1.本发明涉及热力管道的修复技术,尤其涉及一种基于温度应变量补偿的热力管道内衬修复工艺方法。
背景技术:
2.热力管网作为重要的城镇公共基础设施,随着我国城镇化的不断发展,其应用范围越来越广泛,但同时寿命到期的管道也逐渐增加,导致了严重的地面塌陷、管道淤积、地面积水等问题,带来了严重的能源浪费和社会环境问题。现阶段,非开挖管道更新修复技术因其修复效率高、维护成本低、环境影响小等优点,被广泛应用于输汽管道、疏水管线以及燃气管道等修复工程中。
3.但基于热力管道严苛的高温高压、防水防锈等使用要求,其修复技术仍以传统补焊修复和换管修复为主,修复过程均需停暖,甚至大量开挖土方,工期长、造价高、影响大。而管道内衬修复技术属于半结构性修复,所采用的内衬管道依托于原有管道结构,在设计寿命内仅需承受外部的静水压力,外部土壤压力和动载荷则仍由原有管道支撑,修复成本低、使用寿命长,且一次穿插距离可达500~1000m,可穿过≤15
°
的弯头,适用范围较广。如何在热力管道的修复过程中采用非开挖修复技术,尤其是管道内衬修复技术具有广阔的应用前景。
4.内衬修复材料以有机涂料、水泥浆、聚乙烯和不锈钢等为主,其性能随着环境温度的变化会发生较大的变化。特别是以高分子聚合物为代表的非金属内衬修复材料,在高温热力管道中可能由于温度升高而产生应变,出现挤压变形现象,从而影响管道连接的密封性,降低管道运行的稳定性。中国专利cn 106958718 a提出一种管道内衬修复方法,无需全线开挖即可在管道内壁形成内衬,缩短了管线的修复周期,解决了被腐蚀管道需要进行内衬防腐修复的问题。中国专利cn112780878a提出一种管道内衬穿插法修复旧管道的工艺,在内衬修复管道的两端设置连接口,与待修复管道进行固定,避免修复后管道间存在间隙,解决了现有内衬穿插法修复后管道使用寿命短的问题。但上述专利并没有考虑到由于内衬修复材料的性能随温度变化而变化对修复效果造成的影响,更重要的是没有解决在高温高压的工作环境下,由于工作管与修复管道的热应变不同导致的热胀伸长量不一致导致接口或者内部鼓包的结果,从而加速修复材料加速失效,无法保障管道安全稳定运行的问题。
5.因此,热力管道内衬修复技术在保证管道材料本身的可靠性的同时,还需要解决温度导致的热胀冷缩效应在安装上的可靠性问题,才能更好的保障修复后管道的安全稳定运行,降低维修成本,提高社会环境效益具有重要的工程意义。
技术实现要素:
6.本发明的目的在于克服上述问题,提供一种基于温度应变量补偿的热力管道内衬修复工艺方法。
7.为实现上述目的,本发明采用以下技术方案:
8.一种基于温度应变量补偿的热力管道内衬修复工艺方法,其采用内衬修复管道(4)、缩径机(5)、牵引拉伸机(6)、压气机(7)对待修复热力管道(1)进行修复;其中,待修复热力管道(1)两端分别焊接有外接法兰连接头(2),内衬修复管道(4)的出口端设有进气孔(8);
9.所述的内衬修复工艺方法包括缩径穿插、煨边固定、预拉伸、充气胀管和煨边连接五个过程,其具体过程如下:
10.先利用缩径机(5)对外径大于待修复热力管道(1)内径的内衬修复管道(4)进行缩径,使其能够穿插至待修复热力管道(1)中,再将缩径后的内衬修复管道(4)在牵引拉伸机(6)的牵引下穿过清洁后的待修复热力管道(1),保持其入口端和出口端分别伸出待修复热力管道(1)的端部,完成缩径穿插过程;
11.缩径后的内衬修复管道(4)在入口端翻转折边后通过固定密封端盖(3)与同一端的外接法兰连接头(2)煨边密封连接,从而使内衬修复管道(4)的入口端保持密闭,完成煨边固定过程;
12.在内衬修复管道(4)的入口端被固定的状态下,利用牵引拉伸机(6)对内衬修复管道(4)的出口端进行拉伸延长,且预拉伸量为内衬修复管道(4)的工作温度与环境温度之间的温差所引起的应变量,完成预拉伸过程;
13.利用压气机(7)经进气孔(8)对预拉伸后的内衬修复管道(4)进行充气胀管,实现内衬修复管道(4)的复原,复原后的内衬管道与热力管道过盈配合,使内衬修复管道(4)的外管壁与待修复热力管道(1)的内壁面紧密贴合,撤去牵引拉伸机(6)后内衬修复管道(4)无法收缩回弹,完成充气胀管过程;
