基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法
技术领域
1.本发明涉及数控加工技术领域,具体涉及一种基于mlp(多层神经网络)和变异pso(变异粒子群)的不锈钢车削工艺参数多目标优化方法。
背景技术:
2.304不锈钢是工程关键设备的重要结构材料,广泛应用于海洋、核电、石油等领域,在其服役过程中伴随着腐蚀、辐射、高温、高载荷等恶劣环境,这对304不锈钢零件的腐蚀性、稳定性、可靠性等提出了更高的要求。残余应力是影响304不锈钢零件腐蚀开裂的重要原因,在其制造过程中,车削会引起加工表层产生残余应力,从而影响零件的应力腐蚀行为和疲劳寿命。一般情况下,残余压应力能有效抑制疲劳裂纹的扩展,从而提高零件的使用寿命。另外,提高材料表面去除率以降低生产成本也是加工制造追求的目标,因此,合理的选择车削参数对提高产品寿命和降低生产成本具有重要意义。
3.目前,使用智能优化算法对车削参数进行优化的学者越来越多,但存在以下不足:在不锈钢车削质量优化中使用的目标函数大部分都是采用单个隐藏层神经网络、线性回归、二乘法等拟合能力较弱的预测模型,然而在实际加工中,切削参数与加工质量的关系往往呈现出复杂的非线性关系,而上述预测模型拟合非线性关系能力差。在不锈钢车削质量优化中使用的群智能优化算法大多为原生未改进的群智能优化算法,原生未改进的优化算法通常具有种群多样性差、寻优能力弱等缺点。在实际加工中,车削速度、车削深度、刀具前角、刀具后角和车削刃半径对加工表面质量有重要影响,同时考虑车削深度、车削速度和刀具参数对不锈车削钢残余应力和材料去除率优化的研究较少。
4.有鉴于此,亟需提供一个多目标优化模型来解决上述问题,以满足可持续制造趋势下的金属加工多目标优化需求,获得最优的车削参数组合,同时提高零件质量和生产效率。
技术实现要素:
5.针对现有优化方法的缺陷和改进需求,本发明提出一种用于不锈钢车削参数多目标优化方法,该方法以车削速度、车削深度、刀具前角、刀具后角和车削刃半径为约束条件,通过多层反馈神经网络建立约束条件和残余应力的非线性映射关系,通过公式计算出材料去除率,采用改进粒子群算法,以不锈钢表面最小残余应力和最大材料去除率为优化目标,经过迭代更新获得多目标优化的pareto前沿解集,得到最优的车削参数组合。在提高零件加工质量,增加产品使用寿命的同时,提高了生产效率,降低了成本。
6.本发明提供一种基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法,包括以下步骤:
7.s1、在预设的车削工艺参数允许范围内,选择车削参数,采用有限元仿真获得不同车削参数组合下的车削残余应力数据;将部分的车削参数为输入,对应的车削残余应力数据为输出,作为训练样本,同时将剩余部分的车削参数为输入,对应的车削残余应力数据为
输出,形成测试样本;所述车削参数为:车削速度、车削深度、刀具前角、刀具后角和刀具半径;
8.s2、利用所述训练样本训练多层神经网络结构模型;
9.s3、将测试样本代入训练后的多层神经网络结构模型,比较测试样本中削残余应力数据和多层神经网络结构模型的预测值,通过调整多层神经网络结构模型的隐含层h、附加能量因子、最小能量梯度、迭代次数以及学习率参数,降低多层神经网络结构模型的预测误差,选取预测误差较小的多层神经网络结构模型,作为车削参数和残余应力的非线性映射关系的神经网络预测模型;
10.s4、模型建立:多目标优化数学模型如式(2)所示,式(3)表示材料去除率;
[0011][0012]
u2(a)=v
×h×
10-3
(3)
[0013]
式中,p为目标函数,0≤λ1≤1;0≤λ2≤1,λ1 λ1=1,a=[v,h,a,b,r]为车削参数,v、h、a、b和r分别表示车削速度、车削深度、刀具前角、刀具后角和刀具半径;可行域集合ω为车削参数的预设取值范围;u1(a)和u2(a)分别为在车削参数a条件下的残余应力和材料去除率;目标函数同时为车削最小残余应力f1和最大材料去除率f2;车削工艺参数多目标优化约束条件为车削参数在可行域集合ω内;
[0014]
s5、进行粒子群算法:将车削参数进行实数制编码,从而随机生成初始化粒子群,采用训练好的神经网络模型和材料去除率函数计算每个个体对应的目标函数p的数值作为适应度;
[0015]
s6、根据步骤s5的计算结果,通过pareto支配关系评价粒子,得到非支配解集,并确定全局最优粒子;
[0016]
