光学部件
1.本技术是2015年10月30日提交、发明名称为“透镜和光学部件”、申请号为201580059160.6(国际申请号:pct/jp2015/080763)的发明专利申请的分案申请。
技术领域
2.本发明涉及一种光学部件。
背景技术:
3.近年来,已开发出多种类型的红外检测装置,以检测从物体发射或散失的热量所产生的红外线。这些红外检测装置用于车载摄像头、监控摄像头、热成像仪、飞机和卫星等,并常常在户外使用。在这种环境中,飞行物体可能与这种红外检测装置发生碰撞。
4.如果红外检测装置的各个部件中的透镜因受到飞行物体的冲击而损坏,则红外检测装置本身不能工作。因此,为了保护透镜不受到外部飞行物体的冲击,例如,提出将由锗构成的保护窗口安装在透镜的入射面侧附近的技术。
5.例如,专利文献1(日本公开专利no.2001-057642)公开了一种红外摄像头,该红外摄像头包括:红外透镜,其用于收集红外线并形成图像;图像采集(拍摄)单元,其用于将由红外透镜形成的红外图像转换成电信号;壳体,其用于收纳红外透镜和图像采集单元;以及窗口,其布置在红外透镜的红外线进入侧并被接合至壳体。
6.引用列表
7.专利文献
8.ptd 1:日本已公开专利no.2001-057642
技术实现要素:
9.技术问题
10.然而,当保护窗口被安装在透镜附近时,外部光的透光率不利地下降。此外,不利的是,保护窗口的安装导致红外检测装置的尺寸受限。为了在没有安装保护窗口的情况下防止光学器件的功能因外部冲击而下降,需要提高透镜本身的机械强度。
11.因此,本发明的目的在于提供一种具有优异机械强度的透镜以及使用该透镜的光学部件。
12.解决问题的技术方案
13.[1]根据本发明的一个实施例的透镜是如下透镜:在俯视图中观察时所述透镜具有圆形形状,所述透镜在透镜中心处具有不小于1mm且不大于11mm的厚度,所述透镜具有不小于2mm且不大于50mm的透镜直径,所述透镜在所述透镜中心处具有不小于-0.5mm-1
且不大于0.5mm-1
的曲率。
[0014]
[2]根据本发明的一个实施例的光学部件是如下光学部件,该光学部件包括:第[1]项所述的透镜;以及类金刚石膜,其覆盖所述透镜的入射面的至少一部分。
[0015]
[3]根据本发明的一个实施例的光学部件是如下光学部件,该光学部件包括:第
[1]项所述的透镜;以及抗反射膜,其覆盖所述透镜的入射面的至少一部分。
[0016]
本发明的有益效果
[0017]
根据上述实施例,可以提供一种具有优异机械强度的透镜以及使用该透镜的光学部件。因此,不需要安装用于保护透镜的保护窗口。
附图说明
[0018]
图1是根据本发明的一个实施例的透镜的俯视图。
[0019]
图2示出了沿着图1的透镜的线a-a截取的截面视图的实例。
[0020]
图3示出了沿着图1的透镜的线a-a截取的截面视图的实例。
[0021]
图4示出了沿着图1的透镜的线a-a截取的截面视图的实例。
[0022]
图5示出了沿着图1的透镜的线a-a截取的截面视图的实例。
[0023]
图6示出了沿着图1的透镜的线a-a截取的截面视图的实例。
[0024]
