1.本技术涉及海洋船舶技术领域,尤其涉及一种船舶用紧固件及其制备方法。
背景技术:
2.紧固件是用于将两个或两个以上零件(或构件)紧固连接成为一件整体时所采用的一类机械零件的总称,广泛应用于各种车辆、船舶、铁路、桥梁、建筑、检测仪器、加工设备等上面,紧固件品种规格繁多,性能用途各异,而且标准化、系列化、通用化的程度也极高。
3.在海洋船舶的装配生产中,紧固件也经常被使用,例如,紧固件螺栓,在发动机舱内,用于固定发动机等部件,由于发动机舱内在使用中经常处于高温状态,螺栓在其中经常受到高温和潮湿阴雨的侵袭,往往容易被腐蚀生锈,生锈后的螺栓强度低,容易断裂;再例如,用于吸鱼泵的紧固件,长期浸泡于海水中,极其容易被腐蚀,使用寿命短。因此,有必要研发新的耐腐蚀性能好的船舰工业用紧固件。
技术实现要素:
4.本技术提供一种船舶用紧固件及其制备方法,能够有效解决用于海洋船舶的紧固件耐腐蚀性较差的问题。
5.第一方面,本技术实施例提供了一种船舶用紧固件,船舶用紧固件包括螺栓、螺钉等,所述船舶用紧固件的原料的质量百分含量为:si 1.5%~4.4%、cu 0.3%~1.6%、mn 0.2%~0.4%、mg 0.2%~0.4%、zn 0-0.2 %、fe 0-0.8 %、v 0-0.2 %、ni 0.3%-0.65 %、cr 0.2-0.6 %、sb 0.3%-0.5 %、sr 0.1%-0.2 %,单个杂质元素质量百分含量≤0.05%,合计杂质元素质量百分含量≤0.15%,余量为al。
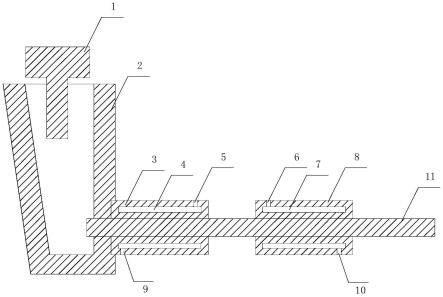
6.在一些示例性的实施例中,所述船舶用紧固件的原料的质量百分含量为si 3.0%、cu0.5%、mn0.3%、mg 0.3%、zn 0.1 %、fe 0.4 %、v 0.12%、ni 0.45 %、cr 0.42 %、sb 0.4 %、sr 0.15 %。
7.第二方面,本技术实施例提供一种船舶用紧固件的制备方法,所述船舶用紧固件的制备方法包括熔炼、精炼、铸造、挤压、矫直以及压膜;熔炼:通过对船舶用紧固件的原料进行熔炼获得铝液;精炼:将所述铝液进行精炼处理,获得精炼产物;铸造:将所述精炼产物进行铸造处理,获得铸锭;挤压:对所述铸锭进行挤压处理,获得中间产物a;冷却:对所述铸锭进行冷却处理,获得中间产物b;第一次矫直:对所述中间产物b进行第一次矫直处理,获得中间产物c;压膜:对所述中间产物c进行压膜处理,获得所述船舶用紧固件;其中,所述船舶用紧固件的原料的质量百分含量为:si 1.5%~4.4%、cu 0.3%~1.6%、mn 0.2%~0.4%、mg 0.2%~0.4%、zn 0-0.2 %、fe 0-0.8 %、v 0-0.2 %、ni 0.3%-0.65 %、cr 0.2-0.6 %、sb 0.3%-0.5 %、sr 0.1%-0.2 %,单个杂质元素质量百分含量≤
0.05%,合计杂质元素质量百分含量≤0.15%,余量为al。
8.在一些示例性的实施例中,所述熔炼包括:将所述船舶用紧固件的原料加热至720℃~760℃,使所述船舶用紧固件的原料熔化,获得铝液。其中,可采用叉车处理,将船舶用紧固件的原料搅拌均匀,提高熔炼的效率。
9.在一些示例性的实施例中,所述精炼处理为双管精炼处理,所述双管精炼处理包括:按照1.0
±
0.2kg/t
•
al的精炼剂量,将所述铝液置于压强为0.05mpa~0.10mpa的保护气体氛围,保护气体包括氩气和氮气中的至少一种,将保护气体吹入铝液中,控制所述铝液的温度为730℃~740℃,并控制气泡高度为小于等于80mm,经所述双管精炼处理10min~15min,获得所述精炼产物。经双管精炼使得原材料均匀性更好,吹入铝液中的保护气体能够带走铝液中的杂质,以最大限度地去除杂质。
