1.本发明涉及刀具加工制造技术领域,尤其涉及一种滚刀用刀圈及其制造方法。
背景技术:
2.盾构机盘形滚刀是由刀圈、刀体和芯轴等零件组装而成,刀体通过轴承套装在芯轴上,刀圈安装在刀体上,刀圈端面用焊接好的挡圈作为限位,这种结构形式的盘形滚刀在软硬不均的砂卵石地层和磨砺性强的石英砂地层中破岩时,经常会出现刀圈因受冲击而发生断裂或移位、刀体因硬度不高而导致早期磨损或冲击变形,从而不得不频繁换刀、修刀;同时,因刀圈和刀体在过盈装配过程中易产生应力集中现象,从而极大影响了滚刀的使用寿命和施工效率。且常规tbm滚刀刀圈存在耐磨性能不足,在极端地质条件下,极易发生偏磨、卷刃、崩刃现象,换刀频繁,造成掘进效率低下,经济效益不佳,影响工期。
3.近年来,随着激光熔、等离子熔覆技术发展与成熟,在滚刀刀圈上的应用在增多,但是,效果仍然不够理想,熔覆层内部存在应力集中,这导致在冲击大的场合,熔覆层容易与合金本体发生剥离,影响使用效果。
技术实现要素:
4.本发明实施例提供一种滚刀用刀圈及其制造方法,有效解决刀圈因硬度不高或应力集中产生的刀圈在使用过程中导致的磨损或者冲击变形的技术问题。
5.为解决上述技术问题,本发明实施例公开了一种滚刀用刀圈,所述刀圈包括刀刃和刀圈本体,所述刀圈的整体硬度为hrc5 7-60,所述刀圈本体的外表面为柱形结构,所述刀刃包括根部和刀体部,所述根部与所述刀圈本体的外表面连接,所述刀体部从所述根部沿所述刀圈本体的周向延伸,所述刀体部远离所述根部的一端的表面依次设有碳化钨敷焊层和粘相层,所述粘相层设置于所述碳化钨敷焊层的靠近所述根部的一侧。
6.进一步地,所述根部设有至少两个孔道,所述孔道沿所述刀圈本体对称分布。
7.进一步地,所述孔道与所述根部其余部分的搭接处设有过渡结构。
8.进一步地,所述刀圈为包括以下重量百分比的原料:c 0.65-0.75、si 0.2-0.5、mn 0.4-0.6、cr 5.0-6.0、mo 2.2-2.4、v0.5-0.7、p 0.001-0.015、s0.005-0.015,余量为fe。
9.进一步地,所述刀圈为包括以下重量百分比的原料:c 0.54-0.57、si 0.3-0.5、mn 0.3-0.5、cr 4.5-5.5、mo 2.9-3.1、nb 0.1-0.15、p 0.005-0.015、s 0.005-0.015,余量为fe。
10.本发明实施例还公开了一种滚刀用刀圈的制造方法,所述方法包括:
11.对刀圈基体进行机械加工,进行表面处理;
12.在所述刀体部远离所述根部的一端的表面设置槽口部;
13.对所述槽口部进行高频退火处理,退火处理的深度不小于2.5mm,形成所述粘相层;
14.在所述槽口部激光敷焊所述碳化钨敷焊层。
15.进一步地,在所述在所述槽口部激光敷焊所述碳化钨敷焊层的步骤之后,所述方法还包括:
16.经清洗装入真空热处理炉中,使炉温升高到200℃后保温4h,随炉冷却后出炉。
17.进一步地,所述方法还包括:
18.在所述根部对称位置处钻孔形成孔道,以使得所述孔道沿所述刀圈本体对称分布。
19.进一步地,所述在所述根部对称位置处钻孔形成孔道的步骤之后,所述方法还包括:
20.对所述孔道与所述根部的其余部分进行倒角或倒圆处理,以形成过渡结构。
21.进一步地,所述在对所述孔道与所述根部的其余部分进行倒角或倒圆处理的步骤之后,所述方法还包括:
22.对所述孔道的内表面进行抛光处理。
23.实施本发明,具有如下有益效果:
