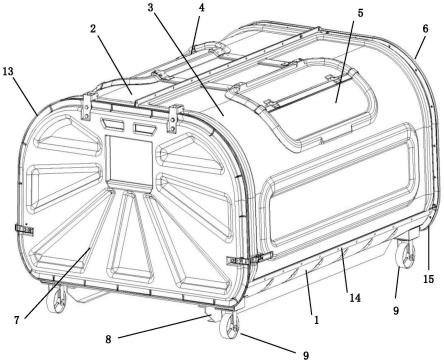
图1为本发明smc垃圾箱的组成结构示意图。图2为本发明的前门与勾臂钢件结构示意图。
图3为本发明的支撑槽钢结构示意图。图4为本发明的侧门结构示意图。图5为本发明的前后门结构示意图。图6为本发明的底部槽钢盘结构示意图。图7为本发明下箱体的结构示意图。图8为本发明上箱盖的结构示意图。附图标记为:1-下箱体;2-第一上箱盖;3-第二上箱盖;4-第一侧门;5-第二侧门;6-前门;7-后门;8-槽钢架;9-滚轮;11-支撑槽钢;12-勾臂钢件;13-橡胶密封圈;14-第一侧边;15-第二侧边;21-第一盖板;22-第二盖板;23-横向槽钢;24-纵向槽钢;25-横担;121-拉杆;122-底板;123-侧板。
具体实施方式
如图1、图7和图8所示,本发明提供一种smc垃圾箱,包括垃圾箱体和支撑装置;垃圾箱体由板式结构的下箱体1、第一上箱盖2、第二上箱盖3、前门6和后门7组装而成。所述的下箱体1为内含加强筋的板式结构,包括两个第一侧边14和两个第二侧边15。第一上箱盖2与第二上箱盖3为均为弯弧形平板结构,第一上箱盖2与第二上箱盖3的上端对称固联,第一上箱盖2与第二上箱盖3的下端分别固定在下箱体1的两个第一侧边14上;下箱体1、第一上箱盖2、第二上箱盖3、前门6和后门7之间形成容纳垃圾的内部空间。smc垃圾箱体均采用热固性片状模塑料模压成型。所述前门6的下端固定在下箱体1的第二侧边15上,上部固定在第一上箱盖2与第二上箱盖3的侧边上;后门7与第一上箱盖2、第二上箱盖3通过铰链活动联接,第一上箱盖2、第二上箱盖3的两侧分别设置打开或关闭后门7的锁扣;所述的第一上箱盖2与第二上箱盖3中部活动联接有第一侧门4、第二侧门5,用于倾倒垃圾。其中第一上箱盖2与第二上箱盖3为相同尺寸和结构的smc模压成型件,上端通过螺栓对称固接;第一侧门4和第二侧门5为相同尺寸和结构的smc模压成型件;前门6和后门7为相同尺寸和结构的smc模压成型件,制备时采用相同的模具模压成型,安装时处于对称位置。箱体的一端为前门6,前门6通过边沿一周的螺栓与下箱体1、第一上箱盖2、第二上箱盖3固接。箱体的另一端设有后门7,后门7与第一上箱盖2、第二上箱盖3顶部对称设置的铰链连接,第一上箱盖2、第二上箱盖3两侧分别设置锁扣,后门7通过两侧锁扣打开或锁紧。第一侧门4和第二侧门5分别通过铰链活动固定在第一上箱盖2和第二上箱盖3上,第一侧门4和第二侧门5能够打开或封闭投料口。优选第一侧门4和第二侧门5均为折叠式结构。作为一种优选方式,下箱体1沿两个第一侧边14方向为朝上的弧形结构,第一侧边14高于下箱体1中部的板体,第一上箱盖2与第二上箱盖3的下端分别固定在下箱体1的两个上翘的第一侧边14上。后门7对箱体的一端进行封闭,后门7通过合页与第一上箱盖2、第二上箱盖3连接,其中后门7和第一上箱盖2上设有用于将后门7锁定在第一上箱盖2的锁扣,后门7和第二上箱盖3上设有用于将后门7锁定在第二上箱盖3的锁扣,当需要倾倒垃圾时,打开锁扣,即可打开后门7,操作方便。并且为防止运输时垃圾泄漏,在后门7边沿一周套橡胶密封圈13来保
证密封性。支撑装置为槽钢架8,槽钢架的下方设置有若干只滚轮9;槽钢架8由两只横向槽钢23和两只纵向槽钢24组成,纵向槽钢24之间设置有横担25。下箱体1底部与槽钢架8通过螺栓固联,槽钢架支撑垃圾箱体整体重量。槽钢架8的两根槽钢横梁两端分别在底部设置滚轮9,通过滚轮9移动垃圾箱体。如图2、3所示,smc垃圾箱箱体在前门6端口部位设置一根支撑槽钢11。支撑槽钢11的底部与下箱体1、槽钢架8通过螺栓固联,顶部与第一上箱盖2、第二上箱盖3通过螺栓固联。前门6的外侧设置勾臂钢件12,勾臂钢件12包括拉杆121和固定板,固定板包括呈u型结构的底板122和两个侧板123。固定板内嵌在前门6上,底板122和侧板123分别固定在前门6的面板和加强筋上,拉杆121设置在两个侧板123之间。倾倒垃圾时,垃圾车挂钩通过勾臂钢件12牵引垃圾箱移上垃圾车,或者推动垃圾箱倾倒垃圾。在运动过程中,勾臂钢件12与前门6之间要承受较大作用力。勾臂钢件12的u型两侧翼与前门6通过螺栓固联。勾臂钢件12的钢板面与前门6、支撑槽钢12通过螺栓固联。通过多个面固联锁紧,以及钢板面4mm的钢材厚度,保证该勾臂钢件12与前门6结构的支撑强度和刚度。