1.本发明涉及压缩粘结磁铁的制造方法等。
背景技术:
2.为了实现高性能化、节能化等,多采用使用了稀土磁铁的电磁设备(电动机等)。稀土磁铁有使稀土磁铁粉末烧结而成的烧结磁铁、以及利用粘合剂树脂使稀土磁铁粉末粘结而成的粘结磁铁。粘结磁铁的形状自由度大,成形性也比烧结磁铁优良。
3.粘结磁铁主要有将磁铁粉末与热塑性树脂的熔融混合物注射到电磁构件的腔室(转子铁芯的槽等)中成形而成的注射粘结磁铁、以及将磁铁粉末与热固性树脂的混合物或混炼物在模具的腔室内压缩成形而成的压缩粘结磁铁。压缩粘结磁铁由于使用热固性树脂,因此耐热性比注射粘结磁铁优良。
4.对于压缩粘结磁铁而言,通常,为了实现磁特性(特别是br)的提高,通过对减少了树脂量而增多了磁铁粉末量(简称为“磁铁量”)的复合物进行高压成形来制造。在下述专利文献1中有与这样的现有的压缩粘结磁铁相关的记载。
5.现有技术文献
6.专利文献
7.专利文献1:日本专利第3731597号公报
8.专利文献2:日本特开2006-49554号公报
技术实现要素:
9.发明所要解决的问题
10.专利文献1提出了一种压缩粘结磁铁,其中,将磁铁量设定为97.5~98.5质量%(树脂量:1.5~2.5质量%),将成形压力设定为392~892mpa。该压缩粘结磁铁的剩余磁通密度(br)为1.0t,足够大,但使该br退磁10%的反向磁场(hk)小至280ka/m。这样,对于减少树脂量而增多磁铁量(约98质量%)并进行高压成形而成的压缩粘结磁铁而言,不能以高水平兼顾br和hk。
11.另外,与这样的高压成形而成的粘结磁铁相对,在上述专利文献2中有关于低压成形而成的粘结磁铁的记载。专利文献2为了实现齿槽转矩的降低等而提出了一种粘结磁铁,其中,例如,将磁铁量设定为96.5~97.0质量%、将树脂量设定为3~3.5质量%,并且在15~50mpa的低压下进行成形。但是,即使是这样的粘结磁铁,磁铁量仍然多,难以以高水平兼顾br和hk。
12.本发明是鉴于这样的情况而完成的,目的在于提供可以得到能够以高水平兼顾br和hk的压缩粘结磁铁的制造方法等。
13.用于解决问题的方法
14.本发明人为了解决上述问题进行了深入研究,结果通过将磁铁量和成形压力(压缩力)设定到与以往不同的范围内,成功地得到使br和作为相对于反向磁场的有效磁通密
度b的指标的hk足够大的压缩粘结磁铁。通过发展该成果,完成了以下描述的本发明。
15.《压缩粘结磁铁的制造方法》
16.(1)本发明是一种压缩粘结磁铁的制造方法,其具备:将由通过将磁铁粉末与能够使该磁铁粉末粘结的粘合剂树脂以颗粒状混合而得到的复合物或该复合物的预成形体构成的粘结磁铁原料放入腔室中的收容工序;以及将该腔室内的粘结磁铁原料在加热取向磁场中进行压缩的成形工序,所述制造方法中,该粘结磁铁原料中,该磁铁粉末相对于该磁铁粉末与该粘合剂树脂的合计的质量比例为90~95.7质量%,该磁铁粉末包含平均粒径为40~200μm的粗粉末和平均粒径为1~10μm的微粉末,该粗粉末相对于该粗粉末与该微粉末的合计的质量比例为60~90质量%,该粗粉末包含经氢处理后的稀土各向异性磁铁粉末,该粘合剂树脂包含热固性树脂,该成形工序在将压缩力设定为8~70mpa、将加热温度设定为120~200℃的条件下进行。
