1.本发明涉及一种层积剥离容器。
背景技术:
2.作为收纳酱油等食品调味料或饮料等食品、或化妆水等化妆品、洗发水、护发素或洗手液等洗漱品作为内容物的容器,已知有具备外层体、以能够剥离的方式层积在外层体的内表面的减小容积变形自如的内层体、以及在外层体与内层体之间相连的外部气体导入口的层积剥离容器。在上述结构的层积剥离容器中,在向外部排出内容物后,能够将外部气体从外部气体导入口导入到外层体与内层体之间而与内容物的排出相对应地使内层体减小容积变形,因此,使内容物在不与外部气体置换的情况下被排出,从而能够抑制外部气体与收纳于内层体的内容物的接触,并且能够抑制其劣化和/或变质。
3.作为这样的层积剥离容器已知有挤压类的容器,该挤压类的容器具有瓶子形状并且在主体部具备圆筒状的挤压区,通过挤压(按压)挤压区从而能够将收纳于容器的内部的内容物从口部挤出到外部而使其排出,该瓶子形状具有筒状的口部、与口部相连的肩部、与肩部相连的主体部、以及与主体部相连的底部,该挤压区具有挠性和复原性(参照专利文献1)。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2019-18892号公报
技术实现要素:
7.技术问题
8.但是,即使在上述以往的层积剥离容器中,在挤压挤压区而使内容物排出后,在挤压区复原为原来的形状时,有在挤压区中内层体难以从外层体剥离的情况,在这一点上有改善的空间。
9.本发明是鉴于这样的课题而做出的,其目的在于,提供一种提高了内层体从外层体的剥离性的挤压类的层积剥离容器。
10.技术方案
11.本发明的层积剥离容器的特征在于,具备:外层体;减小容积变形自如的内层体,其以能够剥离的方式层积在所述外层体的内表面;以及外部气体导入口,其连接在所述外层体与所述内层体之间,所述层积剥离容器是具有筒状的口部、与所述口部相连的肩部、与所述肩部相连的主体部、以及与所述主体部相连的底部的瓶子形状,在所述主体部设置有挤压区,所述挤压区是具备三个以上的板状部、以及将彼此相邻的所述板状部相连的三个以上的角部的大致棱筒状。
12.本发明的层积剥离容器在上述构成的基础上,优选的是,在所述肩部与所述挤压区之间设置有周向的台阶部,在所述台阶部的所述板状部与所述肩部之间的部分设置有朝
向容器内侧凹陷的凹部。
13.本发明的层积剥离容器在上述构成的基础上,优选的是,所述层积剥离容器是对预塑形坯组装体进行吹塑成型而形成的吹塑成型品,所述预塑形坯组装体是在对应于所述外层体的外预塑形坯的内侧组装对应于所述内层体的内预塑形坯而成的预塑形坯。
14.本发明的层积剥离容器在上述构成的基础上,优选的是,各个所述板状部是以预定的曲率朝向周向弯曲并且朝向容器外侧凸起的形状,并且各个所述角部是以比所述板状部的曲率更大的曲率朝向周向弯曲并且朝向容器外侧凸起的形状。
15.本发明的层积剥离容器在上述构成的基础上,优选的是,各个所述板状部是朝向周向呈直线状地延伸的形状,并且各个所述角部是以预定的曲率朝向周向弯曲并且朝向容器外侧凸起的形状。
16.本发明的层积剥离容器在上述构成的基础上,优选的是,所述挤压区是轴向上的一端与另一端之间的部分向径向外侧突出的大致鼓形。
17.本发明的层积剥离容器在上述构成的基础上,优选的是,在所述口部设置有所述外部气体导入口。
18.技术效果
19.根据本发明,能够提供提高了内层体从外层体的剥离性的挤压类的层积剥离容器。