24.本发明所述刀圈包括刀刃和刀圈本体,所述刀圈的整体硬度为hrc-,所述刀圈本体的外表面为柱形结构,所述刀刃包括根部和刀体部,所述根部与所述刀圈本体的外表面连接,所述刀体部从所述根部沿所述刀圈本体的周向延伸,本发明中,刀圈为整体式,避免了刀圈和刀体因过盈装配中引起的应力集中的问题,且所述刀体部远离所述根部的一端的表面依次设有碳化钨敷焊层和粘相层,所述粘相层设置于所述碳化钨敷焊层的靠近所述根部的一侧,原有的材料基础上,激光敷焊碳化坞,正常碳化钨是针对低硬度调质钢,通过设置粘相层,然后设置碳化钨敷焊层,使得碳化钨敷焊层开裂减少,与所述粘相层相互溶解更深进而不容易掉层,避免了母材硬度hrc57-60不适合敷焊的状况,提升了刀圈的整体性能。
附图说明
25.为了更清楚地说明本发明的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
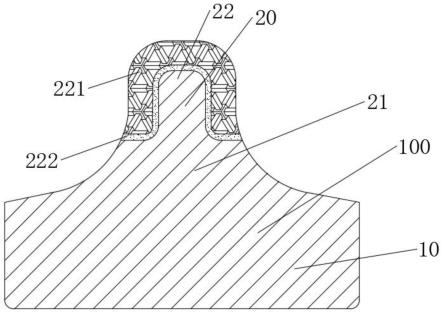
26.图1是本发明实施例提供的滚刀用刀圈的轴向切面示意图。
27.图2是本发明一实施例提供的滚刀用刀圈的整体结构示意图。
28.图3为本发明另一实施例提供的滚刀用刀圈的整体结构示意图。
29.图4是本发明一实施例提供的滚刀用刀圈的制造方法步骤流程示意图。
30.图5是本发明另一实施例提供的滚刀用刀圈的制造方法步骤流程示意图。
31.其中,图中附图标记对应为:100-刀圈,10-刀圈本体,20-刀刃,21-根部,211-孔道,22-刀体部,221-碳化钨敷焊层,222-粘相层。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他
实施例,都属于本发明保护的范围。
33.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
34.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量,由此限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
35.图1为本发明实施例提供的滚刀用刀圈的轴向切面示意图,图2是本发明一实施例提供的滚刀用刀圈的整体结构示意图。如图1和图2所示,本发明实施例公开了一种滚刀用刀圈100,所述刀圈100的毛坯成品通过锻造流程获得,具体地,用锯床理算下料后,将原材料切割成预设尺寸获得圆棒,将裁切后的圆棒投入电气加热炉,控制电气加热炉三段升温,每次升温时间4小时,直至升到适合锻造温度1100℃为止,机械手抓取圆棒到双臂锻压设备底座锻造台,通过输入参数,将圆棒由原始高度锻压至圆棒的三分之一高度为止,获得圆饼,下一步更换合适的冲头,居中对圆饼进行冲压,以在圆饼中心冲孔,完成冲孔后,迅速模锻开胚外圈到碾环尺寸,再次进炉升温后,上碾环机扩孔并加工出外径刃口,之后进行球化退火,由此获得毛胚成品。
36.继续对毛坯成品进行加工,则获得所述刀圈100。所述刀圈100包括刀刃20和刀圈本体10,本发明中,刀圈100为整体式,避免了分离式刀圈因过盈装配中引起的应力集中的问题,所述刀圈100的整体硬度为hrc 57-60,所述刀圈本体10的外表面为柱形结构,所述刀刃20包括根部21和刀体部22,所述根部21与所述刀圈本体10的外表面连接,所述刀体部22从所述根部21沿所述刀圈本体10的周向延伸,所述刀体部22远离所述根部21的一端的表面依次设有碳化钨敷焊层221和粘相层222,所述粘相层222设置于所述碳化钨敷焊层221的靠近所述根部21的一侧,本发明通过激光敷焊碳化坞,获得碳化钨敷焊层221,正常碳化钨是针对低硬度调质钢进行敷焊,而本发明中,由于刀圈100的整体硬度为hrc 57-60,通过先设置粘相层222后设置碳化钨敷焊层221,使得碳化钨敷焊层221与所述粘相层222相互溶解更深进而不容易掉层,保证了碳化钨敷焊层221开裂减少,也避免了母材硬度为hrc57-60的条件下不适合敷焊的状况,提升了刀圈100的整体性能。