17.(2)通过本发明的制造方法得到的压缩粘结磁铁(也简称为“粘结磁铁”)表现出以高水平兼顾br和hk的优良的磁特性。需要说明的是,hk表示使br降低10%的反向磁场的大小,是相对于反向磁场的有效磁通密度b的指标。
18.另外,在本发明的成形工序中,由于施加的压缩力低,因此腔室或构成腔室的壳体的变形(尺寸变化)也小。因此,根据本发明的制造方法,对于粘结磁铁本身或者粘结磁铁与构成腔室的壳体一体化而成的磁构件(磁场元件等),容易确保尺寸精度。
19.《压缩粘结磁铁》
20.本发明也可以理解为压缩粘结磁铁。例如,本发明可以是一种压缩粘结磁铁,其是利用粘合剂树脂使磁铁粉末粘结而得到的压缩粘结磁铁,其中,该磁铁粉末相对于该磁铁粉末与该粘合剂树脂的合计的质量比例为90~95.7质量%,该磁铁粉末包含平均粒径为40~200μm的粗粉末和平均粒径为1~10μm的微粉末,该粗粉末相对于该粗粉末与该微粉末的合计的质量比例为60~90质量%,该粗粉末包含经氢处理后的稀土各向异性磁铁粉末,该粘合剂树脂包含热固性树脂。
21.对于本发明的压缩粘结磁铁而言,例如,br可以为0.70t(7.0kg)以上、0.72t(7.2kg)以上、0.74t(7.4kg)以上、0.76t(7.6kg)以上、0.78t(7.8kg)以上、0.80t(8.0kg)以上。另外,其hk例如可以为535ka/m以上、540ka/m以上、进一步为545ka/m以上。
22.《磁构件》
23.本发明还可以理解为压缩粘结磁铁与具有腔室的壳体一体化而成的磁构件(电磁构件等)。作为磁构件的一例,有具备具有腔室的壳体和填充(一体成形)在该腔室中的压缩粘结磁铁的磁场元件。
24.磁场元件例如是电动机的转子(rotor)或定子(stator)。电动机不仅包括电机(motor),还包括发电机。电动机可以是直流电动机,也可以是交流电动机。在磁场元件为转子的情况下,例如,壳体为转子铁芯,腔室为形成于转子铁芯的槽。转子可以是内转子,也可以是外转子。
25.《其他》
26.只要没有特别说明,本说明书中所述的“x~y”包含下限值x和上限值y。可以将本说明书中记载的各种数值或数值范围内所含的任意数值作为新的下限值或上限值而新设置“a~b”这样的范围。另外,只要没有特别说明,本说明书中所述的“x~yμm”是指xμm~yμ
m。对于其他单位制(ka/m、koe等)也是同样。
附图说明
27.图1是示出br和hk不同的三种永磁铁的b-h曲线和j-h曲线以及工作线的说明图。
28.图2是示出粘结磁铁的br分布、磁铁量和压缩力的关系的示意图。
29.图3是示出实施例的各粘结磁铁的磁铁量和压缩力与它们的br和hk的散点图。
30.图4a是观察试样24的粘结磁铁的截面而得到的sem图像。
31.图4b是观察比较试样的粘结磁铁的截面而得到的sem图像。
32.图5是槽中一体成形有粘结磁铁的ipm用转子的外观照片。
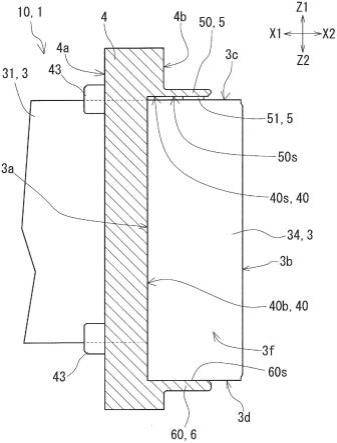
33.图6是示出为了比较低压压缩成形而得到的粘结磁铁与注射成形而得到的粘结磁铁的各取向率而使用的转子铁芯的一部分的截面图。
具体实施方式
34.可以将从本说明书中记载的事项中任意选择的一个或两个以上技术特征补充到上述本发明的构成中。与制造方法有关的技术特征也可成为与产品有关的技术特征。哪个实施方式是最佳的,根据对象、要求性能等而不同。
35.《粘结磁铁的评价指标/br、bd、hk》