附图说明
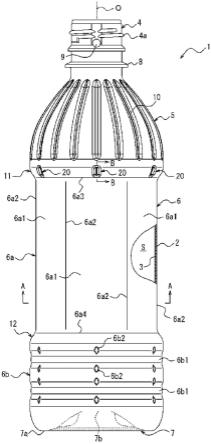
20.图1是作为本发明的一个实施方式的层积剥离容器的主视图。
21.图2是沿着图1所示的层积剥离容器的a-a线的截面图。
22.图3是沿着图1所示的层积剥离容器的b-b线的截面图。
23.图4是变形例的挤压区的与图2相对应的部分的截面图。
24.图5是示意性地示出变形例的挤压区的外形形状的说明图。
25.符号说明
[0026]1ꢀꢀꢀꢀꢀ
层积剥离容器
[0027]2ꢀꢀꢀꢀꢀ
外层体
[0028]3ꢀꢀꢀꢀꢀ
内层体
[0029]4ꢀꢀꢀꢀꢀ
口部
[0030]
4a
ꢀꢀꢀꢀ
外螺纹
[0031]5ꢀꢀꢀꢀꢀ
肩部
[0032]6ꢀꢀꢀꢀꢀ
主体部
[0033]
6a
ꢀꢀꢀꢀ
挤压区
[0034]
6a1
ꢀꢀꢀ
板状部
[0035]
6a2
ꢀꢀꢀ
角部
[0036]
6a3
ꢀꢀꢀ
上端
[0037]
6a4
ꢀꢀꢀ
下端
[0038]
6b
ꢀꢀꢀꢀ
加强区
[0039]
6b1
ꢀꢀꢀ
环状肋
[0040]
6b2
ꢀꢀꢀ
凹陷部
[0041]7ꢀꢀꢀꢀꢀ
底部
[0042]
7a
ꢀꢀꢀꢀ
接地部
[0043]
7b
ꢀꢀꢀꢀ
底面面板
[0044]8ꢀꢀꢀꢀꢀ
颈环
[0045]9ꢀꢀꢀꢀꢀ
外部气体导入口
[0046]
10
ꢀꢀꢀꢀ
凹肋
[0047]
11
ꢀꢀꢀꢀ
台阶部
[0048]
12
ꢀꢀꢀꢀ
副台阶部
[0049]
20
ꢀꢀꢀꢀ
凹部
[0050]
20a
ꢀꢀꢀ
底壁
[0051]
20b
ꢀꢀꢀ
周壁
[0052]oꢀꢀꢀꢀꢀ
轴线
[0053]sꢀꢀꢀꢀꢀ
收纳空间
具体实施方式
[0054]
以下,参照附图,对作为本发明的一个实施方式的层积剥离容器1进行详细示例说明。
[0055]
在本说明书和权利要求书中,上下方向是指如图1所示在使层积剥离容器1呈正立姿态的状态下的上下方向(轴线o延伸的方向),径向是指通过层积剥离容器1的轴线o并且与轴线o垂直的方向。
[0056]
图1所示的层积剥离容器1是能够用于收纳例如酱油等食品调味料或饮料等食品、或化妆水等化妆品、洗发水、护发素或洗手液等洗漱品等各种内容液的用途的挤压类的容器,成为具有外层体2和内层体3的双层结构。
[0057]
外层体2是构成层积剥离容器1的外壳的部件,在本实施方式中,成为聚对苯二甲酸乙二醇酯树脂(pet)制。应予说明,外层体2不限于单层结构,只要以聚对苯二甲酸乙二醇酯树脂为主材料而构成,也能够设为具有用于使阻隔性等提高的多层的结构的部件。
[0058]
在本实施方式中,内层体3也成为聚对苯二甲酸乙二醇酯树脂制。内层体3形成为厚度比外层体2的厚度更薄的袋状,并且以能够剥离的方式层积在外层体2的内表面。内层体3相对于外层体2的内表面的剥离可以是从粘接状态的剥离、从疑似粘接状态的剥离、以及从紧贴状态的分离中的任一种。内层体3的内部成为收纳空间s,能够在收纳空间s收纳内容物。内层体3随着内容物从收纳空间s向外部排出,以在从外层体2的内表面剥离的同时使其内容积减少的方式减小容积变形自如。应予说明,内层体3也不限于单层结构,只要以聚对苯二甲酸乙二醇酯树脂为主材料而构成,也能够设为具有用于使阻隔性等提高的多层的结构的部件。
[0059]
