1.本发明涉及一种电动机的控制装置。
背景技术:
2.在机床等使用电动机来驱动各驱动轴的系统中,包括工件、搭载工件的工作台等的被驱动体的惯性根据成为加工对象的工件而变化。因而,为了在这样的机床中准确地控制各轴,需要准确地获知被驱动体的惯性。提出有具备估计被驱动体的惯性的功能的机床(例如,专利文献1、专利文献2以及专利文献3)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2010-148178号公报
6.专利文献2:日本特开2014-007816号公报
7.专利文献3:日本特开2016-181193号公报
技术实现要素:
8.发明要解决的问题
9.为了进行惯性估计,需要使机床稳定地执行特定的动作,因此惯性估计功能的执行一般耗费时间。一般而言,这样的惯性估计功能的启动往往是根据操作者的判断来进行的。期望一种能够自动地判断是否需要启动惯性估计功能的控制装置。
10.用于解决问题的方案
11.本公开的一个方式是一种电动机的控制装置,具备:第一惯性估计部,其基于与具备所述电动机的装置的动作程序或动作设定有关的第一信息、从用于检测通过所述电动机而被驱动的被驱动体的形状的检测装置获得的第二信息以及表示所述电动机的动作状态的第三信息中的至少任一者,来估计所述被驱动体的惯性是否存在变动;以及第二惯性估计部,其在由所述第一惯性估计部估计为所述被驱动体的惯性存在变动的情况下,进行所述被驱动体的惯性的估计。
12.发明的效果
13.根据上述结构,能够自动地估计惯性是否发生了变动并启动惯性估计功能。
14.根据附图所示的本发明的典型的实施方式的详细说明,本发明的这些目的、特征及优点、以及其它的目的、特征及优点将变得更明确。
附图说明
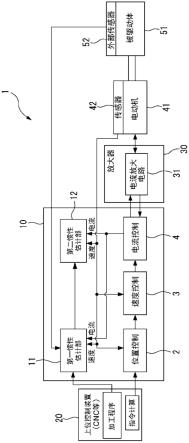
15.图1是表示包括一个实施方式所涉及的电动机的控制装置的系统的结构的框图。
16.图2是用于说明机床中治具改变了的状况的图。
17.图3是用于说明机床中程序改变了的状况的图。
18.图4是用于说明机床中的一个程序的结束到下一个程序的开始的状况的图。
19.图5是表示机床中由视觉传感器对工件进行摄影的状况的图。
20.图6是表示机床中由视觉传感器对治具进行摄影的状况的图。
21.图7是用于对因工件的差异引起的加工的种类数的差异进行说明的图。
22.图8是用于对在非切削时等估计被驱动体的惯性的变动的动作进行说明的图。
23.图9是用于对在进给轴以恒定加速度动作时估计被驱动体的惯性的变动的动作进行说明的图。
24.图10是示出进给轴的加速度和转矩的时间推移的例子的图。
25.图11a是用于说明将惯性不同的工件使用于机床的状况的图。
26.图11b是用于说明将惯性不同的工件使用于机床的状况的图。
27.图12a是表示图11a的状况中的转矩指令的时间波形的图。
28.图12b是表示图11b的状况中的转矩指令的时间波形的图。
29.图13a是表示图12a的转矩指令的时间波形的频率特性的图。
30.图13b是表示图12b的转矩指令的时间波形的频率特性的图。
具体实施方式
31.接着,参照附图来对本公开的实施方式进行说明。在参照的附图中,对相同的结构部分或功能部分标注了相同的参照标记。为了易于理解,适当地变更了这些附图的比例尺。另外,附图所示的方式是用于实施本发明的一个例子,本发明并不限定于图示的方式。
32.图1是表示包括一个实施方式所涉及的同步电动机的控制装置10的系统的结构的框图。本实施方式所涉及的同步电动机的控制装置(下面简称为“控制装置”)10基于来自计算机数值控制装置(cnc:computer numerical control)等上位控制装置20的位置指令,来控制放大器30,由此使驱动被驱动体51的同步电动机41(下面记述为电动机41)以规定的指令速度进行动作。电动机41例如可以是用于对机床中的主轴或进给轴进行驱动控制的电动机,或者也可以是使机器人的关节轴进行旋转动作的电动机。由电动机41驱动的被驱动体51可以包括台、机械臂以及相对于它们可进行装卸的工件等,另外,也可以包括电动机41本身的动作部分。