36.为了确保由磁场元件和电枢构成的电磁设备(例如电动机)的输出,对于该磁场元件中使用的永磁铁而言,通常要求不仅剩余磁通密度(简称为“br”)大,而且要求工作点磁通密度(简称为“bd”)也大。关于这点,以永磁铁内置型同步电机(ipm/简称为“电机”)的转子中使用的永磁铁为例,参照图1进行说明。图1中,针对磁特性不同的三种永磁铁(“磁铁1”、“磁铁2”、“磁铁3”),示出磁化曲线(j-h曲线)、退磁曲线(b-h曲线)和工作线(磁导直线/pc:磁导系数)。对于各磁铁的br、bd、hk,分别标记对应的后缀(1~3)而表示。图1中示出了各磁铁的磁特性为br1=br2<br3、磁铁1的方形度最优良的情况。
37.在电机工作时,从电枢向转子内的永磁铁施加反向磁场(hex)。此时,bd1>bd3>bd2。即,与br大的磁铁3相比,方形度优良的磁铁1的bd变大。但是,这样的bd根据由电机的各要素决定的磁导系数pc、以及由电机的用途、运转条件等决定的电流值范围而不同。因此,作为评价永磁铁本身的物性(磁特性)的指标,bd未必适当。
38.因此,在本说明书中,利用作为磁化电势的指标的br、以及作为不依赖于电磁设备(电机等)的规格(各要素等)的耐反向磁场性的指标的hk来评价永磁铁(粘结磁铁)。需要说明的是,如上所述,hk是粘结磁铁的剩余磁通密度br降低10%时的反向磁场的大小。hk与反向磁场从电枢发生作用时的实际有效的磁通密度b的供给力有关。
39.例如,从图1所示的各磁铁的j-h曲线求出hk时,与br大的磁铁3相比,方形度优良的磁铁1的hk变得足够大。即,可知hk成为作为电机等中使用的粘结磁铁的特性重要的方形度的确切的指标。
40.《粘结磁铁原料》
41.粘结磁铁原料可以是复合物,也可以是复合物的预成形体。
42.复合物由将磁铁粉末和粘合剂树脂混合而成的颗粒构成。混合(工序)可以至少在粘合剂树脂发生软化的温度(玻璃化转变温度)以上且低于粘合剂树脂中所含的热固性树
脂发生固化的温度(固化温度)的温度(“混合温度”)下进行。虽然也依赖于粘合剂树脂(特别是热固性树脂)的种类、配合,但混合温度例如可以设定为40~120℃、进一步可以设定为80~100℃。
43.混合例如可以在不加压状态下一边加热一边进行。即使在使用间歇式混炼机的情况下,例如,也可以将复合物的投入量设定为处理槽的处理容积的75%以下、进一步设定为65%以下,在不加压的状态下使叶片旋转,进行加热混合。
44.预成形体由将上述复合物制成规定形态(形状、大小)而得到的块体构成。预成形体为与粘结磁铁类似的形态时,能够高效地进行收容工序。预成形体也可以是与粘结磁铁不类似的形态。例如,可以是在能够向腔室中填充、装填等的范围内细化后的分割体。这种情况下,无需对每个粘结磁铁准备专用的预成形体,预成形体的通用性提高。
45.预成形(工序)也可以在磁铁粒子不容易产生裂纹等损伤的条件下进行。例如,可以在2mpa以下、进一步为0.5mpa以下对复合物进行加压而进行预成形。需要说明的是,预成形通常对填充在与对粘结磁铁进行成形的腔室不同的腔室内的复合物进行加压来进行。
46.《磁铁粉末》
47.磁铁粉末包含平均粒径不同的粗粉末和微粉末,粗粉末中包含经氢处理后的稀土各向异性磁铁粉末。