在本实施方式中,层积剥离容器1成为外层体2和内层体3中的任一者由能够双轴拉伸的聚对苯二甲酸乙二醇酯树脂形成的聚对苯二甲酸乙二醇酯树脂制。作为这样的聚对苯二甲酸乙二醇酯树脂,列举出例如均聚pet等,但是也能够使用ipa(间苯二甲酸)改性pet或chdm改性pet等其他pet。构成外层体2的聚对苯二甲酸乙二醇酯树脂与构成内层体3的聚
对苯二甲酸乙二醇酯树脂能够设为相同的构成,也能够设为不同的构成。
[0060]
通过将外层体2和内层体3设为聚对苯二甲酸乙二醇酯树脂制,从而能够将层积剥离容器1设为轻量且强度高而且透明度高的容器。
[0061]
应予说明,外层体2和内层体3不限于聚对苯二甲酸乙二醇酯树脂制,也能够由例如聚丙烯(pp)制和/或聚乙烯(pe)制等其他合成树脂材料形成。
[0062]
层积剥离容器1成为具有口部4、与口部4的下端相连的肩部5、与肩部5的下端相连的主体部6、以及与主体部6的下端相连的底部7的瓶子形状。
[0063]
口部4成为以轴线o为中心的大致圆筒状,在其外周面一体地设置有用于安装排出盖等部件的外螺纹4a。另外,在口部4的比外螺纹4a更靠下方侧一体地设置有颈环8。
[0064]
代替外螺纹4a,也能够采用在口部4的外周面设置有通过打栓而使排出盖等部件卡扣卡合的突起的结构。另外,也能够采用不设置颈环8的结构。
[0065]
在口部4设置有外部气体导入口9。在实施方式中,外部气体导入口9被设置为在该外层体2的构成口部4的部分沿径向贯通该外层体2的贯通孔。外部气体导入口9在外层体2与内层体3之间相连,能够随着内层体3从外层体2剥离而将外部气体导入外层体2与内层体3之间。
[0066]
肩部5成为朝向下方逐渐地扩径的形状。在本实施方式中,肩部5朝向容器外侧而成为凸出的圆顶状,与其轴线o垂直的截面形状为大致圆形。
[0067]
在肩部5沿周向等间隔地排列而设置有沿周向等间隔地排列的多个(18条)凹肋10(为了便于理解,在图1中仅对一个凹肋标注符号)。这些凹肋10成为分别朝向容器内侧凹陷并且沿上下方向延伸的槽状。
[0068]
通过采用在肩部5设置有多个凹肋10的结构,从而使外部气体的通路容易地从设置于口部4的外部气体导入口9朝向主体部6而形成在外层体2与内层体3之间,从而能够易于从外层体2剥离内层体3。
[0069]
肩部5只要是朝向下方而逐渐地扩径的形状,其形状就能够进行各种改变。另外,肩部5也能够采用不设置凹肋10的结构。
[0070]
主体部6作为整体而成为大致圆筒状,并且具有挤压区6a、以及加强区6b。
[0071]
挤压区6a设置在主体部6的上下方向的靠肩部5一侧的预定范围内。挤压区6a具有挠性,通过被朝向径向内侧挤压(按压)而能够朝向径向内侧(容器内侧)弹性变形。即,层积剥离容器1通过朝向容器内侧挤压(按压)主体部6的挤压区6a,从而能够将收纳于收纳空间s的内容物从口部4挤出到外部而使其排出。另外,挤压区6a具有复原性,若挤压被解除,则能够从变形状态复原为原来的形状。应予说明,在挤压区6a不设置周向肋。
[0072]
底部7具有以轴线o为中心的圆环状的接地部7a、以及位于接地部7a的内侧的底面面板7b。底部7封闭主体部6的下端。
[0073]
上述结构的层积剥离容器1成为吹塑成型品。
[0074]
在本实施方式中,层积剥离容器1成为通过对双层结构的预塑形坯组装体进行双轴拉伸吹塑成型而形成的吹塑成型品,该双层结构的预塑形坯组装体是将聚对苯二甲酸乙二醇酯注塑成型而形成的外预塑形坯、以及相对于外预塑形坯另行将聚对苯二甲酸乙二醇酯注塑成型而形成的内预塑形坯组合而成的预塑形坯。应予说明,外预塑形坯对应于外层体2,内预塑形坯对应于内层体3。