10.在一些示例性的实施例中,所述铸造处理包括:控制所述精炼产物的温度为720℃~740℃、氢含量小于等于0.18ml/100gal,以及控制铸造速度为50mm/min~80mm/min,对所述精炼产物进行铸造处理,获得所述铸锭。在上述铸造温度和铸造速度下,能够最大限度地维持铸锭中成分的稳定性,减少获得的铸锭的裂纹,以及降低晶粒不均匀等缺陷的发生。
11.在一些示例性的实施例中,所述挤压处理包括:控制所述铸锭温度为530℃~550℃,以及控制挤压筒的挤压速度为0.3m/min~5m/min、挤压筒的温度为455℃~465℃对所述铸锭进行挤压,获得所述中间产物a。在上述挤压条件下,能够降低对铸锭内成分的影响,提高挤压处理过程中的工艺稳定性,减低挤压过程中中间产物被扭拧等异常情况的发生。
12.在一些示例性的实施例中,所述冷却处理包括预成型处理和预冷却处理;所述预成型处理包括:将所述中间产物a置于模具的型腔中,控制所述模具的温度为465℃~475℃,对所述预挤压物保温6h~8h,获得预成型产物;所述预冷却处理包括:控制低温炉的温度为350℃,将所述预成型产物置于低温炉中保温时间小于等于24h后取出冷却至20℃~25℃,获得所述中间产物b,其中,保温炉的出口温度为510℃~535℃。
13.通过控制上述冷却处理过程中的冷却条件,进一步提高冷却处理过程中中间产物的稳定性,以提高后续制得的船舶用紧固件的抗拉伸强度和伸张率。
14.在一些示例性的实施例中,所述第一次矫直处理包括:于101kpa条件下,将所述中间产物b加热至220℃~250℃进行第一次矫直处理1.5h~3.5h后,冷却至20℃~25℃,获得所述中间产物c。
15.在一些示例性的实施例中,所述压膜处理包括依次对所述中间产物进行预压膜处理和第二次矫直处理;所述预压膜处理包括:于压强为65mpa~90mpa、420~500℃恒温环境,将所述中间产物c置于压模模具中挤压,每次保温16min~32min,重复挤压2~3次后脱模,101kpa条件下冷却至20℃~25℃,获得预压模物;所述第二次矫直处理包括:将所述预压模物加热至220℃~300℃、于101kpa条件下进行第二次矫直处理1.5h~3.5h后取出,在101kpa的空气条件下冷却至20℃~25℃,获得船
舶用紧固件。
16.本技术一些实施例提供的技术方案带来的有益效果至少包括:1、本技术提供的船舶用紧固件,采用铝合金材料制得,具有质轻的优良特性,适用于航海等条件恶劣的工作环境,且船舶用紧固件的抗拉强度范围为315mpa~320mpa、屈服强度范250mpa~260 mpa、伸张率范围8%~10%,耐腐蚀性较好。
17.2、本技术通过提高si 、mn 、mg 含量,降低fe 元素含量,增加v 、ni 、cr 、sb 、sr 的含量,提高制得的船舶用紧固件的抗拉伸强度和耐腐蚀性。
18.3、本技术的制备船舶用紧固件的制备方法,无需再采用均匀化处理和预热处理的步骤,有效简化制备工艺和缩短制备周期,节约时间、降低成本,节能减排。
具体实施方式
19.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
20.实施例一本技术实施例提供一种船舶用紧固件的制备方法,制备工艺流程包括:熔炼
→
精炼
→
铸造
→
挤压
→
冷却
→
第一次矫直
→
压膜。
21.船舶用紧固件的原料包括:si 1.5%、cu 0.3%、mn 0.2%、mg 0.2%、zn 0.1 %、fe 0.02%、v 0.1 %、ni 0.3%、cr 0.28%、sb 0.3%、sr 0.05%,al 96.68%。
22.步骤s101、将船舶用紧固件的原料投入熔炼炉中进行熔炼,熔炼温度为720℃,获得铝液。
23.步骤s102、按照1.1kg/t
•
al的精炼剂量,将铝液置于压强为0.05mpa的保护气体氛围,控制铝液的温度为730℃,并控制气泡高度为小于等于80mm,经双管精炼处理10min,获得精炼产物。
24.步骤s103、控制精炼产物温度为720℃进行静置处理,静置时间为20min,依次使用40目、60目的过滤筛进行过滤,然后进行铸造。
