1.本发明涉及刷毛载体、制造该刷毛载体的方法、具有该刷毛载体的刷子和制造该刷子的方法。
背景技术:
2.这种刷子是花丝刷,例如化妆刷、睫毛膏刷或者齿间刷,这些刷子的共性就在于,它们有一个刷毛嵌件,该刷毛嵌件的支承结构由一根线材构成,该线材中间弯曲180
°
,并且该线材的两个区段相互绞合在一起,其中,沿着线材的一部分,在两个绞合在一起的线材区段之间夹持大量刷毛。带有刷毛的线材部分形成刷毛区段,不带刷毛的部分形成锚固区段,该锚固区段紧固于载体主体之上或者载体主体之内。
3.有多种技术可将锚固区段紧固于载体主体上。众所周知,锚固区段注射成型于载体主体内。该方法的缺点在于频率极低,因为,带有内置刷毛嵌件的载体主体必须在注射成型模具中停留一定时间,直到所注入的注射成型材料充分固化。即使采用具有多个穴位的多点注射成型模具,其工作频率也低于制造刷毛嵌件的频率。因此,在可以将所制造的刷毛嵌件与载体主体连接之前,必须将该刷毛嵌件临时存放。或者使制造刷毛嵌件的机器以低于理论上的速度运行。
4.另外已知的是,将锚固区段加热并压入载体主体的材料中,以便在该锚固区段和被该锚固区段加热的材料重新冷却之后,将锚固区段锚固在载体主体中。此方法的缺点同样在于极其受限的频率,因为锚固区段需要一些时间才能预热然后再次冷却。
5.另一个方法则是,在载体主体内设置锚固区段接收槽,在锚固区段被置入该接收槽之后,将该接收槽的材料加热到软化温度,然后从两侧挤压该接收槽。通过这个方法实现高工作频率。
6.然而事实证明,采用接收槽和其它两种方法都存在以下风险:刷毛嵌件会被从载体主体“拧出”。原因在于,载体主体的材料和锚固区段的线材之间没有形成良好的黏附连接,一旦克服了线材和载体主体材料之间的黏附作用力,由于绞合的线材而具有双线螺旋外形的锚固区段可整体相对于载体主体旋转。
技术实现要素:
7.本发明的目的是创造一种如化妆刷、睫毛膏刷、齿间刷或者类似的刷子,这种刷子可以以较高的频率制造而成,并且在刷子中,刷毛嵌件可靠地锚固于载体主体上。本发明的目的还在于创造一种制造这种刷子的方法。
8.为了实现上述目的,根据本发明提供一种用于刷子的刷毛载体,尤其是用于化妆刷、睫毛膏刷或者齿间刷,该刷毛载体具有载体主体和刷毛嵌件,其中该刷毛嵌件具有两个彼此绞合的线材区段,所述线材区段在刷毛区段中将大量刷毛夹在所述线材区段之间,并且在无刷毛的区段中形成锚固区段,并且该载体主体具有用于锚固区段的容纳部,该容纳部从面对刷毛的正面穿过载体主体延伸至背面,该背面形成用于锚固区段端部的锚固表
面,其中该端部嵌入锚固表面。为了实现上述目的,还提供一种具有保持器和这种刷毛载体的刷子。为了实现上述目的,还提供一种采用下列步骤制造这种刷毛载体的方法:首先提供载体主体。然后,使锚固区段就位,使得该锚固区段背离刷毛的末端在背面从载体主体伸出。最后,锚固区段借助超音波发生器嵌入锚固表面中。
9.本发明基于使用简单构造的刷毛载体的基本理念,该刷毛载体在将刷毛嵌件可靠紧固在载体主体方面进行了优化。此处的优化在于,将处于外部的、易于接近的载体主体表面作为锚固表面使用,即背面,不必考虑视觉方面。裸露着的锚固表面可能在视觉方面不太有利,但随后可通过将载体主体和刷毛嵌件一起附接到合适的保持器中,从而将该锚固表面隐藏起来。