[0075]
在将层积剥离容器1设为通过对上述预塑形坯组装体进行双轴拉伸吹塑成型而形成的吹塑成型品的情况下,口部4被构成为,在外层体2的不进行双轴拉伸吹塑成型的部分的径向内侧配置有内层体3的不进行双轴拉伸吹塑成型的部分。
[0076]
通过将层积剥离容器1设为对预塑形坯组装体进行吹塑成型而形成的吹塑成型品,从而能够容易且高精度地形成本实施方式的层积剥离容器1,所述预塑形坯组装体是在对应于外层体2的外预塑形坯的内侧组装对应于内层体3的内预塑形坯而成的预塑形坯。
[0077]
应予说明,层积剥离容器1也能够设为通过对层积预塑形坯进行双轴拉伸吹塑成型而形成的容器,该层积预塑形坯是将对应于外层体2的合成树脂材料与对应于内层体3的合成树脂材料层积而成的结构。
[0078]
另外,层积剥离容器1也能够设为通过对圆筒状的层积型坯进行利用分型式的模具来吹塑成型的挤出吹塑成型(ebm:extrusion blow molding)而形成的容器,该圆筒状的层积型坯为是将对应于外层体2的合成树脂材料与对应于内层体3的合成树脂材料层积而成的型坯。
[0079]
在本实施方式的层积剥离容器1中,如图1、图2所示,挤压区6a被设为具备三个以上的板状部6a1、以及将彼此相邻的板状部6a1相连的三个以上的角部6a2的大致棱筒状。挤压区6a优选采用分别具备六个~八个板状部6a1和角部6a2的结构。在本实施方式中,挤压区6a具备六个板状部6a1、以及将彼此相邻的板状部6a1相连的六个角部6a2,成为横截面(与轴线o垂直的截面)为大致六边形的棱筒状。
[0080]
如图2所示,在本实施方式中,六个板状部6a1分别成为具有以预定的曲率朝向周向弯曲并且朝向容器外侧凸起的圆弧状的横截面的形状。另外,对于六个板状部6a1而言,以轴线o为中心的周向的长度彼此相同,并且以轴线o为中心沿周向等间隔地排列设置。此外,板状部6a1的横截面的半径比从轴线o起到板状部6a1为止的距离大。与此相对,六个角部6a2分别成为具有朝向周向弯曲并且朝向容器外侧凸起的圆弧状的横截面的形状,其曲率比板状部6a1的曲率大。因此,在挤压区6a中,内层体3在板状部6a1的部分比在角部6a2的部分更容易从外层体2剥离。
[0081]
因此,在挤压区6a被挤压而使内容物排出后,在挤压被解除而使挤压区6a从变形状态复原为原来的形状时,能够在更容易剥离的板状部6a1的部分使内层体3可靠地从外层体2剥离。
[0082]
如此,在本实施方式的层积剥离容器1中,将设置于主体部6的挤压区6a设为具备三个以上的板状部6a1、以及将彼此相邻的板状部6a1相连的三个以上的角部6a2的大致棱筒状,因此与将挤压区6a设为圆筒状的情况相比,能够提高挤压区6a中的内层体3从外层体2的剥离性。由此,使内层体3随着内容物的排出而从外层体2可靠地剥离,从而能够提高被设为挤压类的层积剥离容器1的用于排出内容物的排出操作性。
[0083]
特别地,如本实施方式那样,在将层积剥离容器1设为外层体2和内层体3成为聚对苯二甲酸乙二醇酯树脂制的吹塑成型品的情况下,虽然内层体3难以从外层体2剥离,但是在这样的情况下,也通过采用将设置于主体部6的挤压区6a设为具备三个以上的板状部6a1、以及将彼此相邻的板状部6a1相连的三个以上的角部6a2的大致棱筒状的结构,使内层体3随着内容物的排出而从外层体2可靠地剥离,从而能够提高被设为挤压类的层积剥离容器1的用于排出内容物的排出操作性。
