1.本发明涉及机械工程技术领域,特别涉及一种施涂装置。
背景技术:
2.在高品质铸件自动化生产线中,涂料施涂设备已成为不可替代的一部分。但现有的涂料施涂设备在使用过程中,该设备循环主要通过搅拌配合管路循环方式,提高涂料设备内涂料的均匀性,其中管路循环动力由气动隔膜泵提供。
3.在使用过程中,设备通常需要24小时不停作业,前期施涂设备采用双泵24小时不间断循环,且每个泵功能无法通用,且浸涂池在使用过程中,涂料内含砂量不断增多,气动隔膜泵磨损加剧,导致气动隔膜泵寿命大大缩减,平均寿命大约2-3个月,具体的是膜片破裂、泵体磨损等导致气动隔膜泵气腔内出现大量涂料,气动隔膜泵无法动作。更换膜片、清洗气动隔膜泵气腔或维修泵体过于频繁,耗时多、成本高,且泄漏出的涂料影响周围环境卫生。另一方面,由于气动隔膜泵24小时连续运行,使得设备的使用寿命缩短、能耗高。且,损坏后的气动隔膜泵若不能及时更换维修,将出现管路堵塞,造成生产线停产,影响整个生产工序的进度。
技术实现要素:
4.有鉴于以上施涂装置在使用过程中容易受损,严重影响施涂装置使用寿命的问题,有必要提出一种施涂装置及其使用方法,降低了施涂装置的使用毁损率,改进了施涂装置的使用方法,提高了施涂装置的使用寿命,降低施涂装置能耗。
5.一种施涂装置,包括涂料池、动力源和过滤机构,所述过滤机构通过管道一端与所述涂料池相连、另一端与所述动力源相连;所述涂料池用以容纳施涂用涂料;所述动力源用以给涂料动力或者输送涂料,以使涂料处于运动状态,避免涂料的沉积或者质量不符合要求;所述过滤机构设置在所述动力源和所述涂料池之间,用以过滤来自涂料池的涂料,使过滤后的涂料进入所述动力源,降低涂料含砂量高对所述动力源内部功能部件的损坏风险;所述涂料在所述动力源的作用下,从所述涂料池中经过所述过滤机构和所述动力源再次回到所述涂料池,实现涂料的循环,提升了涂料的流动性,保证了涂料的质量。
6.进一步地,所述过滤机构包括沉淀箱、隔板、密封件,所述沉淀箱设有涂料入口、涂料出口,所述涂料入口与所述涂料池相连,来自涂料池的涂料经过所述涂料入口进入所述沉淀箱;所述涂料出口与所述动力源相连,将过滤后的涂料经过所述动力源再次输送到涂料池中,从而实现涂料池中涂料的循环,保证了涂料池中涂料的使用质量和流动性。
7.作为本技术方案的一种补充,所述施涂装置还包括搅拌机构,所述搅拌机构用以配置涂料;所述搅拌机构包括搅拌罐、搅拌件,所述搅拌件设置在所述搅拌罐上,用以搅拌置于搅拌罐中的液料;所述搅拌罐与所述涂料池相连,用以向涂料池中输送搅拌合格的涂料。
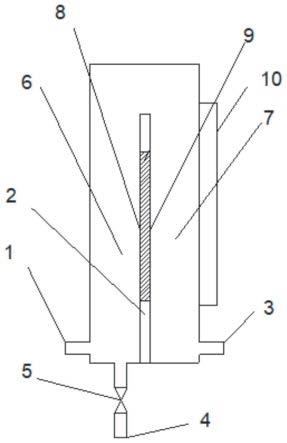
8.作为本技术方案的另一种补充,所述施涂装置还包括流涂机构,所述流涂机构包
括流涂机和流涂管道,所述流涂机通过所述流涂管道与所述涂料池相连,实现将涂料从所述涂料池中输送到需要流涂的物件上的目的。
9.本发明技术方案的有益效果:使过滤后的涂料进入所述动力源,降低涂料含砂量高对所述动力源内部功能部件的损坏风险;实现涂料的循环,提升了涂料的流动性,保证了涂料的质量,也即涂料的波美度。
附图说明
10.图1是一种本发明施涂装置使用情况示意图;
11.图2是另一种本发明施涂装置使用情况示意图;
12.图3是过滤机构示意图;
13.其中,1-涂料池;2-动力源;3-过滤机构;301-沉淀箱;302-隔板;303-盖板;4-搅拌机构。
具体实施方式
14.为了更清楚地说明本发明的技术方案,结合附图对发明内容的技术方案进行详细说明,显而易见地,以下描述是本发明的一些典型实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些实施例获得其他的解决方案。