图7是示出了根据本发明的一个实施例的包括边缘部分的透镜的示意性截面视图。
[0025]
图8是示出了根据本发明的一个实施例的包括边缘部分的透镜的示意性截面视图。
[0026]
图9是示出了根据本发明的一个实施例的包括边缘部分的透镜的示意性截面视图。
[0027]
图10是示出了根据本发明的一个实施例的衍射透镜的构造的示意性截面视图。
具体实施方式
[0028]
[本发明的各个实施例的描述]
[0029]
首先,列举并描述本发明的各个实施例。
[0030]
(1)根据本发明的一个实施例的透镜是如下透镜:在俯视图中观察时所述透镜具有圆形形状,所述透镜在透镜中心处具有不小于1mm且不大于11mm的厚度,所述透镜具有不小于2mm且不大于50mm的透镜直径,所述透镜在所述透镜中心处具有不小于-0.5mm-1
且不大于0.5mm-1
的曲率。
[0031]
通过将透镜中心处的厚度、透镜直径和透镜中心处的曲率设定为落入上述范围内,可以提高透镜的机械强度。
[0032]
(2)所述透镜在所述透镜中心处的厚度以及所述透镜在所述透镜中心处的透镜直径表现出以下公式(a)的关系:
[0033]
透镜直径(mm)≤20
×
厚度(mm)-50
ꢀꢀꢀ
(a)。
[0034]
当透镜中心处的厚度和透镜中心处的透镜直径表现出以上公式(a)的关系时,更加提高了透镜的机械强度。
[0035]
(3)透镜优选地为双凸透镜。双凸透镜可以适用于广角检测。
[0036]
(4)透镜优选地为弯月形透镜。弯月形透镜可以适用于从广角检测至望远检测(telescopic detection)的广泛应用中。
[0037]
(5)透镜优选地为衍射透镜。衍射透镜具有优异的空间频率分辨率,以提供优异图像。
[0038]
(6)根据本发明的一个实施例的光学部件是如下光学部件,该光学部件包括:第(1)至(5)项中任一项所述的透镜;以及类金刚石(在下文中也称为“dlc”)膜(在下文中也称为“dlc膜”),其覆盖所述透镜的入射面的至少一部分。
[0039]
dlc膜具有非常高的硬度并具有优异的机械强度。此外,dlc膜还具有高透光率。因此,当在透镜表面上形成dlc膜时,可以提高光学部件的表面的机械强度和透光率。
[0040]
(7)根据本发明的一个实施例的光学部件是如下光学部件,该光学部件包括:第(1)至(5)中任一项所述的透镜;以及抗反射膜(ar膜),其覆盖所述透镜的入射面的至少一部分。因此,提高了透镜的透光率。
[0041]
[本发明的各个实施例的细节]
[0042]
下文参考附图描述了根据本发明的实施例的透镜和光学部件的具体实例。在下文中,在本技术的附图中,相同的附图标记表示相同或对应的部分。此外,为了清晰和简明地描述附图,适当地改变例如附图中的长度、大小和宽度等尺寸关系,且不表示实际尺寸。
[0043]
[第一实施例]
[0044]
下文参考图1至图6描述了根据本发明的一个实施例的透镜。
[0045]
图1是示出了根据本发明的一个实施例的透镜1的俯视图。如图1所示,在俯视图中观察时透镜1具有圆形形状。应注意的是,在本说明书中,表述“在俯视图中观察时”指的是从入射面侧观察透镜的情况。
[0046]