25.步骤s104、铸造温度720℃,铸造速度为50mm/min,铸造过程中控制氢含量小于等于0.18ml/100gal,获得铸锭。
26.步骤s105、控制铸锭温度为530℃,采用挤压筒对铸锭进行挤压,挤压筒的挤压速度为0.3m/min,挤压筒温度为455℃,获得中间产物a。
27.步骤s106、将中间产物a置于模具中,模具温度为465℃保温7h,获得预成型产物。
28.步骤s107、将预成型产物置于低温炉350℃保温处理24h后取出,获得中间产物b,其中,保温炉出口温度为510℃。
29.步骤s108、将中间产物b冷却至25℃后,将中间产物b加热至220℃、101kpa条件下进行1.5h的矫直处理后,于空气条件,冷却至25℃,获得中间产物c。
30.步骤s109、于压强为65mpa、420℃恒温环境,将中间产物c置于压模模具中挤压,每次保温16min,进行预压膜处理,重复挤压2~3次后脱模,101kpa条件下冷却至25℃,获得预压模物。
31.步骤s110、将预压模物加热至220℃,于101kpa条件下进行第二次矫直处理1.5h后
取出,在101kpa的空气条件下冷却至25℃,获得船舶用紧固件。
32.本技术实施例制得的船舶用紧固件的抗拉强度为315mpa、屈服强度范围255mpa、伸张率8%、耐腐蚀性pa。
33.实施例二本技术实施例与实施例一的区别包括:步骤s101、将船舶用紧固件的原料投入熔炼炉中进行熔炼,熔炼温度为730℃,获得铝液。
34.步骤s102、按照1.1kg/t
•
al的精炼剂量,将铝液置于压强为0.07mpa的保护气体氛围,控制铝液的温度为732℃,并控制气泡高度为小于等于80mm,经双管精炼处理12min,获得精炼产物。
35.步骤s103、控制精炼产物温度为730℃进行静置处理,静置时间为25min,依次使用40目、60目的过滤筛进行过滤,然后进行铸造。
36.步骤s104、铸造温度730℃,铸造速度为55mm/min,铸造过程中控制氢含量小于等于0.18ml/100gal,获得铸锭。
37.步骤s105、控制铸锭温度为535℃,采用挤压筒对铸锭进行挤压,挤压筒的挤压速度为0.5m/min,挤压筒温度为457℃,获得中间产物a。
38.步骤s106、将中间产物a置于模具中,模具温度为468℃保温7h,获得预成型产物。
39.步骤s107、将预成型产物置于低温炉350℃保温处理24h后取出,获得中间产物b,其中,保温炉出口温度为515℃。
40.步骤s108、将中间产物b冷却至25℃后,将中间产物b加热至228℃、101kpa条件下进行1.7h的矫直处理后,于空气条件,冷却至25℃,获得中间产物c。
41.步骤s109、于压强为67mpa、430℃恒温环境,将中间产物c置于压模模具中挤压,每次保温18min,进行预压膜处理,重复挤压2~3次后脱模,101kpa条件下冷却至25℃,获得预压模物。
42.步骤s110、将预压模物加热至230℃,于101kpa条件下进行第二次矫直处理2.0h后取出,在101kpa的空气条件下冷却至25℃,获得船舶用紧固件。
43.实施例三本技术实施例与实施例一的区别包括:步骤s101、将船舶用紧固件的原料投入熔炼炉中进行熔炼,熔炼温度为740℃,获得铝液。
44.步骤s102、按照1.1kg/t
•
al的精炼剂量,将铝液置于压强为0.08mpa的保护气体氛围,控制铝液的温度为740℃,并控制气泡高度为小于等于80mm,经双管精炼处理13min,获得精炼产物。
45.步骤s103、控制精炼产物温度为740℃进行静置处理,静置时间为25min,依次使用40目、60目的过滤筛进行过滤,然后进行铸造。
46.步骤s104、铸造温度730℃,铸造速度为60mm/min,铸造过程中控制氢含量小于等于0.18ml/100gal,获得铸锭。
47.步骤s105、控制铸锭温度为540℃,采用挤压筒对铸锭进行挤压,挤压筒的挤压速度为0.8m/min,挤压筒温度为460℃,获得中间产物a。
