1.本实用新型涉及滤芯生产技术领域,具体涉及滤芯端盖自动注胶装置。
背景技术:
2.过滤装置主要用于滤除液体或空气中少量的杂质,对液体或空气进行纯化,滤芯作为过滤装置的核心部件,对过滤结果具有关键性影响作用。在滤芯制作过程中,需要采用滤芯端盖注胶机对滤芯端盖进行注胶操作。
3.现有的部分端盖自动注胶装置,部分需要手动对端盖进行投放,耗费人力,而且部分设备不便于对多个滤芯端盖进行同时注胶,使得加工效率低下,不方便使用。
技术实现要素:
4.为了克服上述的技术问题,本实用新型提供了滤芯端盖自动注胶装置。
5.本实用新型的目的可以通过以下技术方案实现:
6.滤芯端盖自动注胶装置,包括圆筒和支撑臂,所述圆筒的顶部设置有多个进料传送带,所述支撑臂的底部固连有储胶罐,所述储胶罐的底部连通有多个注胶头,所述圆筒的顶部固连有多个出料架,所述圆筒的顶端固定嵌入有圆板,所述圆板的顶部固连有支撑座,所述支撑座的侧壁上固连有多个电动伸缩杆,所述电动伸缩杆的一端固连有机械手组件,所述圆板的顶部设置有多个支撑垫,多个所述支撑垫的底部均固连有轴杆一,所述轴杆一贯穿圆板并与其转动连接,所述圆筒内部设置有驱动三个轴杆一同时转动的动力机构一,所述圆筒的内侧滑动连接有底板,且轴杆一贯穿底板并与其转动连接,所述底板的顶部固连有多个限位座,多个所述限位座均贯穿圆板并与其滑动连接,所述限位座的底部开设有圆孔,所述圆筒的内部设置有用于驱动底板竖直方向滑动的动力机构二,多个进料传送带将端盖投入支撑垫顶部,限位座能对端盖的位置进行限位,启动注胶头进行注胶,启动动力机构一驱动多个支撑垫同时转动,对多个端盖进行同时注胶,注胶完毕后,启动动力机构二驱动底板带动限位座向下移动,电动伸缩杆驱动机械手组件将注胶完毕的端盖放入出料架。
7.进一步在于:所述动力机构一包括固定套接于轴杆一的底端的齿轮一,所述圆筒的内侧固连有限位架,所述限位架的内侧转连接有轴杆二,所述轴杆二的底端固定套接有齿轮二,所述轴杆二的顶端固定套接有与多个齿轮一相啮合的齿轮三,且齿轮一、齿轮二和齿轮三的大小相同,所述圆筒的内侧固连有支撑板一,所述支撑板一的顶部固连有电机,所述电机的输出端固定套接有与齿轮二啮合的不完整齿轮,启动注胶头对端盖进行注胶,启动电机,带动不完整齿轮转动,当不完整齿轮与齿轮二啮合时带动齿轮二转动,通过轴杆二带动齿轮三转动,从而带动多个齿轮一转动,通过轴杆一带动支撑垫顶部的端盖转动,对端盖进行转动注胶,注胶完毕后,不完整齿轮与齿轮二分离,多个支撑垫停止转动,电动伸缩杆伸展,机械手组件对端盖进行夹持,然后将端盖放入出料架,进料传送带继续将未注胶的端盖投入支撑垫顶部。
8.进一步在于:所述动力机构二包括固连于圆筒的内侧的支撑板二,所述支撑板二的顶部固连有气缸,所述气缸的输出端与底板的底部固连,启动气缸,气缸的输出端推动底板向上移动,从而带动多个限位座向上移动,对支撑垫的周围进行遮挡,使得端盖从进料传送带上落在支撑垫的顶部后,能对端盖的位置进行限位,避免注胶的位置出现偏差,注胶完毕后,气缸的输出端带动底板和多个限位座向下移动,使得限位座的顶部与圆板平齐,电动伸缩杆伸展,机械手组件对端盖进行夹持,然后将端盖放入出料架,对注胶完毕的端盖进行收集。
9.进一步在于:所述不完整齿轮的齿牙与齿轮二的齿牙相同,使得每次不完整齿轮与齿轮三从啮合到分离的过程,齿轮三正好转动一周,从而通过支撑垫带动端盖转动一周,避免转动较多而产生注胶不均匀的情况。