透镜1的形状不受特别限制,只要透镜1如透镜那样起作用即可。图2至图6示出了在沿着穿过透镜中心c的线a-a截取透镜1时的截面视图的实例。应注意的是,在本说明书中,术语“透镜中心c”指的是在俯视图中观察透镜时透镜的中心。图2所示的透镜21是平凸透镜。图3所示的透镜31是凸弯月形透镜或凹弯月形透镜。图4所示的透镜41是双凸透镜。图5所示的透镜51是平凹透镜。图6所示的透镜61是双凹透镜。虽然图2至图6中的每一个附图的上侧对应于入射面侧,但入射面侧也可以与图2至图6中的每一个附图的下侧对应。对透镜而言,可以使用下述透镜中的任一透镜:具有球形表面的球面透镜;具有非球形表面的非球面透镜;具有衍射表面的衍射透镜;以及具有包括多个球形表面、非球形表面和衍射表面在内的表面的透镜阵列。
[0047]
透镜1在透镜中心c处的厚度不小于1mm且不大于11mm。应注意的是,在本说明书中,“在透镜中心处的厚度”指的是在截面中从透镜的入射面侧的表面的透镜中心c至透镜的出射面侧的表面的透镜厚度。例如,“在透镜中心c处的厚度”是与图2的d1、图3的d2、图4的d3、图5的d4和图6的d5对应的长度。
[0048]
如果透镜在透镜中心处的厚度小于1mm,则透镜强度较小,结果使得透镜不能具有足够的机械强度。另一方面,如果透镜在透镜中心处的厚度大于11mm,则透镜的光透射性能下降。透镜在透镜中心处的厚度不小于1mm且不大于11mm,并且更优选地不小于1.5mm且不大于8mm。
[0049]
透镜1的透镜直径不小于2mm且不大于50mm。应注意的是,在本说明书中,术语“透镜直径”指的是透镜的由可以进入透镜的平行光的直径限定的有效直径(透镜的光功能表面的直径)。
[0050]
如果透镜直径大于50mm,则透镜强度较小,使得透镜不能具有足够的机械强度。透镜强度随着透镜直径变小而变大;然而,考虑到透镜的实际使用和生产,透镜直径不小于
2mm。透镜直径优选地不小于5mm且不大于40mm。
[0051]
在本实施例中,如图7至图9所示,透镜的由透镜的有效直径构成的光学有效区域的外边缘部分可以包括连续的边缘部分3。边缘部分3是设置用于将透镜附接至红外检测装置的主体的部件。考虑到强度,边缘部分3的厚度d23优选地不小于1mm。此外,为了使透镜尺寸减小,边缘部分3可以具有成形为具有台阶部的表面。
[0052]
透镜1在透镜中心处的曲率不小于-0.5mm-1
且不大于0.5mm-1
。应注意的是,在本说明书中,当透镜为球面透镜时,表述“在透镜中心处的曲率”指的是透镜的曲率半径的倒数值,并且当透镜为非球面透镜时,表述“在透镜中心处的曲率”指的是曲率c的值,曲率c的值是以下公式(1)中表示的非球面常数:
[0053]
[公式1]
[0054][0055]
(c,k,ai(i=1至n)是非球面常数)
[0056]
(在公式(1)中,z表示垂度(sag)量(相对于与透镜的光轴平行的方向),c表示曲率,r表示距光轴的距离,k表示二次常数并且ai表示第i次非球面系数。)
[0057]
应注意的是,在本说明书中,假设在透镜中心处的曲率包括透镜的入射面侧在透镜中心处的曲率以及透镜的出射面侧在透镜中心处的曲率这二者。因此,表述“在透镜中心处的曲率不小于-0.5mm-1
