1.本实用新型涉及饮水机领域,特别是一种饮水机壳体组装结构。
背景技术:
2.目前,大多茶吧饮水机的壳体由内架、顶盖、底板、一个门板、三块围板构成。在组装茶吧饮水机的壳体时,是通过螺钉将三块围板分别固定在内架的左右侧壁与后侧壁上的,而顶盖与底板也是通过螺钉分别固定在内架的顶部、底部的,并将门板铰接在内架的前壁上。在这样的壳体中,需要用到大量的螺钉来固定顶盖、底板、三块围板,由于螺钉的锁定过程比较繁琐,所以壳体的组装也比较繁琐,这就需要用到很多时间来锁定螺钉,从而易导致茶吧饮水机的组装效率很低。同时,在壳体组装完成后,会在围板与围板之间、底板与各围板之间存在缝隙,这些缝隙易藏纳污垢,这就易给茶吧饮水机的清洁带来不便。且这些缝隙会影响到茶吧饮水机的美观性与档次,从而易影响到茶吧饮水机的市场竞争力。因此,十分有必要重新设计饮水机的壳体。
技术实现要素:
3.本实用新型的目的在于解决上述问题和不足,提供一种饮水机壳体组装结构,该饮水机壳体组装结构上采用了一体成型的c型后壳、内胆,这样能大大减少螺钉的使用,从而能有效地提高饮水机壳体的组装效率,且这样能大大减少饮水机壳体上的缝隙,这不仅能减少污垢藏纳、便于清洁,还能提高美观性、档次与市场竞争力,其具有结构简单、制造组装方便、可靠性高、适用性强等优点。
4.本实用新型的技术方案是这样实现的:
5.一种饮水机壳体组装结构,其特点在于包括一体成型的c型后壳、内胆、门板,其中c型后壳的内壁围合形成有腔口朝前的定位腔,所述内胆的前壁上开设有安放腔,所述内胆嵌装在定位腔中,所述内胆与定位腔的腔壁之间预留有藏纳腔,所述门板遮盖在安放腔的腔口上,并将门板铰接在内胆或c型后壳上。
6.优选地,所述内胆的后上端上开设有让位缺口,所述让位缺口的口壁与定位腔的腔壁之间形成了藏纳腔,所述c型后壳的顶部盖装有顶盖。
7.优选地,所述定位腔的左右上腔壁上分别开设有卡装槽,所述顶盖底部的左右端上分别设置有定位钩体,并使各定位钩体挂装在对应的卡装槽上。
8.优选地,所述定位腔的左右槽壁上分别设置有若干锁定凸耳,所述内胆的左右侧壁上分别设置有定位凸条,各定位凸条上分别穿置有螺钉,并使螺钉的螺纹端穿过定位凸条后螺接于锁定凸耳上。
9.优选地,所述定位腔的左右槽壁上分别设置有若干卡装条,各卡装条的前壁上分别开设有卡装缺口,各定位凸条的后壁上分别设置有定位条,并使各定位条分别嵌装在对应的卡装缺口上。
10.优选地,所述内胆的侧壁上设置有加强筋,并使加强筋的前端与定位凸条相接。
11.优选地,所述内胆的前壁上还开设有安放槽,并使门板同时遮盖在安放槽的槽口上。
12.优选地,所述内胆为一体成型结构。
13.优选地,所述安放腔的腔壁上开设有贯穿至藏纳腔中的穿置孔。
14.优选地,所述定位腔的下腔壁上设置有凸条部,所述内胆的底部搭接于凸条部上。
15.本实用新型的有益效果:在该饮水机壳体组装结构中,采用了一体成型的c型后壳,这就不需要用到围板,以及能大大减少螺钉的使用,这能大大降低饮水机壳体组装的繁琐程度,从而能起到缩短组装时间的目的,进而有助于提高饮水机壳体组装的便利性与效率。
16.且采用一体成型的c型后壳、及其与内胆的组装结构后,不仅能保证饮水机壳体具有高的结构强度,还能避免饮水机壳体的后侧边、及下侧边存在缝隙,从而能大大减少饮水机壳体上的缝隙,这不仅能减少污垢藏纳,还能便于清洁,以及能提高美观性、档次与市场竞争力,该饮水机壳体组装结构的可靠性与适用性十分好。