33.下面,图1所记载的系统设为电动机41构成机床1来进行说明。电动机41的位置、速度、转矩通过执行伺服控制的控制装置10而被控制。也可以是,对于各个轴而将控制装置10连接于上位控制装置20。
34.在图1的结构中,在上位控制装置20中通过指令计算生成的位置指令被发送到控制装置10,由位置控制部2进行接收。位置控制部2基于所接收到的位置指令,向速度控制部3发送速度指令。速度控制部3基于所接收到的速度指令,向电流控制部4发送电流指令。电流控制部4向电流放大电路31发送电压指令,该电流放大电路31构成用于驱动电动机41的放大器30。电动机41利用从电流放大电路31输入的电力而以规定的指令速度进行动作,从而驱动被驱动体51。
35.在电动机41设置有用于检测电动机41的速度和位置的传感器42。与传感器42检测到的速度及位置有关的数据被分别反馈到控制装置10内的位置控制部2、速度控制部3、以及后述的第一惯性估计部11及第二惯性估计部12。
36.第一惯性估计部11基于与机床1的动作程序(加工程序)或动作设定有关的第一信
息、能够从用于检测通过电动机41而被驱动的被驱动体的形状的检测装置(外部传感器52)获得的第二信息、以及表示电动机41的动作状态的第三信息中的至少一者,来估计被驱动体的惯性是否存在变动。第二惯性估计部12在由第一惯性估计部11估计为被驱动体的惯性存在变动的情况下执行被驱动体的惯性的估计。
37.对第二惯性估计部12进行的惯性估计进行说明。第二惯性估计部12当从第一惯性估计部11接收到表示被驱动体的惯性存在变动的信号(启动指示)时,针对电动机41施加执行特定的动作的加减速指令,基于从电动机41反馈的速度值和从放大器30反馈的电流值来估计被驱动体51的惯性。被驱动体51的惯性j[kgm2]能够利用电流值i[a]、加速度值a[rad/s2]、速度值ω[rad/s]、同步电动机的转矩常数kt来通过下式计算出。
[0038]
j=kt
×
i/a=kt
×
i/(dω/dt)
…
(1)
[0039]
对式(1)中的加速度a=dω/dt的计算方法进行说明。设为从传感器42以采样周期t反馈某时刻t的速度值ω(t)。此时的加速度a能够利用在某时刻t反馈的速度值ω(t)与在该时刻t的一个采样周期之前的时刻(t-t)反馈的速度值ω(t-t)之差,计算为a=(ω(t)-ω(t-t))/t。
[0040]
为了如上述那样利用反馈信号来准确地估计惯性,需要在对于加减速指令而产生的转矩稳定后执行估计,因此惯性的估计需要一定程度的时间。由第二惯性估计部12估计出的惯性被使用于加减速指令的时间常数的决定、决定速度控制的响应性的速度控制增益的计算中。
[0041]
下面,对第一惯性估计部11估计被驱动体的惯性是否发生了变动的具体的动作例进行说明。具体的动作例包括下面的内容。
[0042]
(1)治具改变了时(基于第二信息的估计)
[0043]
(2)程序改变了时(基于第一信息的估计)
[0044]
(3)程序的时间间隔(基于第一信息的估计)
[0045]
(4)由视觉传感器获得的二维图像(基于第二信息的估计)
[0046]
(5)由视觉传感器获得的三维坐标(基于第二信息的估计)
[0047]
(6)加工种类数(基于第一信息的估计)
[0048]
(7)非切削时等的测定(基于第三信息的估计)
[0049]
(8)恒定加速度时的测定(基于第三信息的估计)
[0050]
(9)根据转矩波形进行估计(基于第三信息的估计)
[0051]
此外,在上述动作例中,动作例(1)至(6)主要是在程序或工序开始前执行的处理,动作例(7)至(9)是在加工程序运行的过程中能够执行的处理。此外,在利用视觉传感器的动作例(4)、(5)的情况下,也能够在加工程序运行的过程中执行。
[0052]
(1)治具改变了时
[0053]
