技术特征:
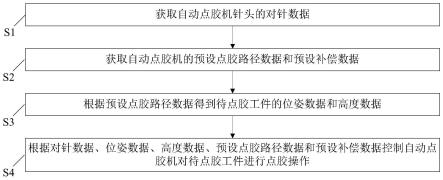
1.一种自动点胶机的控制方法,其特征在于,包括以下步骤:获取自动点胶机针头的对针数据;获取所述自动点胶机的预设点胶路径数据和预设补偿数据;根据所述预设点胶路径数据得到待点胶工件的位姿数据和高度数据;根据所述对针数据、所述位姿数据、所述高度数据、所述预设点胶路径数据和所述预设补偿数据控制所述自动点胶机对所述待点胶工件进行点胶操作。2.根据权利要求1所述的自动点胶机的控制方法,其特征在于,通过xz面对针传感器和yz面对针传感器得到所述自动点胶机针头的对针数据,其中,所述xz面对针传感器对应所述自动点胶机xz面设置,对应设置位置为所述yz面对针传感器对应所述自动点胶机yz面设置,对应设置位置为其中,[x1,x2]为所述自动点胶机针头在xz面x轴的移动范围,[y1,y2]为所述自动点胶机针头在yz面y轴的移动范围,[z1,z2]为所述自动点胶机针头在yz面z轴或xz面z轴的移动范围。3.根据权利要求2所述的自动点胶机的控制方法,其特征在于,所述通过所述xz面对针传感器和所述yz面对针传感器得到所述自动点胶机针头的对针数据,具体包括以下步骤:所述自动点胶机针头在所述xz面的对针过程:控制所述自动点胶机的x轴组件移动至x1位置,并控制所述自动点胶机的z轴组件移动至z1位置;控制所述自动点胶机的z轴组件由z1位置移动至z2位置,同时控制所述自动点胶机的x轴组件在x1位置和x2位置之间往复运动;当所述自动点胶机针头经过所述xz面对针传感器时,通过所述xz面对针传感器获取所述自动点胶机针头在所述xz面的对针数据;所述自动点胶机针头在所述yz面的对针过程:控制所述自动点胶机的y轴组件移动至y1位置,并控制所述自动点胶机的z轴组件移动至z1位置;控制所述自动点胶机的z轴组件由z1位置移动至z2位置,同时控制所述自动点胶机的y轴组件在y1位置和y2位置之间往复运动;当所述自动点胶机针头经过所述yz面对针传感器时,通过所述yz面对针传感器获取所述自动点胶机针头在所述yz面的对针数据。4.根据权利要求1所述的自动点胶机的控制方法,其特征在于,所述预设点胶路径数据包括多工位多点胶路径模式,所述预设补偿数据包括所述自动点胶机的系统补偿数据和z轴补偿数据。5.根据权利要求1所述的自动点胶机的控制方法,其特征在于,所述根据所述预设点胶路径数据得到待点胶工件的位姿数据和高度数据,具体包括以下步骤:根据所述预设点胶路径数据逐一拍摄每个所述待点胶工件的位姿数据;根据所述预设点胶路径数据逐一测量每个所述待点胶工件的高度数据;将每个所述待点胶工件的位姿数据和高度数据共同存储。6.根据权利要求1所述的自动点胶机的控制方法,其特征在于,所述待点胶工件的位姿
数据包括所述待点胶工件的位置数据和角度数据。7.根据权利要求4所述的自动点胶机的控制方法,其特征在于,所述根据所述对针数据、所述位姿数据、所述高度数据、所述预设点胶路径数据和所述预设补偿数据控制所述自动点胶机对所述待点胶工件进行点胶操作,具体包括以下步骤:根据所述对针数据、所述位姿数据、所述多工位多点胶路径模式和所述自动点胶机z轴补偿数据得到所述待点胶工件的过渡点胶路径数据;根据所述高度数据、所述自动点胶机系统补偿数据和所述过渡点胶路径数据得到所述待点胶工件的最终点胶路径数据;根据所述最终点胶路径数据控制所述自动点胶机对所述待点胶工件进行自适应点胶操作。8.根据权利要求7所述的自动点胶机的控制方法,其特征在于,所述最终点胶路径数据的表达式为:其中,(x
comp
,y
comp
)为所述系统补充数据,z
baseheight
为点胶高度的基准数据,z
height
[i][j]为第i行j列的待点胶工件的高度数据,(x
″″
run
,y
″″
run
,z
″′
run
)为所述过渡点胶路径数据,(x
run
,y
run
,z
run
)为所述最终点胶路径数据。9.一种自动点胶机的控制系统,其特征在于,包括:第一获取模块,所述第一获取模块用于获取自动点胶机针头的对针数据;第二获取模块,所述第二获取模块用于获取所述自动点胶机的预设点胶路径数据和预设补偿数据;第三获取模块,所述第三获取模块用于根据所述预设点胶路径数据得到待点胶工件的位姿数据和高度数据;点胶控制模块,所述点胶控制模块用于根据所述对针数据、所述位姿数据、所述高度数据、所述预设点胶路径数据和所述预设补偿数据控制所述自动点胶机对所述待点胶工件进行点胶操作。10.根据权利要求9所述的自动点胶机的控制系统,其特征在于,所述第一获取模块具体通过xz面对针传感器和yz面对针传感器得到所述自动点胶机针头的对针数据,其中,所述xz面对针传感器对应所述自动点胶机xz面设置,对应设置位置为所述yz面对针传感器对应所述自动点胶机yz面设置,对应设置位置为其中,[x1,x2]为所述自动点胶机针头在xz面x轴的移动范围,[y1,y2]为所述自动点胶机针头在yz面y轴的移动范围,[z1,z2]为所述自动点胶机针头在yz面z轴或xz面z轴的移动范围。
技术总结
本发明提供了一种自动点胶机的控制方法和控制系统,其中,所述控制方法包括以下步骤:获取自动点胶机针头的对针数据;获取自动点胶机的预设点胶路径数据和预设补偿数据;根据预设点胶路径数据得到待点胶工件的位姿数据和高度数据;根据对针数据、位姿数据、高度数据、预设点胶路径数据和预设补偿数据控制自动点胶机对待点胶工件进行点胶操作。本发明能够根据机器视觉器件的拍摄数据自动调整自动点胶机的点胶路径角度,并能够根据待点胶工件的高度数据自动调整自动点胶机的点胶路径高度,从而能够保证产品质量,并且能够降低人工调节的干预程度,从而能够提高产品质量和生产效率。从而能够提高产品质量和生产效率。从而能够提高产品质量和生产效率。
技术研发人员:朱兴华 庄源昌 王晓峰 郑湃 张飞 李本成
受保护的技术使用者:常州数控技术研究所
技术研发日:2022.09.02
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。