48.粗粉末的平均粒径例如为40~200μm、进一步为80~160μm。微粉末的平均粒径例如为1~10μm、进一步为2~6μm。本说明书中所述的平均粒径通过激光衍射式粒度分布测定装置(株式会社日本激光制造的helos)测定(使用夫琅禾费(fraunhofer)法的测定)来确定。
49.粗粉末相对于粗粉末与微粉末的合计(或磁铁粉末整体)的质量比例例如为60~90质量%、进一步为75~85质量%。换言之,微粉末相对于该合计的质量比例例如为10~40质量%、进一步为15~25质量%。
50.磁铁粉末整体的质量比例相对于粘结磁铁原料(粘结磁铁)的整体(磁铁粉末与粘合剂树脂的合计)例如为90~95.7质量%、91~95质量%、91.5~94.5质量%、92~94质量%、进一步为92.5~93.5质量%。磁铁量过少(例如小于90质量%)时,成形时树脂容易从模具与冲头的间隙渗出,容易产生毛刺。磁铁量过多(例如超过95.7质量%)时,hk急剧降低。该倾向在压缩力过大(例如超过70mpa)的区域变得显著。
51.如果使粗粉末和微粉末的各粒径及比例、相对于粘结磁铁原料(粘结磁铁)整体的磁铁量(树脂量)为规定范围内,则即使在低压成形的情况下也可以得到磁特性(剩余磁通密度br、hk等)优良的粘结磁铁。
52.粗粉末和微粉末可以使用各种磁铁粉末。根据本发明的制造方法,即使含有经氢处理后的稀土各向异性磁铁粉末作为粗粉末,也能够抑制该磁铁粒子的破裂等。氢处理主要伴随有基于吸氢的歧化反应(hydrogenation-disproportionation(氢化-歧化)/也简称为“hd反应”)、以及基于脱氢的再结合反应(desorption-recombination(解吸-再结合)/也简称为“dr反应”)。将hd反应和dr反应一并简称为“hddr反应”。另外,将发生hddr反应的氢处理简称为“hddr(处理)”。
53.需要说明的是,只要没有特别说明,本说明书中所述的hddr中也包括作为改良型的d-hddr(dynamic-hydrogenation-disproportionation-desorption-recombination,动
态-氢化-歧化-解吸-再结合)。关于d-hddr,例如在国际公开公报(wo2004/064085)等中有详细说明。
54.作为粗粉末的一例,有以nd、fe和b作为基本成分的ndfeb系各向异性磁铁粉末。作为微粉末的一例,有以sm、fe和n作为基本成分的smfen系各向异性磁铁粉末或者以sm和co作为基本成分的smco系各向异性磁铁粉末。
55.作为微粉末(一部分),可以使用进行了粒度调整的ndfeb系各向异性磁铁粉末。另外,作为磁铁粉末的一部分,可以包含稀土各向异性磁铁粉末以外的磁铁粉末(稀土各向同性磁铁粉末、铁氧体磁铁粉末等)。需要说明的是,本说明书中所述的基本成分可以换称为必要成分或主要成分。作为基本成分的元素的合计量通常相对于对象物(磁铁粒子)整体为80原子%以上、90原子%以上、93原子%以上、进一步为95原子%以上。需要说明的是,稀土磁铁粉末可以包含提高其矫顽力、耐热性等的元素(dy、tb等重稀土元素、cu、al、co、nb等)。
56.《粘合剂树脂》
57.通过使粘合剂树脂包含热固性树脂,粘结磁铁的耐热性等提高。热固性树脂有环氧树脂、酚醛树脂、三聚氰胺树脂、脲树脂、不饱和聚酯树脂等。代表性的环氧树脂通常为预聚物与固化剂的混合物,通过基于环氧基的交联网化而发生固化。作为环氧树脂的预聚物,例如可以使用酚醛清漆型、双酚a型、双酚f型、联苯型、萘型、脂肪族型、缩水甘油胺型等。作为环氧树脂的固化剂,例如可以使用胺类、酚类、酸酐类。
