技术特征:
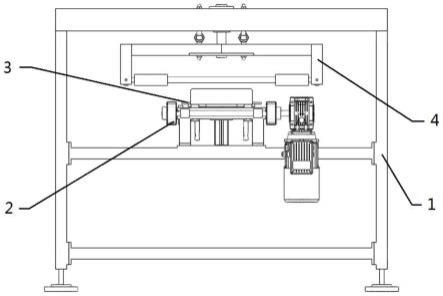
1.一种自动箱包换向输送装置,其特征在于包括:主体机架,所述主体机架作为载体;输送机构,所述输送机构安装在主体机架的内部,用于带动升举机构进行线性位移;升举机构,所述升举机构安装在输送机构上,用于托运箱包进入换向机构中;换向机构,所述换向机构安装在主体机架的上端,用于对进入其内的箱包进行换向;控制器,所述控制器分别与输送机构、升举机构、换向机构进行连接。2.根据权利要求1所述的自动箱包换向输送装置,其特征在于:所述输送机构包括同步带轮、主传动轴、关节轴承、固定支撑螺杆、螺母、鱼眼调心轴承a、气缸a、气缸尾部转轴a、阻挡板、轴夹支撑块、轴夹摆臂、气缸顶部转轴a、挡板支撑轴、同步带、输送机架、调节支撑螺杆、被动轴、减速电机;所述固定支撑螺杆配合螺母安装在输送机架上,所述关节轴承安装在固定支撑螺杆顶部,两个所述关节轴承中间安装有主传动轴,所述主传动轴上安装有两个同步带轮,所述主传动轴一侧安装有减速电机;所述调节支撑螺杆配合螺母安装在输送机架上,所述调节支撑螺杆顶部安装有关节轴承,两个所述关节轴承中间安装有被动轴,所述被动轴上安装有两个同步带轮,所述同步带安装在同步带轮之上,所述减速电机通过变速后带动主传动轴转动,所述主传动轴转动带动两侧同步带轮转动,两侧所述同步带轮带动两侧同步带转动,再由两侧同步带带动两侧同步带轮转动,从而实现两侧同步带的同步移动,所述减速电机由所述控制器实现控制;所述挡板支撑轴安装于输送机架内部,所述轴夹支撑块安装于挡板支撑轴上,所述阻挡板安装在轴夹支撑块上,所述气缸a通过气缸尾部转轴a安装在输送机架内部,所述鱼眼调心轴承a安装于气缸a顶部,所述鱼眼调心轴承a通过气缸顶部转轴a与轴夹摆臂连接在一起,所述轴夹摆臂安装在挡板支撑轴上,通过所述气缸a的缩回、伸出控制阻挡板的倾斜、垂直状态,所述气缸a由所述控制器实现控制。3.根据权利要求1所述的自动箱包换向输送装置,其特征在于:所述升举机构包括升举机架、升举基座、铜基轴承a、升举平台、气缸连接轴、导向轴承、导向轴、气缸b;所述气缸b安装在升举机架上,所述气缸连接轴安装在气缸b上,所述升举基座安装在气缸连接轴上,所述铜基轴承a安装在升举基座上,所述升举平台安装在铜基轴承a上,所述导向轴承安装在升举机架上,所述导向轴安装在升举基座下方两侧,所述气缸b通过压缩空气后,所述气缸b通过作用气缸连接轴将升举基座、铜基轴承a、升举平台同时升举,进而实现对箱包的升举作用,所述气缸b由所述控制器实现控制。4.根据权利要求3所述的自动箱包换向输送装置,其特征在于:两侧所述导向轴和导向轴承保证平台升举或下降时平面不倾斜。5.根据权利要求4所述的自动箱包换向输送装置,其特征在于:所述升举平台通过铜基轴承a进行自由旋转,实现箱包的换向调整作用,同时保证箱包在受压时不弯曲不变形。6.根据权利要求1所述的自动箱包换向输送装置,其特征在于:所述换向机构包括换向机架、中心转轴、铜基轴承b、轴承套、气缸尾部转轴b、气缸顶部转轴b、鱼眼调心轴承b、气缸c、换向支架、滚动轴承、辊筒、通轴;所述换向机架安装在主体机架上,所述轴承套安装在换向机架内部,所述铜基轴承b安装在轴承套内部,所述中心转轴安装在铜基轴承b内部,左右两侧所述气缸c通过气缸尾部