14.对内衬修复管道(4)出口端伸出待修复热力管道(1)的多余部分进行切割,仅保留用于煨边固定的折边段;将内衬修复管道(4)保留的折边段与同一端的外接法兰连接头(2)煨边固定,将带有内衬修复管道(4)的待修复热力管道(1)两端重新通过法兰连接至热力管网中,完成煨边连接过程。
15.作为优选,所述的预拉伸过程中,内衬修复管道(4)的预拉伸量δl=δtlσ,式中δt为内衬修复管道(4)的实际工作温度与环境温度之间的温差,l为拉伸之前的内衬修复管道(4)的长度,σ为内衬修复管道(4)的热应变量。
16.作为优选,所述的内衬修复管道(4)复原后的管道外径与待修复热力管道(1)的内径之间满足过盈配合的尺寸要求,且应保证过盈配合状态下待修复热力管道(1)内壁与内衬修复管道(4)之间的摩擦力大于内衬修复管道(4)的应力收缩力。
17.作为优选,将带有内衬修复管道(4)的待修复热力管道(1)两端重新通过法兰连接至热力管网之前,需预先拆除入口端的固定密封端盖(3)。
18.作为优选,所述内衬修复管道(4)的缩径方式包括u型折边缩径和o型缩径。
19.作为优选,所述煨边的方式包括熔焊煨边和法兰煨边。
20.作为优选,所述压气机(7)对内衬修复管道(4)进行充气胀管采用的工作压力为0.12~0.3mpa。
21.作为优选,所述待修复热力管道(1)通过对热力管道中的破损位置两侧开挖操作坑并进行断管处理后得到。
22.作为优选,所述外接法兰连接头(2)通过热熔焊接的方式套接在两个断管位置处。
23.作为优选,待修复热力管道(1)重新接入热力管网后,需对修复后的管道进行试压,试压合格后重新填满操作坑。
24.与现有技术相比,本发明的优点在于:
25.(1)本发明通过对内衬修复管道进行预拉伸,可以消除热力管道应用中高温时内衬管道受热应力的影响,解决安装和使用过程中的热胀冷缩导致的鼓包和起边等问题。
26.(2)本发明利用外接法兰连接和固定密封端盖对内衬修复管道的一端进行固定,通过牵引拉伸机对另一端进行拉伸,可以准确控制拉伸应变量δl。
27.(3)本发明采用管径尺寸为过盈配合的内衬修复管道与热力管道,通过充气胀管的方式,使得内衬修复管道与待修复的热力管道紧密贴合,防止内衬修复管道在无拉伸力作用时发生收缩回弹现象。
附图说明
28.图1是热力管道内衬修复工艺方法工作流程示意图;
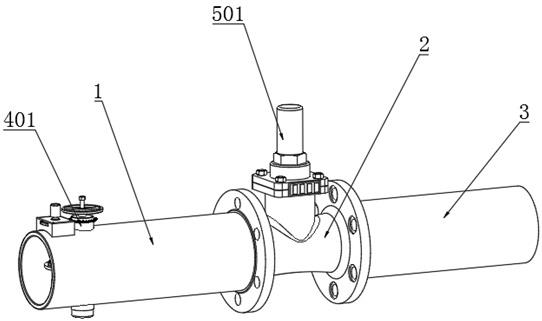
29.图2是一种基于温度应变量补偿的热力管道内衬修复系统示意图;
30.图3是管道煨边密封固定结构示意图;
31.图4是充气胀管前后管道横截面对比示意图。
32.图中:待修复热力管道1、外接法兰连接头2、固定密封端盖3、内衬修复管道4、缩径机5、牵引拉伸机6、压气机7、进气孔8。
具体实施方式
33.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。本发明各个实施例中的技术特征在没有相互冲突的前提下,均可进行相应组合。
34.如图1所示,本发明提供了一种基于温度应变量补偿的热力管道内衬修复工艺方法,其采用的修复系统形式如图2所示。在该工艺方法中,采用了内衬修复管道4、缩径机5、牵引拉伸机6、压气机7对待修复热力管道1进行修复。其中,待修复热力管道1两端分别焊接有外接法兰连接头2,内衬修复管道4的出口端设有进气孔8。
35.需要说明的是,本发明中的待修复热力管道1是指热力管网中存在破损的待修复段。在进行本发明的修复处理之前,其往往是连接在热力管网中的。在实际应用时,可以先确定热力管网中的管道破损位置,然后对热力管道中的破损位置两侧开挖操作坑并进行断管处理,由此得到一段待修复热力管道1。而此时得到的待修复热力管道1是不含有外接法兰连接头2的,因此需要额外将对应的外接法兰连接头2通过热熔焊接的方式套接在两个断管位置处。然后才能开始执行图1所示的内衬修复工艺方法。本发明中的内衬修复管道4的具体材质不限,可由实际的管道材质决定,可采用具有一定弹性的非金属内衬修复材料,例如聚乙烯管道。