[0010]“嵌入”在此处的意思是,由线材所构成的锚固区段通过超音波振动和压力的复合作用而与载体主体的材料紧密连接。如果载体主体由塑料构成,则在所带来的能量作用下,载体主体的材料局部融化,因而锚固区段局部地下陷于该载体主体。从而形成嵌入区段,在该嵌入区段中,锚固区段被压入载体主体的材料中如此之深,以至于当载体主体的材料再次凝固时,锚固区段以形状锁合的方式保持在那里。取决于载体主体的材料,第一载体主体也可以与刷毛嵌件的锚固区段黏附连接。总的来说,产生一个对应于超音波焊接的连接。但是,即使所使用的载体主体材料为天然材料,尤其是木头或者竹子,当锚固区段被超音波发生器压向载体主体时,也在锚固区段和载体主体内所形成的嵌入区段之间产生紧密连接,该紧密连接的保持力与锚固区段和塑料材质的载体主体的局部熔化的嵌入区段之间的保持力相当。
[0011]
根据本发明的一个技术方案,锚固表面沿偏离容纳部的延伸方向至少30
°
的方向延伸。锚固区段的嵌入锚固表面的端部也相应地以与刷毛嵌件的锚固区段的其余区段不同的方向延伸。由此则防止刷毛嵌件可能被整个地拧出载体主体。
[0012]
锚固表面可优选垂直于容纳部的延伸方向而延伸,从而总体来说得到的载体主体的长度较短。
[0013]
其中,容纳部的直径优选地对应锚固区段的直径,从而将刷毛嵌件无缝或者仅以极小缝隙引入容纳部。
[0014]
载体主体可以是一件式设计,从而将锚固区段穿插过容纳部。或者也可设置成:载体主体分为两部分或多部分,从而将锚固区段在载体主体打开时放入容纳部以及之后关闭载体主体。当锚固区段以使该锚固区段的端部侧向突出的方式预先弯曲时,最后一种变型是特别有利的。
[0015]
根据一种优选实施方式,载体主体具有套筒状形式,该形式在背离刷毛的背面具有保持凸缘。保持凸缘一方面便于载体主体附接于保持器中。另一方面,保持凸缘提供了足够的材料,可将锚固区段的端部可靠地嵌入该材料中。
[0016]
然而,可以设想到载体主体的很多替代设计。根据一个变型,载体主体具有球类形状,其中背向刷毛根部(borstenabsatz)的背面可以设计成扁平的,从而在那里形成锚固表面。
[0017]
载体主体可以具有锁定构造,该锁定构造与保持器上的互补锁定构造配合作用。例如,载体主体可以具有根部或肩部,附接在保持器上的钩锁可以接合到该根部或肩部。从而可以很容易地将载体主体附接到保持器上,并且在需要时可更换新的载体主体。
[0018]
根据本发明的一个技术方案,载体主体由可注射成型的塑料制成,因而可以低成本地大量生产。
[0019]
或者,载体主体也可由天然材料制成,尤其是木头或者竹子,从而得到环保产品。
[0020]
可在制造刷毛载体的过程中规定,预先借助弯曲工具或者也借助超音波发生器使锚固区段的端部弯曲,以及压向锚固表面。在该技术方案中,可使用刷毛嵌件的笔直伸展的锚固区段,该锚固区段被推入载体主体的容纳部。
[0021]