58.如果使用单液型环氧树脂,则可以通过固化处理(热固化工序)对热固化时期进行调整,能够进行高效的分批处理等。固化处理例如通过将成形工序后的粘结磁铁加热至130~250℃、进一步为150~230℃来进行。
59.另外,各磁铁粒子也可以用适合于粘合剂树脂的表面活性剂进行被覆处理。由此,能够提高软化或熔融后的树脂中的磁铁粒子的姿势变动性、磁铁粒子与树脂的结合性等。在使用环氧树脂的情况下,作为表面活性剂,例如可以使用钛酸酯类偶联剂、硅烷类偶联剂。需要说明的是,表面活性剂层的厚度可以为约0.1μm~约2μm。
60.《成形工序》
61.通过将收容在腔室内的粘结磁铁原料在加热取向磁场中进行压缩,可以得到期望形状的粘结磁铁。其压缩力(成形压力)例如为8~70mpa、10~65mpa、15~60mpa、20~50mpa、进一步为30~40mpa。
62.压缩力过小(例如小于8mpa)时,粘结磁铁的br、相对密度降低。压缩力过大(例如超过70mpa)时,hk降低。该倾向在磁铁量过多(例如磁铁粉末超过95.7质量%)的区域显著。另外,压缩力变得过大时,也可能会导致腔室的变形增大、磁铁粒子的破裂等。
63.另外,以往,如图2所示,认为压缩力越高、并且磁铁量越多,则粘结磁铁的br也越大。但是,本发明人发现,即使在压缩力小于100mpa的低压区域,通过使磁铁量为90~96质量%,也可以得到表现出达到峰值地高的br的粘结磁铁,从而完成了本发明。
64.成形工序中的加热温度例如为120~200℃、进一步为130~170℃。加热温度过小时,粘合剂树脂的软化或熔融变得不充分,可能会导致磁铁粒子的破裂、取向度的降低等。加热温度过大时,磁铁粒子的氧化劣化、热固性树脂的固化等可能会进行。
65.成形工序中的取向磁场通常向与粘结磁铁原料的压缩方向交叉的取向方向施加。取向磁场的大小例如为0.5~3t、进一步为1~2t。取向磁场是粘结磁铁进行成形的腔室的
内周面的磁通密度。关于取向磁场的磁源,除了电磁铁以外,还可以使用稀土永磁铁。
66.《粘结磁铁》
67.粘结磁铁例如相对密度可以为90%以上、95%以上、进一步为98%以上。相对密度的上限值为99.5%、进一步为100%。需要说明的是,相对密度(ρ/ρ0)是实际密度(ρ)相对于理论密度(ρ0)的比(百分率)。理论密度(ρ0)由构成粘结磁铁的磁铁粉末和粘合剂树脂的各真密度及它们的配合量求出。实际密度(ρ)由对成形(进而固化处理)后的粘结磁铁进行测定而得到的质量和体积求出。体积可以通过阿基米德法求出,但根据成形体的形状(尺寸)算出即可。
68.粘结磁铁可以在固化处理前或固化处理后进行磁化(磁化磁场:2~6t)。
69.《磁构件》
70.粘结磁铁可用于各种磁构件。通过将粘结磁铁一体成形在壳体(例如转子铁芯等)的腔室内,能够高效地制造磁构件。另外,通过粘结磁铁的低压成形,也可抑制构成腔室的壳体的变形。由此,可实现壳体的设计自由度的增大、磁构件的精度提高。作为这样的磁构件的代表例,有电动机(车辆驱动用电机、空调、家电产品用电机等)的磁场元件。
71.实施例
72.制作使磁铁量(树脂量)和压缩力发生了变化的两个以上试样(压缩粘结磁铁),对它们的特性进行测定、评价。基于这些具体例,以下对本发明进行详细说明。