15.如图1、图2所示的施涂装置,包括涂料池1、动力源2和过滤机构3,所示过滤机构3通过管道设置在所述涂料池1和所述动力源2之间,实现经过过滤后的涂料才能够进入所述动力源2中,降低了因涂料含砂量过高造成的动力源2易损坏的问题;且经过所述动力源2的涂料被再次输入到所述涂料池1中,从而实现涂料池1中涂料的循环,避免了因涂料静置造成的涂料不均匀问题。所述过滤机构3设置在所述动力源2和所述涂料池1之间,用以过滤来自涂料池1的涂料,使过滤后的涂料进入所述动力源2,降低涂料含砂量高对所述动力源内部功能部件的损坏风险;所述涂料在所述动力源2的作用下,从所述涂料池中经过所述过滤机构3和所述动力源2再次回到所述涂料池1,实现涂料的循环,提升了涂料的流动性,保证了涂料的质量,也即避免了涂料因静置导致的上部涂料溶液稀、下部涂料溶液浓的问题导致的涂料的波美度不达标,实现了涂料池1中涂料上下均匀的目的。例如,在本实施例中,所述动力源2可以为气动隔膜泵,其中涂料在流经所述气动隔膜泵时,涂料中的砂粒容易磨损所述气动隔膜泵中的膜片,一旦所述膜片破裂就会损色所述气动隔膜泵本体,造成所述气动隔膜泵损坏,致使气动隔膜泵的使用寿命大幅下降,造成生产停滞、生产成本增加的问题。
16.作为本实施例的一种实现方式,所述过滤机构3包括沉淀箱301、两级用以过滤的隔板302、盖板303;所述沉淀箱301设有涂料入口和涂料出口,所述涂料入口通过管道与所述涂料池1相连,所述涂料出口通过管道与所述动力源2相连;所述隔板302通过一端设置在所述沉淀箱301的底部,且所述隔板302横跨设置在涂料从所述涂料入口流向所述涂料出口的液流方向上,为了提升对涂料的过滤能力,两级所述隔板302平行设置在涂料的液料方向上;所述盖板303设置在所述沉淀箱301顶部,用以放置涂料飞溅;
17.作为本实现方式的一种补充,所述盖板303和所述沉淀箱301之间还设有密封件,从而可以使所述盖板303可以更好的与所述沉淀箱301相互配合,避免涂料从所述沉淀箱
301中溢出。更优地,所述隔板302远离所述沉淀箱301底部的一端高于所述涂料入口和所述涂料出口所在地所述沉淀箱301的位置高度,也即,所述隔板302远离所述沉淀箱301底部的一端距离沉淀箱301底部的距离大于所述涂料入口和所述涂料出口的上沿到沉淀箱301底部的距离。例如,所述涂料入口上沿距离所述沉淀箱301开口端的距离为20cm,则所述隔板302远离沉淀箱301底部的一端距离所述沉淀箱301开口端的距离为15cm。通过设置两级平行设置的隔板302作为两级过滤,可以有效避免涂料液流速度和强度过大,造成的涂料尚未沉降直接从所述沉淀箱301流出的问题,也即通过设置两个过滤隔板302,可以有效减缓涂料液流的流速,提升对涂料的过滤效果。
18.作为本实现方式的另一种补充,所述密封件为橡胶材质的密封垫,所述盖板303通过螺栓安装在所述沉淀箱301上部的开口端上,通过螺栓压实所述密封件的方式,实现所述沉淀箱301和所述盖板303之间的密封、紧密连接。优选地,所述盖板303为厚度至少为8mm的平板结构,且所述盖板303上还设有把手,以方便所述盖板303的移动。
19.作为本实现方式的另一种补充,所述施涂装置的使用方法为,启动所述动力源2,由所述动力源2将涂料池1中的涂料抽出,流入所述过滤机构3的沉淀箱301中,在所述动力源2的作用下,涂料流经所述隔板302后,通过沉淀箱301的涂料出口经过管道流入所述动力源2中,经过所述动力源2流入涂料池1中,从而实现涂料池1中涂料的自循环,避免涂料静置造成的涂料上下浓度不均的问题。
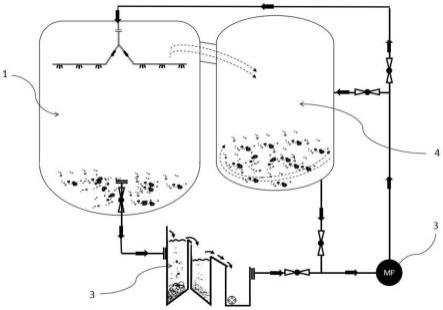
20.作为本实施例的另一种实现方式,涂料池1中的涂料随着不断的浸涂砂芯作业,涂料的浓度会逐渐下降,为了使涂料池1中的涂料能始终保持一定的浓度,需要向涂料池中加入新的浓度较高的涂料,再在所述气动隔膜泵的作用下,使涂料池1中的涂料混合均,所述施涂装置还包括搅拌机构4,所述搅拌机构4用以配置涂料,所述搅拌机构4包括搅拌罐和搅拌件,所述搅拌件设置在所述搅拌罐上,用以搅拌置于搅拌罐中的液料;所述搅拌罐上端设有接收口,所述接收口与所述涂料1池上端的溢流口相连,用以承接溢流出所述涂料池1的涂料,避免涂料的浪费和污染环境;所述搅拌罐的罐体上还设有用以输出涂料的输出口,新配置的涂料通过所述输出口输送到所述涂料池1中,从而实现了搅拌机构4搅拌和溢流两方面的作用。