48.步骤s106、将中间产物a置于模具中,模具温度为470℃保温7h,获得预成型产物。
49.步骤s107、将预成型产物置于低温炉350℃保温处理24h后取出,获得中间产物b,其中,保温炉出口温度为520℃。
50.步骤s108、将中间产物b冷却至25℃后,将中间产物b加热至235℃、101kpa条件下进行2.2h的矫直处理后,于空气条件,冷却至25℃,获得中间产物c。
51.步骤s109、于压强为75mpa、435℃恒温环境,将中间产物c置于压模模具中挤压,每次保温22min,进行预压膜处理,重复挤压2~3次后脱模,101kpa条件下冷却至25℃,获得预压模物。
52.步骤s110、将预压模物加热至240℃,于101kpa条件下进行第二次矫直处理2h后取出,在101kpa的空气条件下冷却至25℃,获得船舶用紧固件。
53.实施例四本技术实施例与实施例一的区别包括:步骤s101、将船舶用紧固件的原料投入熔炼炉中进行熔炼,熔炼温度为760℃,获得铝液。
54.步骤s102、按照1.1kg/t
•
al的精炼剂量,将铝液置于压强为0.10mpa的保护气体氛围,控制铝液的温度为740℃,并控制气泡高度为小于等于80mm,经双管精炼处理15min,获得精炼产物。
55.步骤s103、控制精炼产物温度为760℃进行静置处理,静置时间为30min,依次使用40目、60目的过滤筛进行过滤,然后进行铸造。
56.步骤s104、铸造温度740℃,铸造速度为80mm/min,铸造过程中控制氢含量小于等于0.18ml/100gal,获得铸锭。
57.步骤s105、控制铸锭温度为550℃,采用挤压筒对铸锭进行挤压,挤压筒的挤压速度为1.5m/min,挤压筒温度为465℃,获得中间产物a。
58.步骤s106、将中间产物a置于模具中,模具温度为475℃保温7h,获得预成型产物。
59.步骤s107、将预成型产物置于低温炉350℃保温处理24h后取出,获得中间产物b,其中,保温炉出口温度为535℃。
60.步骤s108、将中间产物b冷却至25℃后,将中间产物b加热至250℃、101kpa条件下进行3.5h的矫直处理后,于空气条件,冷却至25℃,获得中间产物c。
61.步骤s109、于压强为90mpa、500℃恒温环境,将中间产物c置于压模模具中挤压,每次保温32min,进行预压膜处理,重复挤压2~3次后脱模,101kpa条件下冷却至25℃,获得预压模物。
62.步骤s110、将预压模物加热至300℃,于101kpa条件下进行第二次矫直处理3.5h后取出,在101kpa的空气条件下冷却至25℃,获得船舶用紧固件。
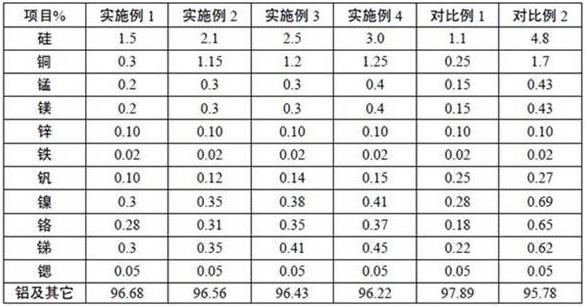
63.对比例一与实施例一的区别在于:制备船舶用紧固件的原料的成分不同,具体成分见表1。
64.对比例二与实施例一的区别在于:制备船舶用紧固件的原料的成分不同,具体成分见表1。
65.上述实施例一至实施例四、对比例一和对比列二中船舶用紧固件的原料如表1所示:
表1对实施例一至实施例四、对比例一和对比列二中制得的船舶用紧固件进行抗拉强度测试、屈服强度测试、断后伸长率测试和耐腐蚀性测试,抗拉强度测试、屈服强度测试、断后伸长率测试参考国标gbt 228.1-2021中的方法,耐腐蚀性测试参考gbt 6461-2002 中的方法。
66.上述实施例一至实施例四、对比例一和对比列二中制得的船舶用紧固件的性能如下表所示:表2根据上述表2中的内容可知,本技术的船舶用紧固件的抗拉强度范围为315mpa~320mpa、屈服强度范250mpa~260 mpa、伸张率范围8%~10%、耐腐蚀性(pa、pc、n),本技术的船舶用紧固件具有良好的结构强度和耐腐蚀性,能够适用于航海等条件恶劣的工作环境。
67.申请人声明,本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。