36.本发明的内衬修复工艺方法包括缩径穿插、煨边固定、预拉伸、充气胀管和煨边连接五个过程,下面对着五个过程的具体实现方式进行详细描述。
37.1)缩径穿插过程如下:
38.先利用缩径机5对外径大于待修复热力管道1内径的内衬修复管道4进行缩径,使其能够穿插至待修复热力管道1中,再将缩径后的内衬修复管道4在牵引拉伸机6的牵引下穿过清洁后的待修复热力管道1,保持其入口端和出口端分别伸出待修复热力管道1的端部,完成缩径穿插过程。
39.需要说明的是,内衬修复管道4的缩径方式可以采用u型折边缩径,也可以采用o型缩径,对此不做限制。u型折边缩径是指将内衬修复管道4进行径向弯折,使其圆形的横截面一侧向内凹陷,形成u型,由此来改变其横截面的最大跨度。o型缩径则是另一种保持圆形横截面不凹陷但直径被缩小的缩径方式。
40.2)煨边固定过程如下:
41.缩径后的内衬修复管道4在入口端翻转折边后通过固定密封端盖3与同一端的外接法兰连接头2煨边密封连接,从而使内衬修复管道4的入口端保持密闭,完成煨边固定过程。
42.需要说明的是,内衬修复管道4的入口端所采用的煨边方式可以是熔焊煨边,也可以是法兰煨边,对此可不做限定。在煨边后,可选择一块与外接法兰连接头2的法兰盘外径匹配的固定密封端盖3,如图3所示,可将内衬修复管道4的折边段夹持在外接法兰连接头2和固定密封端盖3之间,然后通过螺栓进行紧固,从而保证内衬修复管道4的入口端能够密闭。
43.3)预拉伸过程如下:
44.在内衬修复管道4的入口端被固定的状态下,利用牵引拉伸机6对内衬修复管道4的出口端进行拉伸延长,且预拉伸量为内衬修复管道4的工作温度与环境温度之间的温差所引起的应变量,完成预拉伸过程。
45.需要说明的是,上述预拉伸量需要根据实际的理论计算进行确定。由于热力管道使用时往往处于远高于环境温度的高温状态,因此原本在环境温度下平整的内衬管道会因为热胀冷缩出现伸长现象,从而导致出现鼓包和起边。因此,对内衬修复管道4预先进行拉伸,可以提前消除内衬修复管道4的工作温度与环境温度之间的温差所引起的应变量。作为本发明实施例的一种实现方式,预拉伸过程中,内衬修复管道4的预拉伸量δl计算公式如下:δl=δtlσ,式中δt为内衬修复管道4的实际工作温度与环境温度之间的温差,l为拉伸之前的内衬修复管道4的长度,σ为内衬修复管道4的热应变量。
46.4)充气胀管过程如下:
47.利用压气机7经进气孔8对预拉伸后的内衬修复管道4进行充气胀管,实现内衬修复管道4的复原,复原后的内衬修复管道4与待修复热力管道1过盈配合,使内衬修复管道4的外管壁与待修复热力管道1的内壁面紧密贴合,撤去牵引拉伸机6后内衬修复管道4无法收缩回弹,完成充气胀管过程。
48.需要说明的是,由于内衬修复管道4的拉伸是通过牵引拉伸机6来实现的,但后续牵引拉伸机6的牵引力需要撤除。因此,内衬修复管道4需要依靠自身与待修复热力管道1之间的摩擦力来维持其预拉伸状态。在实际应用时,由于内衬修复管道4胀管复原后,其管径能够基本恢复到缩管之前的原始管径,因此可通过选择内衬修复管道4的管径来控制其胀管复原之后与待修复热力管道1之间的摩擦力大小。如图4所示,示出了内衬修复管道4采用
u型折边缩径时,胀管前后的状态。在本发明中,内衬修复管道4复原后的管道外径与待修复热力管道1的内径之间满足过盈配合的尺寸要求,且应保证过盈配合状态下待修复热力管道1内壁与内衬修复管道4之间的摩擦力大于内衬修复管道4的应力收缩力。具体的内衬修复管道4管径可根据实际情况进行优化确定。
49.一般而言,压气机7对内衬修复管道4进行充气胀管采用的工作压力为0.12~0.3mpa,以能够将缩管后的内衬修复管道4重新恢复至原直径为准。
50.需要说明的是,若内衬修复管道4采用u型折边缩径,则穿插后必须用压气机7进行打压胀管,但假如内衬修复管道4采用o型缩径时,由于管道无束缚,也可以不需要采用压气机7进行打压胀管,其能够自行恢复。但考虑到胀管效率,即使内衬修复管道4采用o型缩径,也可以采用打压胀管来快速恢复其管径。