也可规定,在锚固区段的端部被推入容纳部之前,将锚固区段的端部预先弯曲。在这种情形下,当刷毛嵌件被推入载体主体时,锚固区段的端部已经以易于嵌入锚固表面的定向延伸。
[0022]
如果载体主体是一件式设计,则锚固区段被推入容纳部,直至锚固区段的端部在背面伸出。如果与此相反,采用的是多部分的载体主体,则也可将锚固区段置入打开的载体主体中。当锚固区段的端部已经弯曲比如90
°
,这特别有助于嵌入载体主体的锚固表面中。
[0023]
根据本发明的一个技术方案,锚固区段的端部被压入锚固表面上的凹槽。由此而确保,当锚固区段的端部嵌入锚固表面时,不再伸出锚固表面的平面之外。
[0024]
根据一个替代技术方案,锚固区段的端部将凹槽熔入或烧入锚固表面。该技术方案的优点在于,锚固区段的端部不必在预制的凹槽中就位,而是该锚固区段的端部本身熔化或燃烧凹槽。然而缺点则是,如果锚固区段的端部要嵌入载体主体材料中很深,则要消耗更多能量。
[0025]
根据本发明还提供一种刷子,在该刷子中,刷毛载体以形状锁合和不可拆卸的方式被收纳于保持区段中。尤其可以这样实现,即,刷毛载体被置于注射成型模具中,然后将塑料材料注射到该注射成型模具中,该塑料材料形成保持器。特别是可从视觉角度来设计保持器,于是在载体主体的设计、锚固区段端部和锚固表面的连接方面则不必考虑视觉效果;在一个成品刷子中,这个区域完全嵌入在保持器内部。
[0026]
优选地,注射成型模具具有封接面,该封接面贴靠载体主体,其中该封接面被注射成型模具的分离面分成两部分。该设计的特殊优点则在于,不必在刷毛载体的线材区段的区域内密封注射成型模具,而是注射成型模具可以压向载体主体以及在那里密封。因而,如果注射成型模具接触到金属部件(此处为刷毛载体的线材),由此则能够避免出现磨损。
附图说明
[0027]
下面根据各种不同的实施方式来阐述本发明,所述各种不同的实施方式在附图中示出。附图中:
[0028]
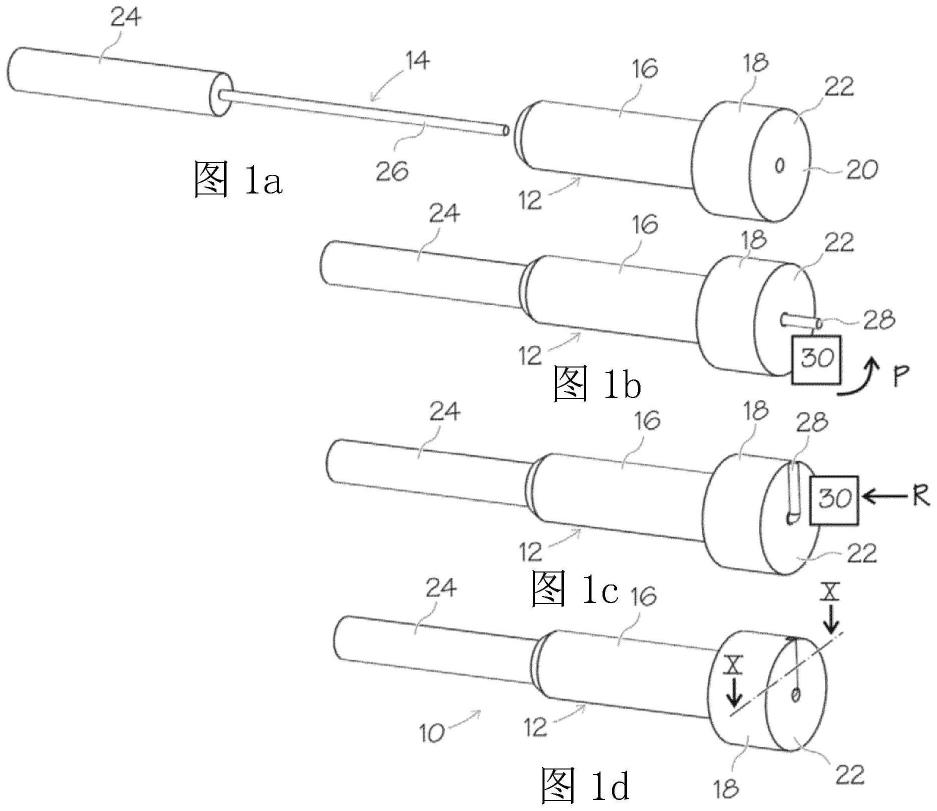
图1a至1d示出了载体主体的透视图,该载体主体以根据本发明的方法配备了刷毛嵌件;
[0029]
图2a至2d对应图1a至1d的视图,其中以剖示图示出载体主体;
[0030]
图3示出了在根据第一实施方式的载体主体中沿图1d的x-x平面的剖面;
[0031]
图4示出了在根据第二实施方式的载体主体中对应图3的视图;
[0032]
图5示出了根据第一实施方式的刷子的示意性俯视图,其中使用了图1d中所示的刷毛嵌件;
[0033]
图6示出了注射成型模具的剖视图,该注射成型模具被用于制造根据第二实施方
式且采用根据本发明的刷毛载体的刷子;
[0034]
图7示出了借助于图6中的注射成型模具制造而成的刷子的示意图;
[0035]
图8示出了根据一个替代性技术方案的刷毛载体的透视图;
[0036]
图9示出了作为图8的实施方式的变体的刷毛载体的透视图。
具体实施方式
[0037]
下面参照图1a至2d阐述如何制造刷毛载体10,该刷毛载体10具有载体主体12和附接在该载体主体12上的刷毛嵌件14。
[0038]