且不大于0.5mm-1”意图指的是透镜的入射面侧在透镜中心处的曲率以及透镜的出射面侧在透镜中心处的曲率这两者都不小于-0.5mm-1
且不大于0.5mm-1
。
[0058]
当在透镜中心c处的曲率小于-0.5mm-1
或者大于0.5mm-1
时,透镜强度随着曲率的绝对值变大而变大;然而,考虑到透镜的实际使用和生产,在透镜中心c处的曲率不小于-0.5mm-1
且不大于0.5mm-1
。在透镜中心c处的曲率优选地不小于-0.4mm-1
且不大于0.4mm-1
。
[0059]
透镜在透镜中心处的厚度以及透镜在透镜中心处的透镜直径优选地表现出以下公式(a)的关系:
[0060]
透镜直径(mm)≤20
×
厚度(mm)-50
ꢀꢀꢀ
(a)
[0061]
当在透镜中心处的厚度和透镜直径表现出公式(a)的关系时,进一步提高了透镜的机械强度,从而得到等于或高于ik01的机械强度。为了提高透镜的机械强度,在透镜中心处的厚度和透镜直径更优选地表现出以下公式(b)的关系:
[0062]
透镜直径(mm)≤24
×
厚度(mm)-79
ꢀꢀꢀ
(b)
[0063]
透镜优选地为双凸透镜。双凸透镜可以适用于广角检测。
[0064]
透镜优选地为弯月形透镜。弯月形透镜可以适用于从广角检测至望远检测的广泛应用中。
[0065]
透镜优选地为衍射透镜。衍射透镜为如下透镜:利用光的衍射现象改变光的行进方向来集光等。衍射透镜具有优异的空间频率分辨率,以提供优异图像。将参考图10描述衍射透镜的实例。图10是示出了根据本发明的一个实施例的衍射透镜的构造的示意性截面视图。衍射透镜71具有盘状形状,具有呈凸形的一个主表面72,并具有呈平面形状的另一个主平面73。此外,一个主平面72包括光学有效区域10,光学有效区域10中重复形成有突起部11和沟槽部12。光学有效区域10被没有形成突起部11和沟槽部12的边缘部分3包围。此外,突
起部11和沟槽部12相对于光轴a'同心地形成在一个主平面72中。
[0066]
衍射透镜的表面的光学有效区域中的表面粗糙度ra的平均值优选地不大于0.05μm。此外,表面的光学有效区域中的表面粗糙度ra之差更优选地不大于0.04μm。因此,可以明显改进衍射透镜的光学特性。这里,术语“光学有效区域”指的是透镜的表面的如下区域:在使用透镜时光可以经由该区域入射和/或出射。此外,可以通过例如在光学有效区域中的任意五个位置处测量表面粗糙度并计算它们的平均值来检查表面粗糙度ra的平均值。此外,可以通过例如在光学有效区域中的任意五个位置处测量表面粗糙度并计算它们中最大值与最小值之差来检查表面粗糙度ra之差。
[0067]
透镜1的基底材料不受特别限制,只要该材料为红外线能够穿过的材料即可。材料的实例包括:硫化锌(zns)、硒化锌(znse)、锗、硫系玻璃、硅等。
[0068]
透镜1的基底的杨氏模量优选地不小于10gpa且不大于200gpa。因此,可以得到具有优异机械强度的透镜。
[0069]
透镜1的基底的弯曲强度优选地不小于10mpa且不大于300mpa。因此,可以得到具有优异机械强度的透镜。
[0070]