10.进一步在于:所述支撑垫的顶部设置有橡胶皮层,增大支撑垫与滤芯端盖底部的摩擦,避免摩擦较小而不能带动端盖正常转动。
11.进一步在于:所述圆孔的直径大于轴杆一的顶部直径,使得限位座在上下移动的过程均不与轴杆一接触,避免因为摩擦等问题影响轴杆一的正常转动。
12.进一步在于:所述限位座的内侧轮廓与端盖的轮廓相同。
13.本实用新型的有益效果:
14.1、通过在圆板的内侧转动连接有多个轴杆一,多个进料传送带将端盖投入支撑垫顶部,端盖与限位座的内侧接触,限位座能对端盖的位置进行限位,使得设备能够自动同时投放多个端盖,不需要手动对端盖进行投放,节省了人力,启动注胶头,动力机构一驱动多个支撑垫同时转动,便于对多个滤芯端盖进行同时注胶,提高了加工效率,方便使用。
附图说明
15.下面结合附图对本实用新型作进一步的说明。
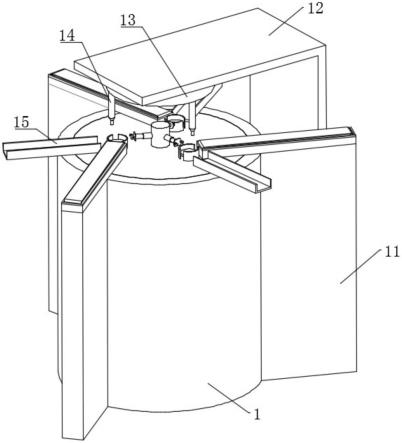
16.图1是本实用新型整体结构示意图;
17.图2是本实用新型中圆筒俯视结构示意图;
18.图3是本实用新型中圆筒内部结构示意图;
19.图4是本实用新型中限位座结构示意图;
20.图5是本实用新型中动力机构一结构示意图。
21.图中:1、圆筒;11、进料传送带;12、支撑臂;13、储胶罐;14、注胶头;15、出料架;16、圆板;17、支撑座;18、电动伸缩杆;19、机械手组件;2、支撑垫;21、轴杆一;3、动力机构一;31、齿轮一;32、限位架;33、轴杆二;34、齿轮二;35、齿轮三;36、支撑板一;37、电机;38、不完整齿轮;4、底板;41、限位座;42、圆孔;5、动力机构二;51、支撑板二;52、气缸。
具体实施方式
22.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
23.请参阅图1-5所示,滤芯端盖自动注胶装置,包括圆筒1和支撑臂12,圆筒1的顶部
设置有多个进料传送带11,支撑臂12的底部固连有储胶罐13,储胶罐13的底部连通有多个注胶头14,圆筒1的顶部固连有多个出料架15,圆筒1的顶端固定嵌入有圆板16,圆板16的顶部固连有支撑座17,支撑座17的侧壁上固连有多个电动伸缩杆18,电动伸缩杆18的一端固连有机械手组件19,圆板16的顶部设置有多个支撑垫2,多个支撑垫2的底部均固连有轴杆一21,轴杆一21贯穿圆板16并与其转动连接,圆筒1内部设置有驱动三个轴杆一21同时转动的动力机构一3,圆筒1的内侧滑动连接有底板4,且轴杆一21贯穿底板4并与其转动连接,底板4的顶部固连有多个限位座41,限位座41的内侧轮廓与端盖的轮廓相同,多个限位座41均贯穿圆板16并与其滑动连接,限位座41的底部开设有圆孔42,圆筒1的内部设置有用于驱动底板4竖直方向滑动的动力机构二5,多个进料传送带11将端盖投入支撑垫2顶部,限位座41能对端盖的位置进行限位,启动注胶头14进行注胶,启动动力机构一3驱动多个支撑垫2同时转动,对多个端盖进行同时注胶,注胶完毕后,启动动力机构二5驱动底板4带动限位座41向下移动,电动伸缩杆18驱动机械手组件19将注胶完毕的端盖放入出料架15。此处需要特别说明的是,机械手组件19属于现有技术,在此不再赘述,只要能实现将注胶完毕的端盖转移到出料架15上即可。
