1.本实用新型涉及深海采矿柔性缆管技术领域,尤其是一种一体式深海矿物与动力混输轻质复合柔性缆管。
背景技术:
2.深海矿产资源开发具有重要战略意义和国家公共利益属性。在已发现的深海矿产资源中,对人类生产生活有重大应用价值的主要有多金属结核、富钴结壳和多金属硫化物等,它们普遍以不规则几何形状存在于水深300米至6000米的国际海底。这些矿物经过集矿车的收集和粉碎后,需要通过长距离管道提升至水面生产船,同时也需要从生产船上伸出动力缆为集矿车提供能源支持,因此深海矿物传输管道和深海动力缆是保障深海矿产资源安全开发的重要装备。
3.在目前传统的开采方案中,管道和动力缆是分开的,但最终都要连接在同一集矿车上。因此在布放回收过程中,管道和动力缆需要分别通过生产船月池和舷侧等不同方式下水,然后在水下进行回接,导致效率严重低下和作业风险提升。动力缆相对于输矿管道直径较小,如果将动力缆直接外部整体缠绕在输矿管体上,又会因为外形不光顺而影响其在海水中的整体动力特性,而且还会造成作业成本增加、管体稳定性变差等后果。
4.同时,在当前的超深水输矿管方案中,大部分管体采用大口径钢质管线,这就需要在生产船上将一段一段的钢管进行连接后进行下放,导致管道铺设过程严重的效率低下;当遇到台风等突发状况时,生产船无法及时将钢管进行回收,而拖带长距离钢管进行转移作业又存在安全风险。因此采用全柔性输矿管道是比较好的解决方案,其可以通过生产船上的卷盘进行快速下放与回收,同时又具有较好的海洋环境适应性。
5.因此,如何在避免深海矿物输送管道与动力缆分置的同时,又能保证缆管全柔性特征,是急需解决的问题。当前在油气开发领域,已经对典型非粘结柔性管道进行过研究和应用,尽管各加强层能够抵抗管道所受到的载荷同时又具有较好柔性,但是无法同时承载电力传输的功能;当前已经有的非粘接型集束管缆构型概念,通常是在实心电缆中间填充若干钢管,尽管解决了管与电缆同时存在的问题,但是其钢管尺寸过小,无法用于输送深海矿物或油气资源;也有学者提出采用双层管道形式,管壁腔内可以填充动力或信号传输缆线,但是管道主体为钢管且动力/信号缆线直径相对较大,总体不具有柔性特点;当前也有粘结型管道的构型出现,其基本原理是将各层材料通过高温固化粘结在一起,但是粘结型管道在动态复杂环境应用中容易出现脱层和撕裂等问题,不适用于长期悬挂在深海环境中并持续摆动的采矿工况。可以看出,当前已经提出的各类管缆概念无法直接用于解决本实用新型所涉及的问题,需要创新性地提出一种既能够将深海矿物输送和动力传输功能有机融为一体,而又不影响管道整体全柔性特点的解决方案。
技术实现要素:
6.本技术人针对上述现有生产技术中的缺点,提供一种一体式深海矿物与动力混输
轻质复合柔性缆管,从而将原来相对独立的矿物输送管道与动力缆融为一整体,同时具有较小的弯曲半径,从而有效提升缆管布放回收效率和海域适应性。
7.本实用新型所采用的技术方案如下:
8.一种深海矿物与动力一体化混输轻质复合柔性缆管,包括空心薄壁圆柱体结构的耐磨层,所述耐磨层的外部依次包裹有支撑层、内护套保护层、多层抗拉层,防磨层、中护套保护层、动力通讯层和外护套保护层,各层之间紧密接触成为一体,各层之间允许相对滑动,每层抗拉层的内部设置有防磨层,所述抗拉层呈螺旋缠绕,在最外层的防磨层的外部包裹有中护套保护层,所述动力通讯层位于缆管的外部,动力通讯层内部包含了数根直径相同的小截面光电传输单元,动力通讯层内、相邻的光电传输单元之间填充有轻质填充材料,动力通讯层的外部包裹有外护套保护层。