[0084]
另外,在本实施方式中,将各个板状部6a1设为以预定的曲率朝向周向弯曲并朝向容器外侧凸起的形状,并且将各个角部6a2设为以比板状部6a1的曲率更大的曲率朝向周向弯曲并朝向容器外侧凸起的形状,因此使板状部6a1比角部6a2更优先被剥离,从而能够在提高内层体3从外层体2的剥离性的同时,提高因挤压而向径向内侧变形的挤压区6a向原来的形状的复原力。由此,在排出内容物后,在解除挤压时,使挤压区6a迅速地恢复为原来的形状,能够进一步提高被设为挤压类的层积剥离容器1的用于排出内容物的排出操作性。
[0085]
如图1所示,在本实施方式中,挤压区6a的上端6a3配置在比肩部5的下端更靠径向内侧的位置,挤压区6a的上端6a3与肩部5的下端之间成为以轴线o为中心的周向的台阶部11。即,挤压区6a的上端6a3经由周状的台阶部11而与肩部5的下端相连。
[0086]
在本实施方式中,台阶部11成为从肩部5一侧朝向挤压区6a一侧逐渐地缩径并且朝向容器外侧凸起的弯曲形状。由此,提高了台阶部11的刚性,并且在挤压区6a被挤压时,抑制台阶部11甚至肩部5与挤压区6a一起变形,从而能够提高被设为挤压类的层积剥离容器1的用于排出内容物的排出操作性。
[0087]
在台阶部11的六个板状部6a1与肩部5之间的部分分别设置有朝向容器内侧凹陷的凹部20。在本实施方式中,在挤压区6a沿周向以相等间隔的方式设置有六个板状部6a1,因此,与此对应地,在台阶部11沿周向隔开相等间隔地设置有六个凹部20。各个凹部20配置在对应的板状部6a1的周向的中央位置的上方。应予说明,在图1中仅示出了三个凹部20。
[0088]
例如如图3所示,这些凹部20能够设为如下凹部:具有在纵截面成为平的形状的底壁20a、以及包围底壁20a的周围并将底壁20a与台阶部11的外周面相连的弯曲的周壁20b,并且形成为从肩部5一侧朝向主体部6一侧延伸的纵向肋状。应予说明,周壁20b也可以是从台阶部11的外周面朝向底壁20a延伸的直线状的倾斜壁。
[0089]
台阶部11的设置有凹部20的部分在内容物被排出而使内层体3相对于外层体2减小容积变形时成为内层体3的压溃的起点,因此,内层体3能够在台阶部11的设置有凹部20的部分从外层体2容易地剥离。另外,由于凹部20设置在板状部6a1与肩部5之间,所以若内层体3在台阶部11的设置有凹部20的部分从外层体2剥离,则伴随于此,内层体3也能够在板状部6a1从外层体2容易地剥离。
[0090]
如此,在本实施方式的层积剥离容器1中,在设置于肩部5与主体部6的挤压区6a之间的周向的台阶部11的、板状部6a1与肩部5之间的部分设置有朝向容器内侧凹陷的凹部20,因此能够在内容物被排出而使内层体3相对于外层体2减小容积变形时,以凹部20为起点而使内层体3产生压溃,从而能够在台阶部11使内层体3从外层体2容易地剥离,并且伴随于此,也能够使内层体3在位于与该凹部20对应的位置的板状部6a1从外层体2容易地剥离。因此,即使将层积剥离容器1设为在肩部5与挤压区6a之间设置有周状的台阶部11的结构,也从设置于口部4的外部气体导入口9朝向主体部6笔直地设置外部气体的通路,从而在排出内容物时能够使内层体3从外层体2容易地剥离。由此,能够将层积剥离容器1设为在提高内容物的排出操作性的同时进一步提高内层体3从外层体2的剥离性的容器。