在用于固定工件的治具被变更了的情况下,能够视为工件的形状也变为不同的形状。据此,第一惯性估计部11检测用于固定工件的治具是否被变更了。而且,在治具被变更了的情况下,第一惯性估计部11根据工件的形状改变了这一情形而估计为被驱动体的惯性存在变动。图2图示了机床1上的治具、固定于治具的工件、以及主轴支承部101。在本动作例的情况下,在治具事先安装有用于保持治具所固有的识别信息的识别信息保持体(条形码、ic标签、id芯片等)。在图2的左侧示出了机床1中使用治具71来作为用于固定工件w1的治具
并通过安装于主轴支承部101的工具进行加工的状况。在图2的右侧示出了为了在机床1上固定与工件w1不同形状的工件w2而使用了与治具71不同的治具72的状况。
[0054]
在治具71安装有用于保持治具71的识别信息的识别信息保持体91。在治具72安装有用于保持治具72的识别信息的识别信息保持体92。在该情况下,外部传感器52是用于读取识别信息保持体91、92所保持的识别信息的读取装置。作为一例,在识别信息保持体91、92为条形码的情况下,外部传感器52为条形码读取器。条形码读取器例如被安装于机床1的主轴支承部101的能够读取识别信息保持体91、92的位置。
[0055]
第一惯性估计部11例如在开始执行加工程序之前的规定的定时,使外部传感器52读取识别信息保持体91(或92)所保持的识别信息。然后,在本次读取到的治具72的识别信息与前次读取到的治具71的识别信息不同的情况下,第一惯性估计部11根据工件的形状发生了变动这一情形而估计为惯性发生了变动,使第二惯性估计部12执行惯性的估计。
[0056]
本动作例是通过检测治具的形状来间接地检测工件的形状改变了这一情形的方法。因此,在从外部传感器52的位置不能够直接观察工件那样的状况下能够取得优势。
[0057]
(2)程序改变了时
[0058]
在加工程序变为不同的程序时,能够考虑是成为加工对象的工件的形状发生变动的情况。据此,在加工程序变更了时,第一惯性估计部11根据工件的形状改变这一情形而估计为被驱动体的惯性存在变动。在图3的左侧示出了机床1中基于程序a进行加工的对象为工件w11的状况。在图3的右侧示出了机床1中基于程序b进行加工的对象为与工件w11不同形状的工件w12。此外,在图3中,例示了在基于程序a的加工和基于程序b的加工中使用相同的治具且工具也相同的情况。
[0059]
在该情况下,第一惯性估计部11从上位控制装置20获取用于识别加工程序的信息(程序名等)。而且,第一惯性估计部11在所获取到的程序的识别信息与前次实施的程序的识别信息不同的情况下,根据工件的形状改变这一情形而估计为惯性发生变动。然后,第一惯性估计部11使第二惯性估计部12执行惯性的估计。
[0060]
程序是否改变了除根据程序名进行判断的例子以外,还能够利用如下的方法进行判断。
[0061]
(a1)设为在程序开始时测定在程序中已确定的工件的原点位置。在本次程序开始时测定出的原点位置与前次的程序中测定出的原点位置的差异超过阈值的情况下,判断为程序改变了。
[0062]
(a2)在作为选择工件坐标系的g代码的坐标系(g54-g59)而使用了前次的程序中未使用的坐标系的情况下,判断为程序不同。例如,设为在前次的程序中所使用的工件坐标系仅为g代码的g54(即,只进行一个面的加工的定义内容)。设为本次的程序中定义的工件坐标系是g代码的g54、g55、g56(即,加工三个面的定义内容)。在该情况下,第一惯性估计部11能够根据使用的工件坐标系的差异而判断为程序不同。此外,这些(a1)、(a2)也能够称为与机床1的动作设定有关的信息。
[0063]
(3)程序的时间间隔
[0064]
一般而言,相同的加工程序的运行往往是不隔开时间间隔地连续进行的。因此,在从某加工程序的执行结束起直到下一加工程序开始为止空出了一定程度的时间间隔的情况下,能够考虑是进行不同的加工的状况(例如,加工程序不同的状况),并且是工件的形状