9.作为上述技术方案的进一步改进:
10.光电传输单元均匀分散于动力通讯层内。
11.光电传输单元沿缆管圆周方向均匀散布,光电传输单元的螺旋缠绕角度高于抗拉层的螺旋缠绕角度。
12.轻质填充材料为发泡材料。
13.所述耐磨层采用橡胶、超高分子聚乙烯高耐磨蚀聚合物材料所成型,耐磨层的内壁面直接与高速流动的矿物泥浆接触。
14.所述支撑层采用不锈钢材料、异型截面大角度螺旋互锁缠绕而成。
15.所述内护套保护层采用聚乙烯材料挤出而成。
16.所述抗拉层通过多根相同截面的纤维预制条以相同拉力螺旋缠绕而成,纤维条截面为矩形;抗拉层设置有两层,纤维条形式相同但缠绕角度相反。
17.所述防磨层采用无纺布耐磨材料制成的超薄带螺旋缠绕而成。
18.所述中护套保护层和外护套保护层均采用聚乙烯材料挤出而成。
19.本实用新型的有益效果如下:
20.本实用新型结构紧凑、合理,操作方便,通过采用一体式的管道与输送缆结构,实现了深海矿物与动力的一体化混输,解决了当前输矿管道和动力缆分置所引发的布放回收效率与海洋环境适应性严重低下的问题:本实用新型在输矿软管基本加强结构层基础之上,在不影响总输电功率的条件下,将动力缆均匀分散为相同小面积的铜绞线及光纤单元,然后螺旋缠绕在管体外侧的中护套保护层上,最后再通过外护套保护层将整个缆管进行包覆和外部绝缘,从而形成缆管体内输矿、缆管壁内输送动力的外在形态为一整体的效果。同时,动力缆均匀分散后,使得缆管壁厚度和缆管外径下降;且动力通讯层内铜绞线及光纤单元之间填充轻质发泡材料,使得动力通讯层在缆管整体运动中保持原有形态,这些都增加了缆管的整体稳定性。
21.实现了缆管在具有较高结构承载力的同时,整体具有较小的弯曲半径,解决了采用卷盘进行高效下放与回收所需要缆管全柔性的问题:本实用新型具有多层非粘结的复合结构形式,在弯曲载荷作用下,各层间可以相互滑动,因此整体具有较小的弯曲刚度;缆管内部的支撑层、抗拉层、动力层、防磨层等结构加强层均采用螺旋缠绕形式,保证其可弯曲性进一步增强;而各类护套层均采用可发生大变形的聚乙烯材料,这些都使得缆管整体能够具有较小的弯曲半径。同时,缆管内部设有支撑层,可以抵抗矿物提升过程中缆管所受到
的负压力以及安装在位过程中可能受到的外部径向挤压力;抗拉层采用纤维预制材料,该材料质量轻但抗拉强度高,使得缆管整体具有较高的轴向抗拉能力,且动力通讯层内光电传输单元螺旋缠绕角度要比抗拉层螺旋角度大,使得缆管拉力基本上全部由抗拉层承担,保证了缆管总体具有较高结构承载力的同时又不影响动力与信号传输安全。
附图说明
22.图1为本实用新型的结构示意图。
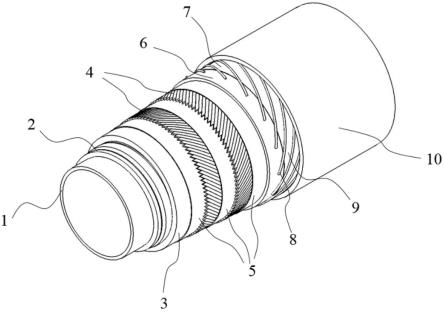
23.图2为本实用新型另一视角的结构示意图。
24.图3为本实用新型的侧视图。
25.图4为本实用新型的主视图。
26.图5为图4中沿a-a截面的全剖视图。
27.图6为本实用新型的纵向截面图。
28.其中:1、耐磨层;2、支撑层;3、内护套保护层;4、抗拉层;5、防磨层;6、中护套保护层;7、动力通讯层;8、光电传输单元;9、轻质填充材料;10、外护套保护层。
具体实施方式
29.下面结合附图,说明本实用新型的具体实施方式。