这样勾臂钢件12、支撑槽钢11和槽钢架8就构成了一个稳定钢构架,在勾臂钢件随垃圾车挂钩运动时,由稳定钢构架分散受力,提高结构强度,防止垃圾箱受力变形,不会发生断裂的情况,使得本smc垃圾箱使用寿命更长。如图4所示,第一侧门4包括第一盖板21与第二盖板22,之间通过合页活动连接,第一盖板21和第二盖板22为相同的smc模压成型件,采用分体折叠式结构利于将垃圾投入到箱体内后并便于密封投放口。第二侧门5与第一侧门4的结构相同。如图5所示,垃圾箱的前门6和后门7为相同结构的模压成型件。垃圾箱装满垃圾后上车时,勾臂钢件12拉拽前门6,对前门6产生较大的应力,垃圾向后倾斜,重量压在后门7上面,对后门7产生较大的应力。对前门6和后门7共用压制模具,表面设计有带加强筋的凹凸结构,即能增加产品结构刚性,又美观大方。如图6所示,槽钢架8由两根横向槽钢23、两根纵向槽钢24、三根横担25焊接构成;所述横向槽钢23平行设置,所述纵向槽钢24平行设置,每横向槽钢23与纵向槽钢24均垂直固接。纵向槽钢24之间平行设置三根横担25,横担25两端分别与纵向槽钢24固接,横担25与横向槽钢23平行。槽钢架中横向槽钢和纵向槽钢垂直固定连接,构成主体承重结构,再与两根纵向槽钢之间平行设置三根横担,增强垃圾箱体底部承重的稳定性。在转运的过程中,垃圾车通过前门6上的勾臂钢件牵引垃圾箱上车,勾臂钢件将垃圾箱的一端抬起,随着垃圾车挂钩运动到垃圾车上,然后打开后门7的锁扣倾倒垃圾。本发明smc垃圾箱,箱体分成若干个部件一体化模压成型,且对称结构的上箱盖、侧门和前后门均采用相同的模具制成,下箱体采用独立模具制成。模压制备工艺如下:步骤一:将模压模具温度加热至155~175℃。步骤二:分别理论计算上箱体、前后门、侧门、下箱体制品单件重量,按重量裁切对应重量的smc片状模塑料。步骤三:将裁切完成的smc片状模塑料铺设在模具的下模中,铺设时依据每件制品的结构不同将片材铺设于下模腔中的合适位置,以利于材料流动,保证产品成型。
步骤四:片状模塑料在下模受热软化的同时,上模下行施压,通过800~1000t/m2压力挤压将软化的片状模塑料压入模具的空腔中,分别经过150~350秒的保压时间制件成型,上模上行打开,产品通过下模的顶出脱模装置顶出脱模。步骤五:打磨产品的溢料飞边,将打磨好的产品放置于专用的冷动定型架上冷却定型。步骤六:定型后的产品放入对应的打孔工装上,按设计要求加工出产品的孔位。通过采用性价比较高的smc片状模塑料作原料,并通过精确控制模具预热温度、上模压力和保压时间,确保了smc片状模塑料在模具中的流动性,最终保证了部件的产品质量。制备完毕的部件,由于均为板式结构,可以叠放运输至垃圾箱用户地点然后就地进行组装,组装的步骤如下:步骤一:槽钢架8和滚轮9在工厂已预装配好,将其放置于平坦底面。步骤二:将下箱体1置于槽钢架8上,用螺丝固联锁紧。步骤三:将第一上箱盖2置于下箱体1第一侧边14上,用螺丝固联锁紧。步骤四:将支撑槽钢11置于体靠近前门6的位置,支撑槽钢11的底部与下箱体1和槽钢架8用螺丝固联锁紧,支撑槽钢11的顶部与第一上箱盖2用螺丝固联锁紧。步骤五:将第二上箱盖3置于下箱体1另一第一侧边14上,用螺丝固联锁紧;支撑槽钢11的顶部与第二上箱盖3用螺丝固联锁紧。步骤六:将勾臂钢件12预置于前门6凹槽结构中,两个侧板123分别与前门6用螺丝固联锁紧。步骤七:将前门6与箱体端口装配,边沿一周螺丝固联锁紧;支撑槽钢11的中部、前门6和勾臂钢件12的底板122用螺丝固联锁紧。步骤八:将带有密封圈的后门7与箱体另一端口装配,第一上箱盖2、第二上箱盖3上安装活动铰链,活动铰链的另一端安装在后门7上;第一上箱盖2和第二上箱盖3的两侧安装锁扣。步骤九:将第一侧门4用合页安装在第一上箱盖2上;将第二侧门5用合页安装在第二上箱盖3上。至此完成了垃圾箱的现场装配,装配工艺简单,避免了其他手糊工艺的玻璃钢产品制备中对生产条件和工人熟练程度要求高的缺点,既提高了效率,又降低了成本。本发明采用smc来生产垃圾箱产品,采用模块化设计理念和板式的部件结构,具有以下特点:(1)箱体内部一体化的稳定结构支撑,确保结构强度;(2)smc模压制备中的精确参数控制,确保了部件质量;(3)各部件批量模压制备,生产效率高;(4)分部件叠放大批量运输,运费省;(5)到达使用地统一组装,易现场组装;(6)损坏的部件拆装替换便捷,易维修,具有广阔的市场前景。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。