s7、随机选择非支配解集中的粒子为引导者,对粒子进行速度和位置的更新并更新非支配解集;
[0017]
在粒子群算法的循环迭代过程中,随机将种群均匀分为3部分,第1部分种群按照常规的粒子群算法进行迭代;在第1部分种群迭代的基础上利用第2部分种群继续进行粒子群算法,其中,在第2部分种群中设定随机初始种群概率常数μ1,使第2部分种群中的粒子在每次迭代过程中,以μ1的概率随机重新生成,0《μ1《1;在第2部分种群迭代的基础上利用第3部分种群继续进行粒子群算法,其中,在第3部分种群中设定随机初始种群概率μ2,使第3部分种群中的粒子在每次迭代过程中,以μ2的概率重新生成,μ2随着迭代次数减小;
[0018]
s8、在粒子群算法达到最大迭代次数时,输出pareto前沿解集,获得最小残余应力和最大材料去除率解集。
[0019]
进一步地,在本发明的基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法中,μ2根据式(7)进行确定:
[0020]
[0021]
式中,t表示当前迭代次数;t
max
表示最大迭代次数,α为常数,α》1。
[0022]
进一步地,在本发明的基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法中,多层神经网络结构模型中,每层隐藏层的神经元个数如式(1)所示;
[0023][0024]
式中,l表示每层隐藏层的神经元个数,m表示输入层神经元个数,n表示输出层神经元个数,c=1,2,
…
,11。
[0025]
进一步地,在本发明的基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法中,第k个粒子的第t代的速度和位置更新的公式分别为式(4)和式(5);
[0026]
vk(t 1)=ωvk(t) c1r1(t)[pk(t)-pk(t)] c2r2(t)[pg(t)-pk(t)](4)
[0027]
pk(t 1)=pk(t) vk(t 1)(5)
[0028]
式中,ω为惯性权重系数,0《ω《1;vk(t)和pk(t)分别为第k个粒子在第t代的运动速度和位置;c1和c2分别表示粒子加速常数;r1(t)和r2(t)为第t代的两个独立随机数;pk(t)第k个粒子在第t代的历史最优位置;pg(t)为所有粒子在第t代的最优位置。
[0029]
进一步地,在本发明的基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法中,c1=c2=1。
[0030]
进一步地,在本发明的基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法中,步骤s1中,所述选择车削参数具体是指在预设的车削工艺参数允许范围内进行均匀选择。
[0031]
进一步地,在本发明的基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法中,步骤s3,所述通过调整多层神经网络结构模型的参数具体是指:通过调整多层神经网络结构模型的隐含层h、附加能量因子、最小能量梯度、迭代次数以及学习率参数。
[0032]
进一步地,在本发明的基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法中,步骤s7中,更新非支配解集具体包括:
[0033]
将更新后的粒子与非支配解集再进行相互支配关系判断,保存更新后的非支配解到pareto前沿解集中,并计算pareto前沿解集中的粒子密集距离,当达到最大容量或粒子密集度阈值时,随机移除多余粒子。
[0034]
本发明提供的技术方案带来的有益效果是:本发明提供一种基于多层神经网络和变异粒子群的不锈钢车削工艺参数优化方法,使用高精度拟合任意曲线的多层神经网络作为预测车削残余应力的函数,通过改进算法使种群在迭代过程中产生变异,提高了原生粒子群算法的寻优能力,避免陷入局部最优,获得最优的车削参数解集,有效提高了零件加工质量和加工效率。
附图说明
[0035]
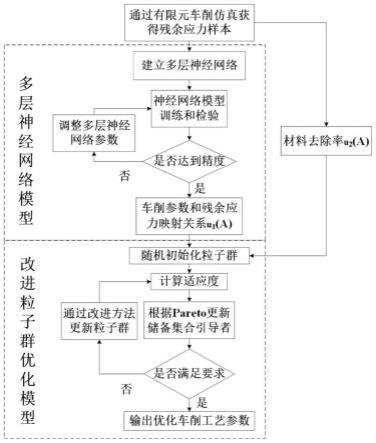
图1是用于不锈钢车削的多目标优化算法的流程示意图;
[0036]
图2是实验与有限元仿真残余应力对比示意图;
[0037]
图3是多层神经网络示意图;
[0038]
图4是多层神经网络预测模型和仿真模型输出对比示意图;
[0039]
图5是改进粒子群算法寻优示意图;
[0040]