30.如图1-图6所示,本实施例的深海矿物与动力一体化混输轻质复合柔性缆管,包括空心薄壁圆柱体结构的耐磨层1,耐磨层1的外部依次包裹有支撑层2、内护套保护层3、多层抗拉层4,防磨层5、中护套保护层6、动力通讯层7和外护套保护层10,各层之间紧密接触成为一体,各层之间允许相对滑动,每层抗拉层4的内部设置有防磨层5,抗拉层4呈螺旋缠绕,在最外层的防磨层5的外部包裹有中护套保护层6,动力通讯层7位于缆管的外部,动力通讯层7内部包含了数根直径相同的小截面光电传输单元8,动力通讯层7内、相邻的光电传输单元8之间填充有轻质填充材料9,动力通讯层7的外部包裹有外护套保护层10。
31.光电传输单元8均匀分散于动力通讯层7内。
32.光电传输单元8沿缆管圆周方向均匀散布,光电传输单元8的螺旋缠绕角度高于抗拉层4的螺旋缠绕角度。
33.轻质填充材料9为发泡材料。
34.耐磨层1采用橡胶、超高分子聚乙烯高耐磨蚀聚合物材料所成型,耐磨层1的内壁面直接与高速流动的矿物泥浆接触。
35.支撑层2采用不锈钢材料、异型截面大角度螺旋互锁缠绕而成。
36.内护套保护层3采用聚乙烯材料挤出而成。
37.抗拉层4通过多根相同截面的纤维预制条以相同拉力螺旋缠绕而成,纤维条截面为矩形;抗拉层4设置有两层,纤维条形式相同但缠绕角度相反。
38.防磨层5采用无纺布耐磨材料制成的超薄带螺旋缠绕而成。
39.中护套保护层6和外护套保护层10均采用聚乙烯材料挤出而成。
40.本实用新型的具体结构和功能如下:
41.如图1所示,深海矿物与动力一体化混输的轻质复合柔性缆管包括位于最内侧的耐磨层1,采用橡胶、超高分子聚乙烯等高耐磨蚀聚合物材料所成型,其与高速流动的矿物
泥浆直接接触,有效防止高速流动的矿物泥浆直接对其外侧的其他构层产生磨蚀作用;耐磨层1厚度相对较薄并贴附于支撑层2内侧,可以随着支撑层发生形变,并具有良好柔韧性。
42.支撑层2位于耐磨层1外侧,采用不锈钢材料、异型截面大角度螺旋互锁缠绕而成,具有较小弯曲半径的同时又具有较强的抗径向挤压能力,互锁形式可以使得在动态运行过程中保持形态稳定,不锈钢材料对矿浆的高速冲蚀具有较好的耐磨效果。为矿物输送提供通道,并在不影响缆管弯曲同时提供径向刚度支撑。在支撑层2外部包覆内护套保护层3,其为聚乙烯材料挤出而成,对内部矿浆液进行密封隔离,同时可以将来自外部的挤压力均匀的传递在内部支撑层2上。
43.在内护套保护层3外部螺旋缠绕抗拉层4,其通过多根相同矩形截面的纤维预制条以相同拉力螺旋缠绕而成。纤维预制条可由芳纶纤维、玻璃纤维、碳纤维等质量轻强度高的纤维丝预制而成,因为纤维材料具有比强度高的特点,因此使得缆管自重得到大幅下降,同时整体抗拉能力又显著增强,从而使得缆管可以用于数千米矿物的垂直提升。当纤维预制条受拉时,将对内护套保护层3产生径向挤压力,进而传递至支撑层2,从而实现其轴向抗拉效果。而纤维预制条具有一定螺旋缠绕角度,可以允许其产生较小的弯曲半径而不至发生强度破坏,同时整体的稳定性得到提升。抗拉层4通常包含两层,每层内的纤维预制条尺寸相同但螺旋缠绕角度基本相反,这是为了在缆管轴向受拉时,保证整体不发生扭转失衡。
44.在与抗拉层4直接接触位置设置防磨层5,由无纺布等耐磨材料制成的超薄带螺旋缠绕而成,具有极小的摩擦系数。在缆管实际运行时,抗拉层4在承受较大拉力的同时还会受到弯曲载荷的作用,在内部支撑单元表面会产生高挤压力下的反复摩擦磨损,通过设置防磨层5,可以有效缓解抗拉层4和护套层的损耗并避免可能引起的疲劳失效。
45.在最外层的防磨层5外侧包覆中护套保护层6,其为聚乙烯材料挤出而成,厚度相对较小,对抗拉层4进行有效隔离的同时,为外侧动力通讯层7的缠绕提供均匀支撑。从耐磨层1至中护套保护层6,形成了缆管壁内相对稳定的加强结构。