透镜1的基底密度优选地不小于2.0g/cm3且不大于5.5g/cm3。因此,可以得到具有优异机械强度的透镜。
[0071]
例如,可以通过以下制作方法来得到透镜1。首先,制备源粉末。在该步骤中,优选地制备平均粒度为1μm至3μm且纯度不低于95%的源粉末。
[0072]
接下来,执行成型步骤。在该步骤中,使用单轴式金属压模机(其使用由硬质合金、工具钢等构成的硬质合金模具)进行成型,将先前步骤中所制备的源粉末模压成型为例如具有期望轮廓形状的成型材料。
[0073]
接下来,执行预烧结步骤。在该步骤中,在不高于30pa的真空气氛中或在大气压力下的例如氮气等惰性气氛中,将成型步骤中制作出的成型材料在不低于500℃且不高于1000℃的温度加热不少于0.5小时且不多于15小时,从而制作出例如预烧结材料。因此,例如得到相对密度为约55至80体积%(体积百分比)的预烧结材料。
[0074]
接下来,进行加压烧结步骤。在该步骤中,在预烧结步骤中制作出的预烧结材料在模具中被约束并在压力下受热,因此,该预烧结材料变形成加压烧结材料。具体而言,首先,例如,将预烧结材料置于一对模具(上模具和下模具)之间,这一对模具均由玻璃碳构成,并具有镜面抛光约束表面。然后,例如,使用一对模具在如下条件下对预烧结材料加压和加热不少于1分钟且不多于60分钟:温度不低于550℃且不高于1200℃,压力不低于10mpa且不高于300mpa。因此,预烧结材料被加压和烧结,从而得到加压烧结材料。应注意的是,当制作衍射透镜时,可以通过使用具有如下约束表面的模具来形成具有突起部和沟槽部的衍射透镜:该约束表面包括用于成型突起部的突起部成型部以及用于成型沟槽部的沟槽部成型部。然后,根据需要对烧结材料进行精加工。如果在完成加压烧结步骤时烧结材料已具有预期形状,则可以省略该精加工处理。
[0075]
[第二实施例]
[0076]
根据本发明的一个实施例的光学部件包括:第一实施例的透镜;以及类金刚石膜(dlc膜),其覆盖透镜的入射面的至少一部分。dlc膜具有非常高的硬度并具有优异的机械强度。此外,dlc膜还具有高透光率。因此,当在透镜表面上形成dlc膜时,可以提高光学部件
的表面的机械强度和透光率。
[0077]
当利用dlc膜覆盖透镜的入射面的至少一部分时,可以提高光学部件的机械强度。为了提供机械强度,dlc膜优选地覆盖透镜的整个入射面。
[0078]
dlc为具有非晶态结构的碳膜,dlc的晶体结构中包含金刚石的sp3键和石墨的sp2键这两者。
[0079]
dlc的物理性能根据dlc中的sp3键与sp2键的比率、晶体结构中的氢原子的比率、晶体结构中的其他金属元素的存在/缺乏等而改变。通常来说,当dlc中的sp3键的比率较高时,dlc的物理性能与金刚石的物理性能类似,而当sp2键的比率较高时,dlc的物理性能与石墨的物理性能类似。此外,当dlc中的氢原子的比率较高时,dlc趋于具有类聚合物的物理性能。
[0080]
例如,基于sp3键、sp2键和氢含量,可以将dlc分类成ta-c(四面体非晶碳)、a-c(非晶碳)、ta-c:h(氢化四面体非晶碳)以及a-c:h(氢化非晶碳)。在这些之中,ta-c具有高硬度,并因此适合作为用于透镜的保护膜的材料。
