1.本实用新型涉及一种用于对数控滚齿机的切削功率进行在线测量的系统,属于切削功率在线测量技术领域。
背景技术:
2.滚齿加工作为齿轮加工工艺过程中的粗加工和半精加工工步,其重要性不言而喻。滚齿加工的加工效率和加工精度的提升会极大地促进齿轮制造业的发展。对滚齿加工过程的切削功率进行实时监控可以监控滚刀实时的磨损状态,提高被加工齿轮的精度,为换刀提供更合理的依据,降低刀具重磨和报废所带来的成本。
3.数控机床传统的切削功率测量方法需要安装力传感器(或者力矩传感器)间接测量切削功率,这样不仅增加成本,同时影响机床刚性。
技术实现要素:
4.本实用新型针对现有数控机床切削功率测量技术存在的不足,提供一种简单可靠的数控滚齿机切削功率的在线测量系统。
5.本实用新型的数控滚齿机切削功率的在线测量系统,采用以下技术方案:
6.该测量系统,包括电流传感器、电压传感器、数据采集器和信号处理系统,电流传感器串联在滚齿机主轴电机变频器的输出端线路u端和v端中,电压传感器并联在滚齿机主轴电机变频器的输出端线路uw之间和vw之间,各电流传感器和电压传感器均与数据采集器连接,数据采集器与信号处理系统连接。
7.电压传感器和电流传感器对主轴电机变频器的瞬时电流和瞬时电压进行测量,各传感器在测量的同时也将强电转化为弱电,数据采集器采集传感器测得的弱电信号,数据采集器采集测得的电压和电流信号并输入到信号处理系统,信号处理系统将测得的电压和电流信号进行运算获得主轴电机消耗的功率。
8.所述电流传感器采用过孔式霍尔电流传感器,所述电压传感器采用三相霍尔电压传感器。
9.所述电压传感器的输入端与滚齿机主轴电机的变频器输出端一并接入滚齿机主轴电机断路器的输入端。
10.上述测量系统通过测量滚齿机主轴电机的三相电压和三相电流间接得到切削功率,具体过程是:
11.测量滚齿机主轴电机输入端线路瞬时电压为u(t)和瞬时电流为i(t),则测量的滚齿机主轴电机的瞬时功率为p(t)为:
12.p(t)=u1(t)i1(t) u2(t)i2(t),
13.在滚刀空转的阶段,主轴电机消耗的功率由转速决定,在转速一定的情况下,测得的主轴电机消耗的功率为一恒定值;为计算滚齿加工过程中主运动所消耗的功率,需要测量出一定转速下滚齿机主轴电机空转时消耗的功率p2,以及同样转速下滚齿加工时主轴电
机消耗的功率p1,滚齿加工主运动所消耗的功率即为p1与p2的差,
14.δp=p
2-p1。
15.本实用新型利用电压传感器和电流传感器测量滚齿机主轴电机变频器输出线路的电流和电压,利用数据采集器采集测得的电压和电流信号并将信号输入到计算机端的信号处理系统,信号处理系统将测得的电压和电流信号进行运算,从而获得主轴电机消耗的功率。
16.本实用新型只要通过分别测量相同转速下滚齿机空转情况和加工状态下主轴电机所消耗的功率即可获得滚齿机的切削功率,简单可靠,测量精度高。
附图说明
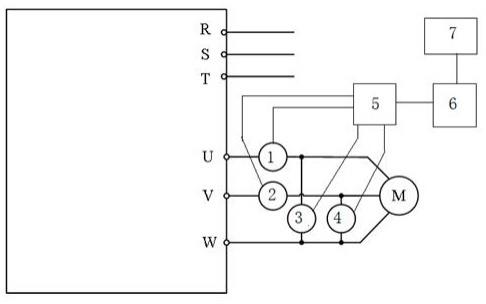
17.图1是本实用新型数控滚齿机切削功率的在线测量系统的测量原理示意图。
18.图2是本实用新型数控滚齿机切削功率的在线测量系统的结构原理示意图。
19.图3是滚齿加工过程中主轴电机消耗功率的测量结果示意图。
20.图中:1.第一霍尔电流传感器,2.第二霍尔电流传感器,3.第一霍尔电压传感器,4.第二霍尔电压传感器,5.数据采集器,6.信号处理系统,7.计算机。
具体实施方式
21.本实用新型数控滚齿机切削功率的在线测量系统,是将测得的滚齿机主轴电机瞬时电压和瞬时电流做运算得到主轴电机所消耗的瞬时功率。其测量原理是按照图1所示的三相三线制三相功率测量。机床电柜引入的三相电经变压器变压后引入主轴电机的变频器。变频器的输入端rst接三相电源,输出端uvw接主轴电动机。uvw端处的电压、电流与输入主轴电机的电压、电流一致。因此,在变频器输出端uvw测量的功率即为滚齿机主轴电机旋转消耗的功率。在u、v、w中两根线上接电流表,剩余一根线不接;同时利用电压表分别测量该线与其余两线之间的电压。