转轴b安装在换向机架下方,所述鱼眼调心轴承b安装在气缸c顶部,所述鱼眼调心轴承b通过气缸顶部转轴b安装在换向机架下方,所述换向支架通过中心转轴安装在换向机架下方,四根所述通轴安装在换向支架下方,每根所述通轴两端各安装有两个滚动轴承,所述辊筒安装在滚动轴承上方,通过两个所述气缸c的交替伸缩实现箱包的换向动作,所述气缸c由所述控制器实现控制。7.根据权利要求6所述的自动箱包换向输送装置,其特征在于:所述辊筒能够实现自由转动,在护住箱包的同时不会损伤箱包的表面。8.一种自动箱包换向输送方法,其特征在于,包括以下步骤:1)首先对主体机架进行平稳支撑,自动箱包换向输送装置上方的换向机构通过复位控制,左右两个气缸c分别处于缩回、伸出位置,此时换向机构处于初始状态;升举机构通过复位控制,气缸b处于缩回状态,此时升举平台处于回落至初始位置,升举机构最高处低于输送机构两侧同步带的顶部平面;输送机构中的气缸a处于伸出位置,此时阻挡板保持垂直处于工作状态,输送机构中的同步带处于运转状态;此时自动箱包换向输送装置处于初始工作状态,即复位工作状态,等待控制器下一指令进行下一个动作;2)当控制器检测到处于初始位置的输送机构有第一个箱包输送过来,保持输送状态,直至第一个箱包输送至设备的中心位置,由阻挡板接触到箱包后并限制其继续沿同步带方向运动,此时控制器检测到第一个箱包已经输送之指定位置,输送机构停止同步带输送,装置等待控制器下一指令进行下一个动作;3)由控制器发出指令,升举机构中的气缸b开始升举动作,当气缸b升举后,保持好气缸b伸出状态;此时控制器发出指令,使换向机构中的左右两个气缸c完成伸出和缩回动作,箱包换向的同时与升举机构中的升举平台同时转动,此时换向机构完成对箱包的直角换向功能;此时控制器发出指令,升举机构中的气缸b收回至初始位置,此时箱包完成换向后回到输送机构中的同步带上保持停止状态,装置等待控制器下一指令进行下一个动作;4)由控制器发出指令,输送机构中的气缸a处于缩回位置,此时阻挡板保持倾斜处于关闭状态;此时控制器发出指令,输送机构保持正常运转状态,将箱包从输送机构中输送出去,此时控制器发出指令,输送机构中的气缸a处于伸出位置,此时阻挡板保持垂直处于工作状态;同时控制器发出指令,换向机构通过复位控制,左右两个气缸c分别处于缩回和伸出位置,此时换向机构处于初始状态;此时自动箱包换向输送装置处于初始工作状态,即复位工作状态,等待控制器下一指令进行下一个动作,装置各部分保持初始位置,等待下一循环工作开始。
技术总结
本发明属于轻工包装机械自动化技术领域,具体涉及一种自动箱包换向输送装置及方法,包括:主体机架,所述主体机架作为载体;输送机构,所述输送机构安装在主体机架的内部,用于带动升举机构进行线性位移;升举机构,所述升举机构安装在输送机构上,用于托运箱包进入换向机构中;换向机构,所述换向机构安装在主体机架的上端,用于对进入其内的箱包进行换向;控制器,所述控制器分别与输送机构、升举机构、换向机构进行连接。本发明有效降低工人的劳动强度,降低维护成本,可实现自动箱包换向和高效输送功能,进一步改善生产工艺和提升生产效率,提高装配精度和效果,使自动箱包换向输送装置及方法在轻工包装自动化生产线中得到进一步发展。一步发展。一步发展。
技术研发人员:李存良 张国安 王晔 郭小莉 袁松林 吕佳怡 刘睿 刘斌 惠梦蓉 李甲壬
受保护的技术使用者:轻工业西安机械设计研究院有限公司
技术研发日:2022.08.18
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。