[0081]
dlc膜具有2000kg/mm2至10000kg/mm2的非常高的努氏硬度,并具有优异的机械强度和耐气候性。此外,dlc膜还具有高透光率。因此,当在透镜上层叠dlc膜时,可以提高dlc膜的透光率,且同时防止基底因机械接触或恶劣环境下的长期使用而受损。
[0082]
dlc膜的厚度优选地不小于0.5μm且不大于10μm。
[0083]
可以利用已知的等离子cvd方法、热丝方法、离子镀方法、溅射方法、离子束方法等来形成dlc膜。
[0084]
[第三实施例]
[0085]
根据本发明的一个实施例的光学部件包括:第一实施例的透镜;以及抗反射膜,其覆盖透镜的入射面的至少一部分。因此,改进了透镜的光透射特性。
[0086]
对抗反射膜而言,可以使用已知材料,例如,氟化镁(mgf2)、氧化硅(sio2)、氟化钇(yf3)、氧化钇(y2o3)以及通过层叠它们而得到的材料。
[0087]
抗反射膜的厚度优选地不小于0.5μm且不大于10μm。
[0088]
可以使用已知的真空沉积方法、溅射方法等来形成抗反射膜。
[0089]
[实例]
[0090]
下文通过举例来更详细地描述本发明。然而,本发明不限于这些实例。
[0091]
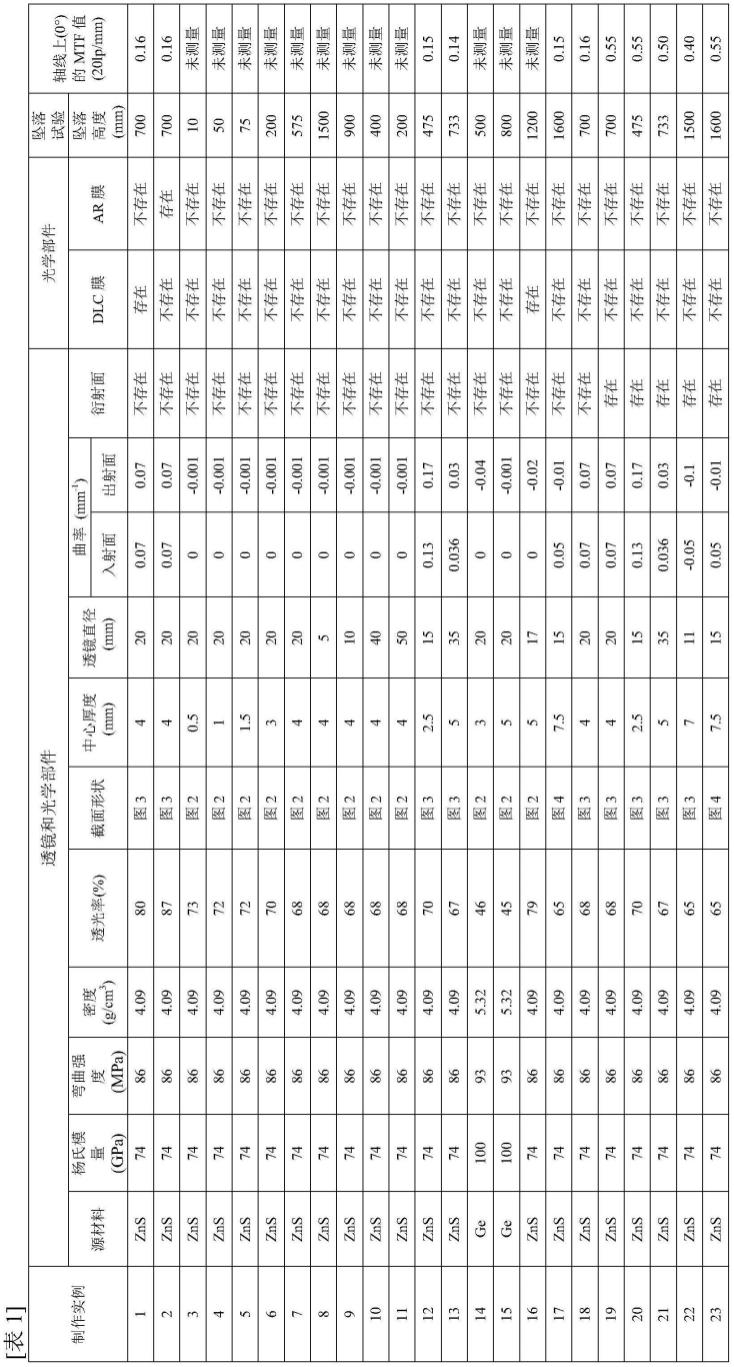
[制作实例1至23]
[0092]
《透镜的制作》
[0093]
制备以下粉末作为源粉末:具有2μm的平均粒度以及98%的纯度的zns粉末;或具有2μm的平均粒度以及98%的纯度的ge粉末。接下来,使用单轴式金属压模机(冷压机)来成型源粉末,从而制作出均具有表1所示的透镜直径且具有1.5mm至20mm的厚度的盘状预成型材料。接下来,在氮气气氛中,将得到的预成型材料在800℃加热5个小时,从而得到相对密度为约60%的预烧结材料。
[0094]
接下来,在制作实例1至18中的每一个实例中,将预烧结材料置于均由玻璃碳构成且具有镜面抛光约束表面的一对模具(上模具和下模具)之间,并且使用这一对模具在50mpa的压力下将预烧结主体在1000℃加热300秒。
[0095]
在制作实例19至23中的每一个实例中,使用具有如下约束表面的模具:该约束表
面包括突起部成型部和沟槽部成型部。经历以上处理,得到了由zns烧结材料或ge烧结材料构成的透镜。
[0096]
表1示出了杨氏模量、弯曲强度、密度、透光率(在波长为8μm至12μm时的平均透光率)、截面形状、在透镜中心处的厚度、透镜直径以及得到的透镜中的入射面侧和出射面侧在透镜中心处的曲率。应注意的是,在表1中,制作实例1、2和16中的每一个实例的透光率(%)表示下述光学部件中的透光率(%)。
[0097]
《光学部件的制作》
[0098]
在制作实例1和16中的每一个实例中,得到的透镜的入射面上形成有类金刚石膜。使用甲烷气体作为源材料以13.56mhz的高频率通过等离子cvd法来在150℃的基底温度形成dlc层。dlc膜被设计为具有0.5μm的厚度。
[0099]