17.通过藏纳腔的预留,这样能方便饮水机其它配件的藏纳,以避免其它配件直接暴露在外,从而能更好地构成饮水机壳体,这也有助于提高该饮水机壳体组装结构的适用性与安全性。
18.同时,该饮水机壳体组装结构的整体结构还比较简单,这能方便饮水机壳体组装结构的制造。
附图说明
19.图1为本实用新型中饮水机壳体组装结构的立体结构示意图。
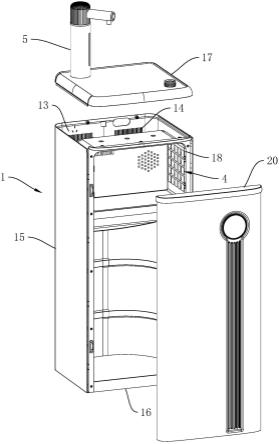
20.图2为本实用新型中饮水机壳体组装结构的拆分结构示意图。
21.图3为本实用新型中饮水机壳体组装结构的部分结构示意图。
22.图4为本实用新型图3中a部分的放大结构示意图。
23.图5为本实用新型图3中b部分的放大结构示意图。
24.图6为本实用新型图3中c部分的放大结构示意图。
25.图7为本实用新型图3中d部分的放大结构示意图。
26.图8为本实用新型中顶盖的立体结构示意图。
27.图9为本实用新型图8中e部分的放大结构示意图。
28.图10为本实用新型中内胆的立体结构示意图。
具体实施方式
29.如图1至图3所示,本实用新型所述的一种饮水机壳体组装结构,包括一体成型的c型后壳1、内胆2、门板3,其中c型后壳1的内壁围合形成有腔口朝前的定位腔11,所述内胆2的前壁上开设有安放腔21,所述内胆2嵌装在定位腔11中,所述内胆2与定位腔11的腔壁之间预留有藏纳腔10,所述门板3遮盖在安放腔21的腔口上,并将门板3铰接在内胆2或c型后壳1上。
30.在该饮水机壳体组装结构中,采用了一体成型的c型后壳1,这就不需要用到围板,以及能大大减少螺钉的使用,这能大大降低饮水机壳体组装的繁琐程度,从而能起到缩短
组装时间的目的,进而有助于提高饮水机壳体组装的便利性与效率。
31.且采用一体成型的c型后壳1、及其与内胆2的组装结构后,不仅能保证饮水机壳体具有高的结构强度,还能避免饮水机壳体的后侧边、及下侧边存在缝隙,从而能大大减少饮水机壳体上的缝隙,这不仅能减少污垢藏纳,还能便于清洁,以及能提高美观性、档次与市场竞争力,该饮水机壳体组装结构的可靠性与适用性十分好。
32.通过藏纳腔10的预留,这样能方便饮水机其它配件的藏纳,以避免其它配件直接暴露在外,从而能更好地构成饮水机壳体,这也有助于提高该饮水机壳体组装结构的适用性与安全性。
33.同时,该饮水机壳体组装结构的整体结构还比较简单,这能方便饮水机壳体组装结构的制造。
34.如图1至图3所示,所述c型后壳1呈竖向布置,并使c型后壳1的开口朝前。这就能保证定位腔11的腔口朝前,从而就能很好地构成后壳,进而就能很好地满足实际使用的需求。
35.如图1、图2与图10所示,所述内胆2的后上端上开设有让位缺口22,所述让位缺口22的口壁与定位腔11的腔壁之间形成了藏纳腔10,所述c型后壳1的顶部盖装有顶盖4。这样能保证藏纳腔10位于c型后壳1的上侧,从而能方便在藏纳腔10中安装、拆卸饮水机的其它配件,进而有助于进一步提高组装、维护的便利性。通过顶盖4的设置,能对藏纳腔10遮盖作用,以避免其它配件暴露在外,从而能避免使用者直接接触到,这有助于提高安全性与使用寿命。
36.如图1、图2与图8所示,所述藏纳腔10中可以布置水泵20、控制电路板30与加热装置等,所述水泵20、控制电路板30与加热装置既可以固定在藏纳腔10的腔壁上、又可以固定在顶盖4的底面上,所述顶盖4的顶面上可供出水龙头40安装。这样就能很好地满足相关配件的组装需求,从而就能很好地满足实际使用的需求。