22.该测量系统,如图2所示,主要由以下几部分组成:1)霍尔电压传感器;2)霍尔电流传感器;3)数据采集器,测量时采样频率为1000hz;5)信号处理系统,用于记录并处理数据采集器采集的信号。变频器输出端线路u、v中分别串联第一霍尔电流传感器1和第二霍尔电流传感器2,在uw和vw两线路之间分别并联第一霍尔电压传感器3和第二霍尔电压传感器4,对主轴电机的瞬时电流、瞬时电压进行测量,传感器在测量的同时也将强电转化为弱电。第一霍尔电流传感器1、第二霍尔电流传感器2、第一霍尔电压传感器3和第二霍尔电压传感器4均与数据采集器5连接。数据采集器5用于采集传感器测得的弱电信号,电压和电流的采集各需要占用数据采集器5上的两个通道。数据采集器5与计算机7端的信号处理系统6依次连接。数据采集器5采集的数据将保存至计算机7中。
23.第一霍尔电流传感器1和第二霍尔电流传感器2采用过孔式(开口式)霍尔电流传感器,第一霍尔电压传感器3和第二霍尔电压传感器4采用三相霍尔电压传感器。数据采集器5采用usb3131a型数据数据采集器,另外给数据采集器和传感器进行供电的外部电源选用直流24v开关电源。
24.测量系统在ykx3132m滚齿机电柜上的连线如图2所示。霍尔电压传感器的输入端与滚齿机主轴电机的变频器输出端一并接入滚齿机主轴电机断路器的输入端;变频器输出
端的u、v两线穿过霍尔电流传感器的中心通孔。
25.记测量获得的滚齿机主轴电机的瞬时功率为p(t),测得的主轴电机输入端线路瞬时电压为u(t),瞬时电流为i(t),则测量的功率的计算方程为:
26.p(t)=u1(t)i1(t) u2(t)i2(t),
27.在计算机7上搭载的测量系统中,将测得的滚齿机主轴电机瞬时电压和瞬时电流做运算就可得到主轴电机所消耗的瞬时功率。
28.在滚刀空转的阶段,主轴电机消耗的功率由转速决定,在转速一定的情况下,测得的主轴电机消耗的功率为一恒定值。为计算滚齿加工过程中主运动所消耗的功率,需要测量出一定转速下滚齿机主轴电机空转时消耗的功率p2,以及同样转速下滚齿加工时主轴电机消耗的功率p1,滚齿加工主运动所消耗的功率即为p1与p2的差。
29.δp=p
2-p1。
30.滚齿加工过程中主轴电机消耗功率的测量结果如图3所示。其中切削参数为转速为150r/min,进给速度15mm/r,切深5.3mm,逆铣;实验所用齿坯材料为20crmoh,实验用滚刀材料为m35,热处理后硬度为hrc 64.5~66,滚齿时采用yq-4切削液。根据计算,该条件下,主轴电机切削所消耗的平均功率为547w。
技术特征:
1.一种数控滚齿机切削功率的在线测量系统,其特征是:包括电流传感器、电压传感器、数据采集器和信号处理系统,电流传感器串联在滚齿机主轴电机变频器的输出端线路u端和v端中,电压传感器并联在滚齿机主轴电机变频器的输出端线路u端和w端之间以及v端和w端之间,各电流传感器和电压传感器均与数据采集器连接,数据采集器与信号处理系统连接。2.根据权利要求1所述的数控滚齿机切削功率的在线测量系统,其特征是:所述电流传感器采用过孔式霍尔电流传感器。3.根据权利要求1所述的数控滚齿机切削功率的在线测量系统,其特征是:所述电压传感器采用三相霍尔电压传感器。4.根据权利要求1所述的数控滚齿机切削功率的在线测量系统,其特征是:所述电压传感器的输入端与滚齿机主轴电机的变频器输出端一并接入滚齿机主轴电机断路器的输入端。
技术总结
一种数控滚齿机切削功率的在线测量系统,包括电流传感器、电压传感器、数据采集器和信号处理系统,电流传感器串联在滚齿机主轴电机变频器的输出端线路U端和V端中,电压传感器并联在滚齿机主轴电机变频器的输出端线路UW之间和VW之间,各电流传感器和电压传感器均与数据采集器连接,数据采集器与信号处理系统连接。本实用新型利用电压传感器和电流传感器测量滚齿机主轴电机变频器输出线路的电流和电压,利用数据采集器采集测得的电压和电流信号并将信号输入到计算机端的信号处理系统,信号处理系统将测得的电压和电流信号进行运算,从而获得主轴电机消耗的功率。而获得主轴电机消耗的功率。而获得主轴电机消耗的功率。
技术研发人员:唐贤康 赵军 孙显顺 张自健
受保护的技术使用者:山东大学
技术研发日:2022.06.29
技术公布日:2022/10/28
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。