在制作实例2中,得到的透镜的入射面上形成有抗反射膜。对抗反射膜而言,使用mgf2、yf2和y2o3作为源材料。通过使用电子束的真空沉积法来在透镜的入射面上依次形成y2o3、yf2和mgf2。抗反射膜的厚度被设计为使得y2o3为0.05μm,yf2为1.3μm,而mgf2为0.5μm。
[0100]
《评估》
[0101]
[坠落试验]
[0102]
使钢珠坠落到得到的透镜和光学部件上来进行试验,以观察破碎情况。具体而言,在jis k 5600-5-3中定义的方法中,使用jis b1501中定义且具有28g的质量以及19mm的直径的钢珠作为重物。使钢珠坠落以沿着透镜中心轴线碰撞透镜中心,然后,目视观察透镜的表面。
[0103]
如下进行评估。增大钢珠的坠落高度,并且将在透镜的两个表面中产生裂纹时的坠落高度评估为透镜损坏时的坠落高度(mm)。表1示出了结果。
[0104]
[mtf的测量]
[0105]
对制作实例1、2、12、13和17至23的透镜或光学部件中的每一者而言,测量mtf(调制传递函数)。mtf表示空间频率分辨率。随着mtf升高,得到更高的质量图像。例如,可以使用用于红外透镜(由yucaly optical laboratory(yucaly光学实验室)提供的yy-305)的mtf测量装置来测量该mtf。表1示出了结果。
[0106][0107]
《评估结果》
[0108]
制作实例1的光学部件包括:包括zns的凸弯月形透镜;以及覆盖透镜的dlc膜。该
透镜具有4.0mm的透镜中心厚度,具有20mm的透镜直径,并在入射面侧和出射面侧具有0.07mm-1
的曲率。制作实例1的光学部件具有优异的机械强度。
[0109]
制作实例2的光学部件包括:包括zns的凸弯月形透镜;以及覆盖透镜的抗反射膜。该透镜具有4.0mm的透镜中心厚度,具有20mm的透镜直径,并在入射面侧和出射面侧具有0.07mm-1
的曲率。制作实例2的光学部件具有优异的机械强度。
[0110]
制作实例3至7的透镜中的每一个透镜为包括zns的平凸透镜。该透镜具有0.5mm至4.0mm的透镜中心厚度,具有20mm的透镜直径,透镜在入射面侧具有0mm-1
的曲率而在出射面侧具有-0.001mm-1
的曲率。从制作实例3至7的坠落试验的结果,可以理解到的是,随着透镜中心厚度变大,透镜的机械强度提高得越多。
[0111]
制作实例8至11的透镜中的每一个透镜为包括zns的平凸透镜。该透镜具有4.0mm的透镜中心厚度,具有5mm至50mm的透镜直径,透镜在入射面侧具有0mm-1
的曲率而在出射面侧具有-0.001mm-1
的曲率。从制作实例8至11的坠落试验的结果,可以理解到的是,随着透镜中心厚度变小,透镜的机械强度提高得越多。
[0112]
制作实例12和13的透镜中的每一个透镜为包括zns的凸弯月形透镜。该透镜具有2.5mm至5.0mm的透镜中心厚度,具有15mm至35mm的透镜直径,透镜在入射面侧具有0.036mm-1
至0.13mm-1
的曲率而在出射面侧具有0.03mm-1
至0.17mm-1
的曲率。每个透镜均具有优异的机械强度。
[0113]
制作实例14和15的透镜中的每一个透镜为包括ge的平凸透镜。该透镜具有3.0mm至5.0mm的透镜中心厚度,具有20mm的透镜直径,透镜在入射面侧具有0mm-1