图6是最大材料去除率和最小表面残余应力的pareto前沿粒子分布图。
具体实施方式
[0041]
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地描述。
[0042]
参考图1,图1是本发明的用于不锈钢车削的多目标优化算法的流程示意图。本发明的基于mlp和变异pso的不锈钢车削工艺参数多目标优化方法,包含如下步骤。
[0043]
s1、在预设的车削工艺参数允许范围内,采用均匀选择的方案选择车削参数,测量车削后的残余应力,通过实验验证有限元的可靠性,采用有限元仿真获得不同车削参数组合下的车削残余应力数据;将部分的车削参数为输入,对应的车削残余应力数据为输出,作为训练样本,同时将剩余部分的车削参数为输入,对应的车削残余应力数据为输出,形成测试样本;所述车削参数为:车削速度、车削深度、刀具前角、刀具后角和刀具半径。
[0044]
实验加工所用机床为htc2050数控机床,车削刀具为tnmg160408-mm。采用残余应力测试仪(porto ixrd)对试件表面进行残余应力测量,刀具前角为11
°
,车削刃半径为0.04mm,进给量为0.05mm/r时,实验测量和仿真的残余应力值的对比如图2所示,仿真与实验测量残余应力具有良好的一致性,所建立的车削模型能够实现车削表面残余应力的预测。
[0045]
s2、利用所述训练样本训练多层神经网络结构模型。
[0046]
多层神经网络结构模型中,每层隐藏层的神经元个数如式(1)所示;
[0047][0048]
式中,l表示每层隐藏层的神经元个数,m=5,n=1,c=1,2,
…
,11。
[0049]
根据所建立的有限元仿真模型,得到不同车削工艺参数下的残余应力仿真数据。以车削速度v、车削深度h、刀具前角a、刀具后角b和车削刃半径r为输入,残余应力为输出,如表1所示为多层神经网络结构模型所需要的58个训练集。
[0050]
表1车削304不锈钢残余应力预测模型训练集
[0051][0052]
s3、将测试样本代入训练后的多层神经网络结构模型,比较测试样本中削残余应力数据和多层神经网络结构模型的预测值,通过调整多层神经网络结构模型的隐含层h、附加能量因子、最小能量梯度、迭代次数以及学习率参数,降低多层神经网络结构模型的预测误差,选取预测误差较小的多层神经网络结构模型,作为车削参数和残余应力的非线性映射关系的神经网络预测模型。
[0053]
设定多层神经网络结构模型的预测平均绝对误差在5%以内,通过调试神经网络结构和参数,如图3所示,确定3层隐含层节点数分别为9、5和3,使用贝叶斯规则法训练神经网络,输入层到第一层隐含层的传递函数为tansig,其他传递函数为purelin,最大迭代次数为epochs=1000,附加能量因子mc=0.95,最小能量梯度grad=0.001。如图4所示为mbpnn预测模型和有限元仿真模型的输出对比图,残余应力平均绝对误差为4.61%,能够满足预测精度要求。
[0054]
s4、模型建立:多目标优化数学模型如式(2)所示,式(3)表示材料去除率;
[0055][0056]
u2(a)=v
×h×
10-3
(3)
[0057]
式中,p为目标函数,0≤λ1≤1;0≤λ2≤1,λ1 λ1=1,a=[v,h,a,b,r]为车削参数,v、h、a、b和r分别表示车削速度、车削深度、刀具前角、刀具后角和刀具半径;可行域集合ω为车削参数的预设取值范围;u1(a)和u2(a)分别为在车削参数a条件下的残余应力和材料去除率;目标函数同时为车削最小残余应力f1和最大材料去除率f2;车削工艺参数多目标优化约束条件为车削参数在可行域集合ω内。
[0058]
当λ1=1时,以最小残余应力为单目标输出最优解;当λ2=1时,以最大材料去除率为单目标输出最优解;当λ1=λ2=0.5时,优化目标同时为最小残余应力和最大材料去除率,两个目标具有相同的重要程度。
[0059]
s5、进行粒子群算法:将车削参数进行实数制编码,从而随机生成初始化粒子群,采用训练好的神经网络模型和材料去除率函数计算每个个体对应的目标函数p的数值作为适应度;
[0060]
s6、根据步骤s5的计算结果,通过pareto支配关系评价粒子,得到非支配解集,并确定全局最优粒子;
[0061]
s7、随机选择非支配解集中的粒子为引导者,对粒子进行速度和位置的更新,并更新非支配解集;第k个粒子的第t代的速度和位置更新的公式分别为式(4)和式(5);
[0062]
vk(t 1)=ωvk(t) c1r1(t)[pk(t)-pk(t)] c2r2(t)[pg(t)-pk(t)](4)