载体主体12具有套筒形区段16和保持凸缘18,两者彼此一体制成。在所图示的实施例中,套筒形区段16和保持凸缘18各自具有圆柱形外表面,这些外表面以共同的中心轴为中心,然而具有不同的直径;保持凸缘18的外直径大于套筒形区段16的外直径。
[0039]
容纳部20居中延伸穿过载体主体12,该容纳部20被设计成为具有恒定直径的开口。
[0040]
保持凸缘18的背向于套筒形区段16的背面,在垂直于容纳部20的纵向轴的平面中延伸。就其功能而言,该背面也被称为锚固表面22。
[0041]
刷毛嵌件14由一根中间弯曲的线材构成,因此而得到两段等长的区段。所述两段等长区段相互绞合在一起。其中,在一个区域中将大量刷毛接入相互扭绞的两个线材区段之间,使得刷毛夹紧在所述线材区段之间。由此形成刷毛区段24。在刷毛区段28之外则是无刷毛的绞合线材区段。无刷毛线材区段的一部分用于将刷毛嵌件14紧固或锚固于载体主体12中。于是,这一区段被称为锚固区段26。
[0042]
刷毛嵌件14也可由两根单独的线材构成,所述两根单独的线材相互绞合。
[0043]
为了将刷毛嵌件14紧固在载体主体12上,将锚固区段26推入载体主体12的容纳部20(参见图1a以及图2a),直至锚固区段26的端部28在保持凸缘18的背面从容纳部20突出(参见图1b和2b)。
[0044]
然后,借助超音波发生器30(参见图1b)使端部28弯曲,从而使得端部28平贴在锚固表面22上(参见图1b和2b,其中在图2b中仅通过箭头p示意性地表示超音波发生器)。
[0045]
也可以借助单独的工具预先弯曲端部28。
[0046]
然后启动超音波发生器并且压向锚固区段26的端部28,从而将端部28压向锚固表面22。
[0047]
超音波发生器30在启动状态下产生超音波振动,该超音波振动又传递到锚固区段26的端部28上。因此在锚固区段26的端部28和载体主体12的材料之间产生摩擦。在所引入能量的作用和由超音波发生器所施加的压力作用之下(参见图1c和2c中的箭头p),锚固区段26的端部28牢牢地嵌入锚固表面30中(参见图1d和2d)。在此状态下,刷毛嵌件14可靠地既沿轴向方向又沿周向方向紧固在载体主体12上。
[0048]
如果载体主体12由塑料制成,则载体主体12的材料在由超音波发生器所引入能量的作用下局部熔化,从而使得端部28在锚固表面形成凹槽32,端部28被压入该凹槽32以及被熔化(参见图3)。其中,可将端部28压入锚固表面22如此之深,以至于端部28不伸出锚固表面22的平面。
[0049]
如果载体主体22由木头或者竹子制成,则锚固区段26的端部28烧入锚固表面22
(参见图4),从而在此也在锚固区段26和锚固表面22之间产生紧密的连接。
[0050]
在图1a至图2d所示的实施方式中,锚固表面22是设计成平的,也就是说,没有预制的凹槽。也可以在锚固表面中设置凹槽,端部28在被超音波发生器嵌入之前,被压入该凹槽。
[0051]
作为所示的实施方式的替代方案,可规定:载体主体12被设计为多部分的。由此可实现,在载体主体的两部分或者多个部分附接在一起并关闭容纳部之前,刷毛嵌件14被置入容纳部20。如果预先制成带有已例如弯曲成直角的端部28的锚固区段26,这个设计则尤其有利,由此而不必借助于超音波发生器或者另一个工具来弯曲锚固区段26的末端区域。