的曲率而在出射面侧具有-0.04mm-1
至-0.001mm-1
的曲率。每个透镜均具有优异的机械强度。
[0114]
制作实例16的光学部件包括:包括zns的平凸透镜;以及覆盖透镜的dlc膜。该透镜具有5.0mm的透镜中心厚度,具有17mm的透镜直径,透镜在入射面侧具有0mm-1
的曲率而在出射面侧具有-0.02mm-1
的曲率。制作实例16的光学部件具有优异的机械强度。
[0115]
制作实例17的透镜为包括zns的双凸透镜。该透镜具有7.5mm的透镜中心厚度,具有15mm的透镜直径,透镜在入射面侧具有0.05mm-1
的曲率而在出射面侧具有-0.01mm-1
的曲率。制作实例17的透镜具有优异的机械强度。
[0116]
制作实例18的透镜为包括zns的凸弯月形透镜。该透镜具有4mm的透镜中心厚度,具有20mm的透镜直径,并在入射面侧和出射面侧具有0.07mm-1
的曲率。制作实例18的透镜具有优异的机械强度。
[0117]
制作实例19的透镜为包括zns的凸弯月形透镜。该透镜具有4mm的透镜中心厚度,具有20mm的透镜直径,并在入射面侧和出射面侧具有0.07mm-1
的曲率,并且透镜具有衍射面。在制作实例18与制作实例19之间的比较中,在制作实例19的透镜中mtf得到提高。
[0118]
制作实例20和21的透镜中的每一个透镜为包括zns的凸弯月形透镜。该透镜具有2.5mm至5.0mm的透镜中心厚度,具有15mm至35mm的透镜直径,透镜在入射面侧具有0.036mm-1
至0.13mm-1
的曲率而在出射面侧具有0.03mm-1
至0.17mm-1
的曲率,并且透镜具有衍射面。在制作实例12与制作实例20之间的比较中,在制作实例20的透镜中mtf得到提高。在制作实例13与制作实例21之间的比较中,在制作实例21的透镜中mtf得到提高。
[0119]
制作实例22的透镜为包括zns的凸弯月形透镜。该透镜具有7.0mm的透镜中心厚度,具有11mm的透镜直径,透镜在入射面侧具有-0.05mm-1
的曲率而在出射面侧具有-0.1mm
‑1的曲率,并且透镜具有衍射面。制作实例22的光学部件具有优异的机械强度和优异的mtf。
[0120]
制作实例23的透镜为包括zns的双凸透镜。该透镜具有7.5mm的透镜中心厚度,具有15mm的透镜直径,透镜在入射面侧具有0.05mm-1
的曲率而在出射面侧具有-0.01mm-1
的曲率,并且透镜具有衍射面。制作实例23的光学部件具有优异的机械强度和优异的mtf。
[0121]
本文所公开的各个实施例和实例在任何方面都是示例性的,而非限制性的。本发明的范围由权利要求书的术语限定而不是以上所述实施例限定,并意图包括与权利要求书的术语等同的含义和范围内的任何修改。
[0122]
工业实用性
[0123]
本发明的透镜和光学部件可以有益地应用于例如车载摄像头、监控摄像头、热成像仪、飞机和卫星等装置。
[0124]
附图标记列表
[0125]
1、21、31、41、51、61、71:透镜。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。