46.在中护套保护层6外层缠绕动力通讯层7,该层用于采矿设备所需的电力和信号传输。动力通讯层7内部包含了数根直径基本相同的小截面光电传输单元8,均匀分散于动力通讯层7内,且以相同的角度螺旋缠绕在中护套保护层6上。通过动力缆的均匀分散,使得缆管在不影响总传输功率的前提下,总外径进一步降低,提高了整体稳定性;同时光电传输单元8的螺旋缠绕角度高于抗拉层4的螺旋缠绕角度,使得轴向拉力基本全部由抗拉层4承担,确保光电传输单元8可以安全传输动力和信号。在动力通讯层7内、相邻光电传输单元8之间填充发泡等轻质材料,一方面确保在缆管复杂动力条件下,光电传输单元8保持稳定的相对位置;另一方面又尽量保证对缆管体本身增加较小的重量,间接提升缆管的有效抗拉能力。
47.在动力通讯层7外层最后包覆外护套保护层10,其为聚乙烯材料挤出而成,用于对外部海水的隔离和绝缘,同时通过外护套保护层10,将缆管形成为一个整体,从而形成缆管体内输矿、缆管壁内输送动力的外在形态为一个整体的效果。在缆管结构中,各层间尽管非粘结且可相互滑动,但是各层并不能独立存在并发挥功能,需要相互接触并能够有效传递压力,从而形成一个完成的缆管整体。
48.本实用新型需要基于传统的柔性管道制造工艺开展改造,总体制造流程是从内层到外层,成型一层然后缠绕至辊筒,然后再从辊筒出来进行外一层的成型,重复该流程直到全部层成型完毕。具体而言,耐磨层1是高分子材料,通过加热颗粒状原材料至熔融状态,然
后通过3mm~5mm壁厚的水平直管状模具高压挤出成型,成型后的耐磨层1连续穿过支撑层2的成型设备中心,支撑层2是1mm~3mm不锈钢带板通过6~9个轧辊冷弯、最后通过设备旋转带动四组压轮将其锁扣,设备中心设置壁厚不超过3mm、长度不超过1米的薄壁圆筒支撑定子,支撑层2缠在定子上最终水平成型,此时半熔融状态耐磨层1在支撑层2内部。在定子前端设置风箱,风箱可以0.2mpa的压力抽气,由于耐磨层1内部气压高于外部,使其在半熔融状态下向外轻微膨胀而“贴附”于支撑层2的内壁,这是金属支撑层2与内部耐磨层1紧密接触的重要制造工艺。待支撑层2成型后,采用与耐磨层1相同的成型工艺开展高分子内护套保护层3的挤出成型,成型后由于热胀冷缩效应而自动贴附在支撑层2的外壁。在抗拉层4成型时,采用80根钢丝卧式绞盘沿某一方向整体旋转,通过管体行进速度与旋转速度的匹配实现螺旋的定截距,进而实现抗拉层4的均匀敷设。在防磨层5成型时,采用双辊绕包机,将两根宽度为5cm~10cm、厚度不超过0.5mm的无纺布材料带以定张力大角度缠绕在抗拉层4外侧,确保无纺布带全部覆盖住内部的金属铠装层以保障防磨效果。高分子中护套保护层6的成型工艺与内护套保护层3的成型工艺保持一致。
49.考虑光电传输单元8、轻质填充材料9同在动力通讯层7内并均匀分布排列,单元众多且尺寸不一,需要采用改造后的大型立式多辊成缆机开展立式成型。将内部管体从下至上垂直通过立式成缆设备,各光电传输单元8、轻质填充材料9分别缠绕在各自辊筒上,而所有辊筒均放置在立式成缆设备的底部大转盘上,通过底部大转盘的旋转和内部管体的垂直行进,使得多个不同单元以定张力、定截距均匀缠绕至管体上,立式成缆机顶部有收紧装置,将这些单元稳定集成在一层内,成型后的缆体从成缆机顶部穿过进而缠绕至辊筒上。最后再按照与中护套保护层6的类似成型工艺将8mm~10mm的外护套保护层10进行挤出,从而最终形成完整的深海矿物与动力一体化混输轻质复合柔性缆管。
50.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。