24.动力机构一3包括固定套接于轴杆一21的底端的齿轮一31,圆筒1的内侧固连有限位架32,限位架32的内侧转连接有轴杆二33,轴杆二33的底端固定套接有齿轮二34,轴杆二33的顶端固定套接有与多个齿轮一31相啮合的齿轮三35,且齿轮一31、齿轮二34和齿轮三35的大小相同,圆筒1的内侧固连有支撑板一36,支撑板一36的顶部固连有电机37,电机37的输出端固定套接有与齿轮二34啮合的不完整齿轮38,启动注胶头14对端盖进行注胶,启动电机37,带动不完整齿轮38转动,当不完整齿轮38与齿轮二34啮合时带动齿轮二34转动,通过轴杆二33带动齿轮三35转动,从而带动多个齿轮一31转动,通过轴杆一21带动支撑垫2顶部的端盖转动,对端盖进行转动注胶,注胶完毕后,不完整齿轮38与齿轮二34分离,多个支撑垫2停止转动,动力机构二5带动底板4和多个限位座41向下移动,使得限位座41的顶部与圆板16平齐,电动伸缩杆18伸展,机械手组件19对端盖进行夹持,然后将端盖放入出料架15,进料传送带11继续将未注胶的端盖投入支撑垫2顶部。
25.动力机构二5包括固连于圆筒1的内侧的支撑板二51,支撑板二51的顶部固连有气缸52,气缸52的输出端与底板4的底部固连,启动气缸52,气缸52的输出端推动底板4向上移动,从而带动多个限位座41向上移动,对支撑垫2的周围进行遮挡,使得端盖从进料传送带11上落在支撑垫2的顶部后,能对端盖的位置进行限位,避免注胶的位置出现偏差,注胶完毕后,气缸52的输出端带动底板4和多个限位座41向下移动,使得限位座41的顶部与圆板16平齐,电动伸缩杆18伸展,机械手组件19对端盖进行夹持,然后将端盖放入出料架15,对注胶完毕的端盖进行收集。不完整齿轮38的齿牙与齿轮二34的齿牙相同,使得每次不完整齿轮38与齿轮三35从啮合到分离的过程,齿轮三35正好转动一周,从而通过支撑垫2带动端盖转动一周,避免转动较多而产生注胶不均匀的情况。支撑垫2的顶部设置有橡胶皮层,增大支撑垫2与滤芯端盖底部的摩擦,避免摩擦较小而不能带动端盖正常转动。圆孔42的直径大于轴杆一21的顶部直径,使得限位座41在上下移动的过程均不与轴杆一21接触,避免因为摩擦等问题影响轴杆一21的正常转动。
26.工作原理:使用时,启动气缸52,气缸52的输出端推动底板4向上移动,从而带动多个限位座41向上移动,对支撑垫2的周围进行遮挡,多个进料传送带11将端盖投入支撑垫2
顶部,使得端盖从进料传送带11上落在支撑垫2的顶部后,限位座41能对端盖的位置进行限位,避免注胶的位置出现偏差,启动注胶头14对端盖进行注胶,启动电机37,带动不完整齿轮38转动,当不完整齿轮38与齿轮二34啮合时带动齿轮二34转动,通过轴杆二33带动齿轮三35转动,从而带动多个齿轮一31转动,通过轴杆一21带动支撑垫2顶部的端盖转动,对多个端盖进行同时转动注胶;
27.注胶完毕后,不完整齿轮38与齿轮二34分离,多个支撑垫2停止转动,气缸52的输出端带动底板4和多个限位座41向下移动,使得限位座41的顶部与圆板16平齐,电动伸缩杆18伸展,机械手组件19对端盖进行夹持,然后将端盖放入出料架15,对注胶完毕的端盖进行收集。
28.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
29.以上内容仅仅是对本实用新型所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离实用新型或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