51.5)煨边连接过程如下:
52.对内衬修复管道4出口端伸出待修复热力管道1的多余部分进行切割,仅保留用于煨边固定的折边段;将内衬修复管道4保留的折边段与同一端的外接法兰连接头2煨边固定,将带有内衬修复管道4的待修复热力管道1两端重新通过法兰连接至热力管网中,完成煨边连接过程。
53.需要说明的是,此步骤中内衬修复管道4出口端所采用的煨边方式也可以是熔焊煨边,也可以是法兰煨边。
54.另外,由于内衬修复管道4的入口端安装有固定密封端盖3,因此将带有内衬修复管道4的待修复热力管道1两端重新通过法兰连接至热力管网之前,需预先拆除入口端的固定密封端盖3。
55.为了保证本发明修复的可靠性,待修复热力管道1重新接入热力管网后,需对修复后的管道进行试压,试压合格后方可重新将之前开挖的土方进行回填,填满操作坑,恢复管网上方的地面。
56.为了进一步便于理解本发明在应用时的实现过程,通过一个较佳实施例来展示上述图1所示的基于温度应变量补偿的热力管道内衬修复工艺方法的具体工作过程,其流程如下:
57.在热力管道修复前,首先明确热力管道的破损位置,确定待修复的管道长度,在待修复管道的两端开挖操作坑,进行断管处理。断管处的管道两端均采用热熔焊接的方式,焊接有专用外接法兰连接头2,其中焊接方式应按照gb/t19809-2005《塑料管材和管件聚乙烯(pe)管材/管材或管材/管件热熔对接组件的制备》(iso 11414:1996)的标准进行。断管后通过cctv内窥镜进行待修复热力管道1的内部检测,确定热力管道的内部环境及待修复状态,并通过球刷、钢刷、活塞刷等方式对待修复热力管道1进行管道清洁处理。
58.内衬修复管道4与待修复热力管道1安装连接前,先对内衬管道进行缩径处理。内衬修复管道4经缩径机5完成缩径后,由牵引拉伸机6牵引穿过清洁后的待修复热力管道1,完成缩径穿插过程。采用“u”型缩径穿插内衬时,管道的缩径量一般为25%~30%,且牵引速度应为3~5m/min,不得超过8m/min;采用“o”型缩径时,管道的缩径量一般为5%~10%。
59.缩径后的内衬修复管道4在入口端翻转折边,通过固定密封端盖3,与待修复热力管道1端部焊接的外接法兰连接头2经法兰连接初步固定后,进行煨边密封,完成煨边固定过程。
60.内衬修复管道4的另一端在牵引拉伸机6的作用下进行拉伸,使其延长δl,完成预拉伸过程并进行密封。其中,δl为内衬修复管道4的工作温度与环境温度之间的温差所引起的应变量,内衬修复管道4的预拉伸量δl=δtlσ。式中,δt为管道实际工作温度与环境温度之间的温差,l为内衬修复管道4的长度,σ为内衬修复管道4的热应变量。
61.管道预拉伸完成后,通过压气机7经进气孔8对预拉伸后的内衬修复管道4进行充气胀管,一般选择1~2kg的空气压力进行打压胀管操作,在压力的作用下,内衬修复管道4复原,近似恢复其缩径前的管道原有内、外径尺寸,完成充气胀管过程。由于复原后内衬修复管道4的管道外径,与待修复热力管道1的管道内径之间满足过盈配合的尺寸要求,胀管后的内衬修复管道4外表面与待修复热力管道1的内壁面紧密贴合,在管道壁面摩擦力的作用下可以防止内衬修复管道4在无拉伸作用时发生收缩回弹现象。
62.完成充气胀管后,根据待修复热力管道1端部焊接的外接法兰连接头2的大小,确定内衬修复管道4的翻转折边长度,并切除多余的内衬管道。内衬修复管道4的另一端与外接法兰连接头2煨边固定后,待修复热力管道1的两端与热力管网中未修复的热力管道分别通过法兰进行连接,完成煨边连接过程。并对修复后的管道进行试压,需满足压力为1mpa时,6h内的压降不超过1%。试压合格后,填满操作坑恢复路面。
63.以上所述的实施例只是本发明的一种较佳的方案,然其并非用以限制本发明。有关技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型。因此凡采取等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。