发生变动的情况。假定图4那样的状况。在图4中,在机床1中,基于程序a对工件w41进行的加工在时刻t1结束,基于下一程序b对工件w42进行的加工在时刻t2开始。在从前次的程序a的加工结束时刻t1起直到本次的加工程序b的开始时刻t2为止的间隔超过了预先设定的设定值的情况下,第一惯性估计部11判断为工件的形状发生变动。该设定值例如能够由用户经由上位控制装置20的用户接口设定输入到控制装置10中。该设定值依赖于机床的种类、加工的种类、对象工件的种类等,因此用户在考虑这些的基础上进行设定输入。
[0065]
第一惯性估计部11从控制装置10内的内部时钟获取时刻信息,存储前次的程序a的结束时刻,获取本次的程序b的开始时刻。第一惯性估计部11将从前次的程序a的结束时刻t1起直到本次的程序b的开始时刻t2为止的时间间隔与预先设定的设定值进行比较。然后,在该时间间隔比设定值大的情况下,第一惯性估计部11根据工件的形状改变这一情形而估计为被驱动体51的惯性存在变动,使第二惯性估计部12执行惯性的估计。
[0066]
(4)由视觉传感器获得的二维图像
[0067]
接着,对使用视觉传感器110(摄像机)作为外部传感器52的情况下的由第一惯性估计部11进行的估计动作的例子进行说明。如图5-图6所示,视觉传感器110以能够拍摄包括被驱动体的至少一部分(例如工件或治具)的加工区域的方式被安装于主轴支承部101的上部。
[0068]
在图5左侧示出了机床1正在对工件w51进行加工的状况。在图5右侧示出了机床1正在对与工件w51不同形状的工件w52进行加工的状况。在图5的情况下,视觉传感器110被安装于能够对工件w51(w52)进行摄影的位置。第一惯性估计部11获取视觉传感器110例如在加工开始时拍摄包括工件的区域所得到的图像。然后,第一惯性估计部11通过对比前次加工时获取到的工件w51的图像与本次加工时获取到的工件w52的图像,来判断工件的形状是否发生了变动。在此,也可以是,通过从所获取到的图像中提取例如工件所特有的色调的区域,来确定图像内的工件的形状并进行对比。也可以是,使用用于从图像中提取特征并确定图像内的工件的其它图像识别技术。
[0069]
在通过像这样的利用工件的二维图像进行的对比而判断为工件的形状存在变动的情况下,第一惯性估计部11使第二惯性估计部12执行惯性的估计。
[0070]
图6是说明由视觉传感器110检测治具的形状的情况的例子的图。在图6的左侧示出由机床1对固定于治具171的工件w61执行加工的状况。在图6的右侧示出由机床1对固定于治具172的工件w62执行加工的状况。在图6的情况下,视觉传感器110被配置于能够对治具171(治具172)的至少一部分进行摄影的位置。第一惯性估计部11获取由视觉传感器110获取到的包括治具的图像。然后,第一惯性估计部11通过对比前次加工时获取到的治具171的图像与本次加工时获取到的治具172的图像,来判定治具的形状是否改变了。在此,也可以是,通过从所获取到的图像中提取例如治具所特有的色调的区域,来确定图像内的治具的形状并进行对比。也可以是,使用用于从图像中提取特征并确定图像内的治具的其它图像识别技术。
[0071]
在通过像这样的利用治具的二维图像进行的对比而判断为治具的形状改变了的情况下,第一惯性估计部11视为工件的形状改变了,估计为被驱动体的惯性存在变动。然后,第一惯性估计部11使第二惯性估计部12执行惯性的估计。本动作例是通过检测治具的形状来间接地检测工件的形状改变了这一情形的方法。因此,在从视觉传感器110的位置不
能够直接观察工件那样的状况下能够取得优势。
[0072]
(5)由视觉传感器获得的三维坐标
[0073]
接着,对使用能够获取对象物的三维坐标信息的三维传感器(立体摄像机等)作为视觉传感器110的情况下的动作例进行说明。设为使用三维传感器作为视觉传感器110并在图5的状况下获取到包括工件w51、工件w52的区域的三维坐标信息(三维图像)。在该情况下,第一惯性估计部11例如将工件确定为三维图像内存在于工作台上的一块物体。第一惯性估计部11利用像这样确定出的工件w51、工件w52各自的三维形状信息来进行对比。由此,第一惯性估计部11能够更高精度地检测工件的形状(例如体积)是否改变了。此外,也可以使用基于三维图像内的特征量来确定工件的其它图像处理技术。