37.如图1至图3、图6、图8与图9所示,所述定位腔11的左右上腔壁上分别开设有卡装槽12,所述顶盖4底部的左右端上分别设置有定位钩体41,并使各定位钩体41挂装在对应的卡装槽12上。这样有助于提高顶盖4安装定位的便利性、稳定性与可靠性,这有助于进一步提高该饮水机壳体组装结构的可靠性与适用性。
38.如图2至图7所示,所述定位腔11的左右槽壁上分别设置有若干锁定凸耳13,所述内胆2的左右侧壁上分别设置有定位凸条23,各定位凸条23上分别穿置有螺钉24,并使螺钉24的螺纹端穿过定位凸条23后螺接于锁定凸耳13上。这不仅能便于将内胆2与c型后壳1稳定、可靠地组装在一起,还能保证螺钉24锁定的稳定性与便利性,以及能避免螺钉24直接暴露在外,这有助于进一步提高该饮水机壳体组装结构的可靠性与适用性。
39.如图2、图3与图5所示,所述顶盖4也可以通过螺钉24进行固定。所述内胆2的前上壁上设置有搭接凸部25,该搭接凸部25上穿置有螺钉24,并使这里的螺钉24穿过搭接凸部25后螺接在顶盖4的底面上。所述c型后壳1的后上端上也穿置有螺钉24,并使这里的螺钉24穿过c型后壳1后螺接于内胆2上。这样能进一步提高顶盖4安装定位的稳定性与可靠性,从而有助于进一步提高该饮水机壳体组装结构的可靠性。
40.如图2至图6、图10所示,所述定位腔11的左右槽壁上分别设置有若干卡装条14,各卡装条14的前壁上分别开设有卡装缺口141,各定位凸条23的后壁上分别设置有定位条231,并使各定位条231分别嵌装在对应的卡装缺口141上。这样能便于将内胆2与c型后壳1
更为稳定地组装在一起,避免拼接处发生错位、变形,从而能避免拼接处存在大的缝隙,这有助于进一步提高该饮水机壳体组装结构的可靠性与适用性。
41.如图3、图7与图10所示,所述内胆2的侧壁上设置有加强筋26,并使加强筋26的前端与定位凸条23相接。通过加强筋26的设置,不仅能起到加强内胆2结构强度的目的,还能提高定位凸条23定位的稳定性与可靠性,从而有助于进一步提高内胆2安装定位的可靠性与稳定性,进而有助于进一步提高该饮水机壳体组装结构的可靠性与使用寿命。
42.如图2、图3与图7所示,所述门板3通过铰链50铰接在定位凸条23上。这样就能很好地满足门板3的安装与开合需求,从而就能很好地满足实际使用的需求。
43.如图1至图3所示,所述内胆2的前壁上还开设有安放槽27,并使门板3同时遮盖在安放槽27的槽口上。通过安放槽27的设置,这可以供其它水杯、茶叶等放置,从而能使饮水机壳体组装结构满足更多的使用需求,进而有助于进一步提高该饮水机组装结构的适用性。
44.如图3与图10所示,所述内胆2为一体成型结构。这样不仅能提高内胆的结构强度,还能提高内胆2制造的便利性,从而有助于进一步提高饮水机壳体组装结构的可靠性与使用寿命。
45.在实际制造过程中,可以采用注塑成型分别一体成型出内胆2、c型后壳1。这样就能很好地得到一体成型的内胆2与c型后壳1。
46.如图2、图3与图10所示,所述安放腔21的腔壁上开设有贯穿至藏纳腔10中的穿置孔211。通过穿置孔211的设置,这就能方便水管的布置,从而能方便安放腔21中的水桶与藏纳腔10中的供水组件更方便地对接连通,进而有助于进一步提高该饮水机壳体组装结构组装的便利性。
47.如图1至图4所示,所述定位腔11的下腔壁上设置有凸条部15,所述内胆2的底部搭接于凸条部15上。这能提高内胆2与c型后壳1组装的准确性、稳定性与可靠性,从而有助于进一步提高该饮水机壳体组装结构的可靠性。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。