37.图3为本发明另一实施例提供的滚刀用刀圈的整体结构示意图,如图3所示,所述根部21设有至少两个孔道211,所述孔道211沿所述刀圈本体10对称分布。具体地,在不影响刀圈100强度的前提下,可以设置2个孔道211、3个孔道211、4个孔道211或者6个孔道211,本发明对孔道的数量不作限定,所述孔道211的直径不超过所述刀圈本体10外径的十分之一,所述孔道211贯穿所述根部21,且所述孔道211沿所述刀圈100的中心线对称分布,通过在根部21设置孔道211以释放应力,提升了刀圈100的整体性能,以在实际开掘岩层的过程中增加刀圈100的可靠性。
38.在本发明实施例中,所述孔道211与所述根部21其余部分的搭接处设有过渡结构。所述过渡结构保证了所述孔道211的边缘与所述根部21的其余部分的搭接处平滑过渡,避
免了所述孔道211与所述根部21的其余部分的搭接处产生应力集中,避免了设置孔道211后对所述刀圈100整体强度的削弱,提升了刀圈100的抗压抗冲击性能,减少了崩刃断圈情况的发生。
39.在本发明实施例中,所述刀圈100为以下重量百分比的原料:c 0.65-0.75、si 0.2-0.5、mn 0.4-0.6、cr 5.0-6.0、mo 2.2-2.4、v0.5-0.7、p 0.001-0.015、s0.005-0.015,余量为fe,所述刀圈100的整体硬度为hrc 58-60,优选地,可以采用c 0.65-0.75、si 0.2-0.5、mn 0.4-0.6、cr 5.0-6.0、mo 2.2-2.4、v0.5-0.7、p 0.015、s 0.015的原料作为刀圈100原料,该种原料作为刀圈100的材质,真空热处理后所述刀圈100的整体硬度为hrc 58-60,适合软硬不均匀的复杂岩层,具有高韧性,较好的强度和耐磨性能,在单轴抗压强度100-160mpa/cm2的完整花岗岩中,采用此种材质的刀圈的综合掘进进尺能达到150-200米,比大部分其它种类的刀圈100性能提升20%-30%。
40.在本发明实施例中,所述刀圈100为包括以下重量百分比的原料:c 0.54-0.57、si 0.3-0.5、mn 0.3-0.5、cr 4.5-5.5、mo 2.9-3.1、nb 0.1-0.15、p 0.005-0.015、s 0.005-0.015,余量为fe,优选地,可以采用c 0.54-0.57、si 0.3-0.5、mn 0.3-0.5、cr 4.5-5.5、mo 2.9-3.1、nb 0.1-0.15、p 0.015、s0.015,余量为fe的原料作为刀圈100原料,该种材料作为刀圈100的材质,真空热处理后所述刀圈100的整体硬度为hrc 57-59,适合软硬不均匀的复杂岩层,具有能承受重载荷抗冲击力,较好的耐磨性能。
41.图4为本发明一实施例提供的滚刀用刀圈的制造方法步骤流程示意图,如图4所示,本发明实施例还公开了一种滚刀用刀圈100的制造方法,所述方法包括以下步骤。
42.步骤s1:对刀圈100基体进行机械加工,进行表面处理。
43.在此步骤中,通过锯床将原材料切割成预设尺寸获得圆棒,将裁切后的圆棒投入电气加热炉,控制电气加热炉三次升温,每次升温时间4小时,直至升到适合锻造温度1100℃为止,之后对圆棒以3比1以上的高度锻造比进行立面锻压,锻压后,更换合适的换头,以在圆饼中心冲孔,完成冲孔后,迅速模锻开胚外圈到碾环尺寸,再次进炉升温后,上碾环机扩孔并加工出外径刃口,进行球化退火,之后对刀圈100固定,在保证相应尺寸公差以及粗糙度要求的条件下,加工刀圈100的外圆、刃型和端面各部分的轮廓。