[0091]
特别地,如本实施方式那样,虽然在将层积剥离容器设为外层体2与内层体3为聚对苯二甲酸乙二醇酯树脂制的吹塑成型品的情况下,在台阶部11内层体3难以从外层体2剥离,但是如本实施方式那样地通过在台阶部11设置凹部20,从而在这样的层积剥离容器1,也能够在台阶部11容易地从外层体2剥离内层体3。
[0092]
如图1所示,主体部6的加强区6b成为直径比挤压区6a的直径大的大致圆筒状,在其外周面设置有沿周向延伸的凹槽状的两条环状肋6b1。加强区6b通过设置两条环状肋6b1,从而使朝向径向的刚性变得比挤压区6a的朝向径向的刚性高。
[0093]
加强区6b的上端比挤压区6a的下端6a4更向径向外侧突出,加强区6b的上端与挤压区6a的下端6a4之间成为以轴线o为中心的周向的副台阶部12。即,加强区6b的上端经由副台阶部12而与挤压区6a的下端6a4相连。
[0094]
通过在主体部6设置经由副台阶部12而与挤压区6a的下端6a4相连的加强区6b,从而能够使挤压区6a的下端6a4经由副台阶部12而被加强区6b牢固地支承,能够提高挤压区6a的排出操作性。
[0095]
应予说明,也能够采用在环状肋6b1的两侧部分沿周向隔开相等间隔地设置多个凹部6b2的结构。
[0096]
如图4中作为变形例所示,挤压区6a也能够被设为,各个板状部6a1是朝向周向呈直线状地延伸的形状,并且各个角部6a2是以预定的曲率朝向周向弯曲并朝向容器外侧凸起的形状。
[0097]
由此,能够将按压区6a设为能够更容易挤压(按压)的结构。
[0098]
另外,如图5中作为变形例所示,挤压区6a也能够被设为,作为轴向的一端的上端6a3与作为另一端的下端6a4之间的部分向径向外侧突出的大致鼓形。即,能够将挤压区6a设为通过轴线o的纵截面的形状是在上端6a3与下端6a4之间向径向外侧凸起的曲线形状。
[0099]
由此,能够提高因挤压而向径向内侧变形的挤压区6a的向原来的形状的复原力,并且在挤压挤压区6a而使内容物排出后,在解除挤压时,使挤压区6a迅速地复原为原来的形状,能够进一步提高被设为挤压类的层积剥离容器1的用于排出内容物的排出操作性。
[0100]
本发明不限于上述实施方式,能够在不脱离其主旨的范围内进行各种改变。
[0101]
例如,在上述实施方式中,将挤压区6a设为具备六个板状部6a1、以及将彼此相邻的板状部6a1相连的六个角部6a2的结构,但是板状部6a1与角部6a2的数量只要是三个以上,就能够进行各种变更。
[0102]
另外,在上述实施方式中,在肩部5与挤压区6a之间设置台阶部11,并且在台阶部11设置多个凹部20,但是不限于此,也可以采用不设置台阶部11甚至凹部20的结构。
[0103]
此外,虽然在上述实施方式中,在外层体2的构成口部4的部分设置外部气体导入口9作为沿径向贯通该部分的贯通孔,但是不限于此,只要是能够将外部气体导入外层体2与内层体3之间的构成,就可以将所述外部气体导入口9设置在肩部5、主体部6以及底部7中的任意部分,另外,其形态也不限于贯通孔,也可以是狭缝状,也可以是在外层体2与内层体3之间的边界开口的间隙状。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。