在此种实现方式中,所述动力源2包括两个气动隔膜泵,分别为第一气动隔膜泵和第二气动隔膜泵,所述第一气动隔膜泵用以将搅拌机构4中新配置的涂料输送到涂料池1和将涂料池1中的涂料排出,也用以实现涂料池1中涂料的自循环;所述第二气动隔膜泵用以实现涂料池1中涂料的自循环;所述第一气动隔膜泵进料端通过设有气动球阀的三通管道与所述过滤机构3的涂料出口和搅拌罐的输出口相连、所述第一气动隔膜泵出料端通过设有气动球阀的三通管道与所述涂料池1的入料口和搅拌罐填料口相连;所述第二气动隔膜泵进料端通过设有气动球阀的管道与所述过滤机构3的涂料出口相连、所述第二气动隔膜泵出料端通过设有气动球阀的管道与所述涂料池1的入料口相连。
21.作为本实现方式的另一种补充,所述施涂装置的使用方法包括:
22.1)搅拌机构4配置涂料,将涂料和水加入搅拌罐中,由搅拌件搅拌均匀;
23.2)将配置合格的涂料输送到涂料池中,通过所述气动球阀将所述三通管道切换到搅拌罐方向,由所述第一气动隔膜泵将搅拌罐中的涂料输送到涂料池中;
24.3)待将配置的涂料全部输送到涂料池中后,再由所述气动球阀将所述三通管道切换到涂料池方向,由所述第一气动隔膜泵给予涂料池中涂料自循环的动力,实现涂料池中
涂料的自循环;
25.4)当涂料池中的涂料液位下降到预定位置时(此时第二气动隔膜泵处于休息阶段),再次将所述三通管道切换到搅拌罐方向,由所述第一气动隔膜泵将搅拌罐中涂料补充到涂料池中;
26.5)待涂料补充完毕后,关闭所述第一气动隔膜泵,启动所述第二气动隔膜泵,由所述第二气动隔膜泵实现涂料池中涂料的自循环;
27.6)当涂料池中的涂料液位再次下降到预定位置时,关闭所述第二气动隔膜泵,启动所述第一气动隔膜泵,通过所述气动球阀将所述三通管道切换到搅拌罐方向,由所述第一气动隔膜泵将搅拌罐中的涂料补充到涂料池中;
28.7)待涂料补充完毕后,将所述通过三通管道切换到涂料池方向,由所述第一气动隔膜泵实现涂料池中涂料的自循环。
29.通过以上在补充涂料后,关闭之前用以自循环的动力源,开启休息的动力源的方式,实现了两个动力源的交替作业,避免了一个动力源24小时连续作业造成的设备提前报废的问题,同时降低了设备使用过程中的维修频次和维修成本。
30.作为本实现方式的另一种补充,步骤3)的具体内容可替换为:关闭所述第一气动隔膜泵,启动所述第二气动隔膜泵,所述第二气动隔膜泵给予涂料池中涂料动力,使涂料通过所述过滤机构和所述第二气动隔膜泵循环回流入涂料池中,实现涂料池中涂料的自循环。也即,两个动力源可以随时切换,保证了涂料池中涂料自循环不间断,使得砂芯的施涂质量得到了保证。另外,通过设置所述第二气动隔膜泵,使得所述第一气动隔膜泵能够得到休息,避免了动力源联系运转造成的设备使用寿命缩短的问题,同时也降低了连续运作导致的设备零部件容易损坏的风险,保证了设备的使用寿命,降低了设备维护和保养的费用,避免了因设备损坏导致的生产停滞(因动力源的不工作,会造成留置在管道中的涂料堵塞管路,造成维修时间长等)、成本增加等;通过两台气动隔膜泵交替使用,保证了生产的稳定性,也降低了因停滞造成的涂料报废的损失。例如,在本实现方式中,当第一气动隔膜泵工作2小时,启动第二气动隔膜泵工作2小时,从而使第一气动隔膜泵得到良好的休息。依此往复交替,实现了施涂装置的不间断作业和动力源的交替休息,保证了施涂装置能够持续稳定作业,保障了正常的砂芯施涂作业。
31.作为本实施例的另一种实现方式,所述施涂装置还包括流涂机构,所述流涂机构包括流涂机和流涂管道,所述流涂机通过所述流涂管道与所述涂料池1相连,实现将涂料从所述涂料池1中输送到待流涂的物件上的目的。
32.以上实施例仅是对本发明技术方案的一种典型应用的描述,在合理的、不需要付出创造性劳动的基础上,还可以进行合理的拓展。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。