44.步骤s2:在所述刀体部22远离所述根部21的一端的表面设置槽口部。
45.在此步骤中,在刀体部22的端部进行数控加工,获得槽口部,以方便激光敷焊碳化钨,增强刀圈100的强度。
46.步骤s3:对所述槽口部进行高频退火处理,退火处理的深度不小于2.5mm,形成所述粘相层222。
47.在此步骤中,通过对槽口部进行高频退火处理,优选退火处理的深度为3毫米。通过局部退火,也使得所述刀刃20的硬度大于所述刀圈本体10的硬度,使得所述刀圈100形成内圈软刀口硬的状况,形成一定的硬度梯度,提升了所述刀圈100的抗冲击韧性。
48.步骤s4:在所述槽口部激光敷焊所述碳化钨敷焊层221。
49.在此步骤中,将碳化钨敷焊于经过退火处理后的所述槽口部,所述碳化钨敷焊层221与所述粘相层222能够相互结合,使得所述碳化钨敷焊层221开裂减少,且不容易掉层。
50.在本发明一实施例中,继续参考图4,在所述在所述槽口部激光敷焊所述碳化钨敷焊层221的步骤之后,所述方法还包括以下步骤。
51.步骤s5:经清洗装入真空热处理炉中,使炉温升高到200℃后保温4h,随炉冷却后出炉。
52.在此步骤中,在真空热处理炉中,控制炉温30min升高到200℃后保温4h,最后随炉冷却至室温,出炉。
53.图5本发明另一实施例提供的滚刀用刀圈的制造方法步骤流程示意图。在本发明实施例中,所述方法还包括以下步骤。
54.步骤s21:在所述根部21对称位置处钻孔形成孔道211,以使得所述孔道211沿所述刀圈本体10对称分布。
55.所述钻孔形成孔道211的步骤设置于所述步骤s3之前,以使得位于所述根部21的孔道211能经过步骤s3的退火处理,承接退火处理过程中相应的应力释放导致的形变。
56.在本发明实施例中,继续参考图5,所述在所述根部21对称位置处钻孔形成孔道211的步骤之后,所述方法还包括以下步骤。
57.步骤s22:对所述孔道211与所述根部21的其余部分进行倒角或倒圆处理,以形成过渡结构。
58.在此步骤中,通过对所述孔道211与所述根部21的其余部分进行倒角或倒圆处理,使得所述孔道211与刀刃20平滑连接,避免产生台阶或者凸起进而带来应力集中,提升了刀圈100的性能。
59.在本发明实施例中,继续参考图5,所述在对所述孔道211与所述根部21的其余部分进行倒角或倒圆处理的步骤之后,所述方法还包括以下步骤。
60.步骤s22:对所述孔道211的内表面进行抛光处理。
61.在此步骤中,通过抛光处理,进一步增加孔道211内表面的光滑度,避免引入应力缺陷部位,增加了刀圈100整体的强度和抗冲击性能。
62.本发明所述刀圈100包括刀刃20和刀圈本体10,所述刀圈100的整体硬度为hrc 57-60,且本发明中,刀圈100为整体式,避免了刀圈100和刀体因过盈装配中引起的应力集中的问题,且所述刀体部22远离所述根部21的一端的表面依次设有碳化钨敷焊层221和粘相层222,所述粘相层222设置于所述碳化钨敷焊层221的靠近所述根部21的一侧,正常碳化钨是针对低硬度调质钢,本发明在原有的材料基础上通过设置粘相层222,进而激光敷焊碳化坞,由此碳化钨敷焊层221开裂减少,与所述粘相层222相互溶解更深进而不容易掉层,避免了母材硬度hrc57-60不适合敷焊的状况,提升了刀圈100的整体性能。
63.以上所揭露的仅为本发明的几个较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。