[0074]
考虑使用三维传感器作为视觉传感器110并如图6那样获取到包括治具171、治具172的区域的三维坐标信息的情况。在该情况下,第一惯性估计部11也可以通过利用三维坐标信息,来将例如位于距视觉传感器110规定的距离处的物体确定为治具。第一惯性估计部11利用像这样确定出的治具171、治具172各自的三维形状信息进行对比。由此,第一惯性估计部11能够更高精度地检测治具的形状是否改变了。此外,也可以使用基于三维图像内的特征量来确定治具的其它图像处理技术。本动作例是通过检测治具的形状来间接地检测工件的形状改变了这一情形的方法。因此,在从视觉传感器110的位置不能够直接观察工件那样的状况下能够取得优势。
[0075]
(6)加工种类数
[0076]
一般而言,数值控制装置(cnc)的加工程序具有在对加工的流程整体进行控制的主流程之下按加工的种类设置描述具体加工的子例程的结构。据此,能够通过提取加工程序中的子例程的数量来掌握加工的种类数。第一惯性估计部11从上位控制装置20所持有的加工程序获取加工的种类数。第一惯性估计部11将从前次执行的程序中提取出的加工的种类数与从本次执行的程序中提取出的加工的种类数进行比较。在图7的左侧示出由机床1基于某程序对工件w71执行加工的状况。在图7的右侧示出了机床1基于与w71用的程序不同的程序对与工件w71不同形状的工件w72执行加工的状况。在该情况下,由于工件的形状不同,因此具体的加工内容会出现差异,从而加工的种类数也会不同。
[0077]
在前次的程序中的加工的种类数与本次的程序中的加工的种类数不同的情况下,第一惯性估计部11根据工件的形状改变这一情形而估计为被驱动体51的惯性发生变动。在该情况下,第一惯性估计部11使第二惯性估计部12执行惯性的估计。
[0078]
(7)非切削时等的测定
[0079]
第一惯性估计部11也可以构成为,能够以在加工程序执行的过程中不会招致加工程序的中断等的形式来估计惯性是否发生了变动。这样的动作的第一例为,在加工程序执行的过程中处于非切削状态的情况下,在成为惯性估计的对象的轴停止了或正在以恒定速度动作时(所谓的非切削动作时),对该轴进行励振并进行惯性的计算。在图8中示出机床1的结构。如图8所示,机床1在主轴支承部101的前端部具备用于驱动主轴的主轴马达m11。另外,机床1具备用于使载置工件w81的工作台分别沿与主轴(z轴)垂直的x轴及y轴方向移动的进给轴马达m12、m13。
[0080]
例如,设为作为惯性估计的对象的轴为x轴方向的轴。在该情况下,第一惯性估计部11通过利用例如来自传感器42的反馈信息,来检测非切削中且进给轴马达m12停止了时
或正在以恒定速度动作的状态。在检测到这样的状态的情况下,第一惯性估计部11对该进给轴施加振动,并根据此时的加速度a[rad/s2]和转矩t[nm]来通过下面的运动方程式(2)求出惯性j[kgm2]。此外,转矩t[nm]能够将从电流控制部4反馈的电流值乘以系数而求出。
[0081]
ja=t
…
(2)
[0082]
此外,由于这里的目的在于求出惯性是否发生了变动,因此能够以比在第二惯性估计部12估计惯性的情况下花费的时间短的时间执行惯性值的计算。也可以是,第一惯性估计部11在通过上述的励振动作检测到的惯性与前次通过这样的励振动作检测到的惯性不同的情况下(例如,在惯性的差异超过规定的阈值的情况下),通过向上位控制装置20进行通知来使加工程序中断,使第二惯性估计部12进行准确的惯性的估计。
[0083]
(8)恒定加速度时的测定
[0084]