[0052]
图5示出了刷子40,该刷子40具有刷毛载体10,该刷毛载体10以上述方式制成。刷子40尤其是齿间刷。
[0053]
刷子40具有保持器42,该保持器42具有手柄区段44和用于刷毛载体10的收纳区段46。
[0054]
收纳区段46设有定位台肩48,载体主体12的锚固表面22可抵靠在该定位台肩48上;以及锁定构造50,借助于该锁定构造50,刷毛载体10能以可拆卸且便于更换的方式附接在保持器42上。
[0055]
锁定构造50例如可以是钩锁,该钩锁接合到载体主体12的套筒形区段16。
[0056]
此处可将保持凸缘18如此紧固在钩锁和定位台肩48之间:刷毛载体10被紧紧保持在轴向方向上并且锚固表面22(锚固区段26的端部28嵌入该锚固表面22)不可见。
[0057]
图6示出了具有两个模具部件62、64的注射成型模具60,借助于该注射成型模具60可制造刷子70(参见图7)。该刷子尤其是齿间刷或睫毛膏刷。
[0058]
注射成型模具60具有空腔65,在该空腔65内布置了载体主体12的保持凸缘18以及套筒形区段16的大部分。仅载体主体12的朝向刷毛区段24的前部伸出空腔65。注射成型模具60的两个模具部件62、64具有封接面66,所述封接面66接合到载体主体12的柱形外侧以及在那里进行密封。其中,注射成型模具60的分离面t在封接面66的区域内。
[0059]
图7中可见,保持器42很干净地包住载体主体12的大部分(尤其是保持凸缘18,以及锚固区段26的设置于该保持凸缘背面的端部28)。仅仅载体主体12的套筒形区段16的前端部处于保持器42的外部。由于封接面66可以可靠地密封在载体主体12的套筒形区段16的外表面上,在此处没有注射成型材料形成意外隆起的危险,其中该注射成型材料形成保持器42。
[0060]
在此实施方式中,以下是有利的:超音波发生器30在压向保持凸缘18时以压紧或熔化方式关闭容纳部20,使得该处无注射成型材料渗入,并且在容纳部30朝向刷毛嵌件的一侧无注射成型材料外泄。
[0061]
图8示出了根据一个替代实施方式的刷毛载体10。对于由前述设计形式已知的特征则采用相同的附图标记,并且在这方面参考上面的解释。
[0062]
图8中的刷毛载体与从图1、图2中已知的刷毛载体之间的区别根本上在于载体主体的基本形式。图8图示普通的球形载体主体12,该载体主体12在该载体主体12背向于刷毛嵌件14的背面上展平,从而形成锚固表面22。
[0063]
也可省去展平,因而由载体主体12的球形背面形成锚固表面22。
[0064]
在朝向刷毛嵌件14的正面上,载体主体12设有非常短的套筒状延伸部16,该延伸
部16可在注射成型过程中用作注射成型模具的封接面66的支座。
[0065]
图9图示图8的实施方式的一个实施变型。区别在于,省去了套筒状延伸部16。如果要将刷毛嵌件10包覆成型,则注射成型模具在载体主体12的外表面上密封。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。