[0063]
pk(t 1)=pk(t) vk(t 1)(5)
[0064]
式中,ω为惯性权重系数,取值0.4;vk(t)和pk(t)分别为第k个粒子在第t代的运动速度和位置;c1和c2分别表示粒子加速常数,取值为c1=c1=2;r1(t)和r2(t)为第t代的两个独立随机数,其中0《r1(t)《1,0《r2(t)《1;pk(t)第k个粒子在第t代的历史最优位置;pg(t)为所有粒子在第t代的最优位置。
[0065]
车削速度v、车削深度h、刀具前角a、刀具后角b和刀具半径r的范围根据实际工况和车床具体参数确定,如式(6)所示:
[0066][0067]
在粒子群算法的循环迭代过程中,随机将种群均匀分为3部分,第1部分种群按照常规的粒子群算法进行迭代;在第1部分种群迭代的基础上利用第2部分种群继续进行粒子群算法,其中,在第2部分种群中设定随机初始种群概率常数μ1,使第2部分种群中的粒子在每次迭代过程中,以μ1的概率随机重新生成,0《μ1《1;在第2部分种群迭代的基础上利用第3
部分种群继续进行粒子群算法,其中,在第3部分种群中设定随机初始种群概率μ2,0《μ2《1,使第3部分种群中的粒子在每次迭代过程中,以μ2的概率重新生成,μ2随着迭代次数减小。
[0068]
μ2根据式(7)进行确定:
[0069][0070]
式中,t表示当前迭代次数;t
max
表示最大迭代次数,α为常数,α》1。
[0071]
s8、在粒子群算法达到最大迭代次数时,输出pareto前沿解集,获得最小残余应力和最大材料去除率解集。
[0072]
图5所示为粒子群算法多目标优化流程,每个粒子的位置代表一种车削工艺参数。首先,设置车削参数可搜索范围,根据建立的残余应力与车削参数的映射关系随机生成初始粒子群位置,然后计算每个粒子的适应度。通过粒子间pareto相互支配关系判断每个粒子是否为非支配解,确定全局最优粒子。每次迭代过程中,根据最优粒子的位置,更新粒子的速度和位置,若粒子的位置超出所设置的搜索范围,则将其设置为边界值,为了让该粒子在下次迭代时不沿着超出边界的方向移动,将该粒子的速度取反;若速度超出范围,将其设置为边界值。
[0073]
将更新后的粒子与非支配解集再进行相互支配关系判断,保存更新后的非支配解到pareto前沿解集中,并计算pareto前沿解集中的粒子密集距离,当达到最大容量或粒子密集度阈值时,随机移除多余粒子。
[0074]
在循环过程中,根据改进的方法,重新确定种群,然后进行下一轮迭代。重复迭代过程直到达到最大迭代次数,获得的车削304不锈钢工艺参数pareto最优解集。
[0075]
表2为车削参数区间范围,通过调试算法,确定粒子种群规模为240,最大迭代次数为500,pareto前沿非支配解集的数量为150,然后结合多层神经网络预测模型和改进粒子群算法对304不锈钢车削工艺参数进行多目标优化。
[0076]
表2优化车削参数范围
[0077][0078]
优化结果如图6所示,pareto前沿解集中共有150个解,表示最小残余应力和最大材料去除率在不同权重下的pareto最优解。当车削残余应力权重为1,材料去除率的权重为0时,多目标优化转化为以最小残余应力为目标的单目标优化,其优化结果为m1(64,0.04);当车削残余应力权重为0,材料去除率的权重为1时,多目标优化转化为以最大材料去除率为目标的单目标优化,其优化结果为m3(84,0.16);当车削残余应力权重为0.5,材料去除率的权重为0.5时,优化目标同时为最小残余应力和最大材料去除率,且两个目标具有相同的重要程度,其优化结果为m2(72,0.11)。
[0079]
本发明公开一种基于多层神经网络和变异粒子群的不锈钢车削工艺参数优化方法,综合考虑了车削速度、车削深度、刀具前角、刀具后角和刀具车削刃半径对残余应力和加工效率的影响,通过实验验证的有限元仿真数据建立数学模型,根据实际工况确定车削参数范围,使用改进粒子群算法进行最优求解,有效提高了表面质量和加工效率。
[0080]
在本文中,所涉及的前、后、上、下等方位词是以附图中零部件位于图中以及零部
件相互之间的位置来定义的,只是为了表达技术方案的清楚及方便。应当理解,所述方位词的使用不应限制本技术请求保护的范围。
[0081]
在不冲突的情况下,本文中上述实施例及实施例中的特征可以相互结合。
[0082]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。