对能够以在加工程序执行的过程中不招致加工程序的中断等的形式来估计惯性是否发生了变动的动作的第二例进行说明。在本动作例中,在加工程序执行过程中为非切削状态的情况下,在成为惯性估计的对象的轴正在以恒定加速度动作时,第一惯性估计部11计算与该轴有关的惯性。在图9中示出机床1的结构。如图9所示,在机床1中,载置有工件w91的工作台75通过进给机构而移动,该进给机构通过进给轴马达m12而被驱动。图10示出作为进给轴马达m12的驱动控制的一例的加速度的时间推移(曲线131)和转矩的时间推移(曲线132)。第一惯性估计部11例如利用来自传感器42的信息,来检测加速度a恒定的状态(例如,在图10中,时刻t3与t4之间)。然后,在加速度a恒定的状态时,第一惯性估计部11通过上述运动方程式(2)来计算作为对象的轴的惯性。
[0085]
也可以是,第一惯性估计部11在通过上述动作计算出的惯性与前次通过同样的动作计算出的惯性不同的情况下(例如,在惯性的差异超过规定的阈值的情况下),通过向上位控制装置20进行通知来使加工程序中断,使第二惯性估计部12进行准确的惯性的估计。
[0086]
(9)根据转矩波形进行估计
[0087]
对能够以在加工程序执行的过程中不招致加工程序的中断等的形式来估计惯性是否发生了变动的动作的第三例进行说明。第一惯性估计部11也可以构成为,基于对针对成为惯性估计的对象的轴的转矩指令的时间波形进行频率解析所获得的频率峰值的位置,来估计该轴的惯性是否发生了变动(工件的形状是否发生了变动)。对转矩指令的时间波形进行频率解析所获得的频率峰值的位置取决于机械系统的共振频率而变动。如图11a和图11b所示,假定由机床1对惯性不同的工件w93(惯性ja)、工件w94(惯性jb)进行加工的状况。在除去工件后的状态下的进给轴(进给轴马达m12)的被驱动体的惯性为jm,是共通的。
[0088]
图12a表示图11a的状况中的进给轴的转矩指令的时间波形141,图12b表示图11b的状况中的进给轴的转矩指令的时间波形142。图13a示出通过基于fft(高速傅里叶变换)对图12a的时间波形141进行频率解析所获得的频率特性151,图13b示出通过基于fft(高速傅里叶变换)对图12b的时间波形142进行频率解析所获得的频率特性152。如图13a和图13b所示,在工件不同的情况下,转矩指令的时间波形的频率峰值的频率f1与频率f2不同。在前次检测时的频率峰值的位置的频率f1与本次检测时的频率峰值的位置的频率f2不同的情况下,第一惯性估计部11估计为惯性发生了变动(即,是工件的形状发生了变动的状况),使第二惯性估计部12执行惯性的估计。
[0089]
如上面所说明的那样,根据本实施方式,能够自动地估计惯性是否发生了变动并
启动惯性估计功能。
[0090]
上面使用典型的实施方式对本发明进行了说明,但只要是本领域技术人员就能够理解,能够在不脱离本发明的范围的情况下对上述的各实施方式进行变更以及各种其它的变更、省略、追加。
[0091]
上述的实施方式所涉及的控制装置的结构能够应用于机器人及其它具有通过电动机而被驱动的驱动轴的各种工业机械的控制装置。
[0092]
图1所示的控制装置10的结构可以通过控制装置10所具备的cpu执行保存于存储装置中的各种软件来实现,或者也可以通过以asic(application specific integrated circuit:专用集成电路)等硬件为主体的结构来实现。执行与由第一惯性估计部11和第二惯性估计部12执行的上述的处理内容相当的控制方法的程序能够记录于计算机能够读取的各种记录介质(例如,rom、eeprom、快闪存储器等半导体存储器、cd-rom、dvd-rom等光盘、磁记录介质)。
[0093]
附图标记说明
[0094]
1:机床;2:位置控制部;3:速度控制部;4:电流控制部;10:控制装置;11:第一惯性估计部;12:第二惯性估计部;20:上位控制装置;30:放大器;31:电流放大电路;41:电动机;42:传感器;51:被驱动体;52:外部传感器;101:主轴支承部;110:视觉传感器。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。