73.《试样的制造》
74.(1)磁铁粉末和粘合剂树脂
75.作为磁铁粉末,准备作为进行氢处理(d-hddr)而制造的粗粉末的市售的ndfeb系各向异性磁铁粉末(爱知制钢株式会社制造的magfine/br:1.28t、ihc:1313ka/m、平均粒径:125μm)和作为微粉末的市售的smfen系各向异性磁铁粉末(住友金属矿山株式会社制造的smfen合金微粉c/br:1.35t、ihc:875ka/m、平均粒径:3μm)。
76.作为粘合剂树脂,准备作为热固性树脂的环氧树脂(日本化药株式会社制造的nc-3000l)。该树脂的软化点为60℃。
77.(2)粘结磁铁原料
78.制备将以8:2(质量比例/体积比例都大致相同)称量粗粉末和微粉末而得到的磁铁粉末与粘合剂树脂以表1所示的比例混合而成的粘结磁铁原料。表1所示的磁铁量是磁铁粉末相对于磁铁粉末(粗粉末和微粉末)与粘合剂树脂合计的混合物(粘结磁铁原料)整体的质量比例。
79.磁铁粉末与粘合剂树脂的混合是使捏合机低速旋转(10rpm)、在不加压状态下进行5分钟。此时,将捏合机的容器保持于90℃。这样,得到将磁铁粉末与粘合剂树脂熔融混合而成的复合物(熔融混合工序)。
80.(3)成形
81.将复合物装填到模具的腔室中(收容工序),在加热取向磁场中进行压缩成形(成形工序)。此时,模具(腔室内壁面)的温度设定为150℃,取向磁场设定为955ka/m,取向方向设定为与压缩方向(轴向)正交的方向(径向)。压缩力如表1所示对每个试样进行了变更。
82.需要说明的是,也可以使用复合物的预成形体,将粘结磁铁一体成形在转子铁芯的槽等中。预成形体例如通过将复合物填充到截面形状比该槽等略小的腔室内并进行加压
而得到(预成形工序)。
83.(4)固化处理
84.将从模具的腔室中取出的粘结磁铁原料的压缩成形体在大气中进行150℃
×
30分钟的加热。这样,得到使粘合剂树脂发生了热固化的粘结磁铁(表1所示的各试样)。
85.(5)磁化
86.对于各粘结磁铁,使用空芯线圈对磁铁施加6t的磁场,进行磁化。
87.《测定和观察》
88.(1)磁特性
89.使用直流bh示踪器(东英工业株式会社制造的trf-5bh-25auto)在常温下测定各试样的磁特性。将根据得到的b-h曲线而得到的br和hk一并示于表1中。
90.(2)观察
91.利用扫描电子显微镜(sem)观察各试样的粘结磁铁的截面。根据其sem图像判断与粗粉末(ndfeb系各向异性磁铁粉末)的磁铁粒子有关的破裂的有无。将该判定结果一并示于表1中。将试样24和后述的比较试样的sem图像分别例示在图4a和图4b(将两者统称为“图4”)中。
92.《评价》
93.针对表1所示的各试样,将磁铁量设为横轴、将压缩力设为纵轴,将br和hk的等高线示于图3中。等br线每0.01t示出一次,等hk线每5ka/m示出一次。但是,为了方便,0.70t以下的等br线每0.05br示出一次。
94.(1)br
95.由图3明显可知,压缩力越大,则br越增加。压缩力为10mpa以下时,br开始急剧减小,小于8mpa时br小于0.7t。另外可知,与以往的技术常识相反,压缩力为8~110mpa、进一步为10~100mpa时,在磁铁量93质量%附近具有br的峰。另外还可知,压缩力从10mpa附近变为低压区域时,br达到峰值的磁铁量从93质量%附近向90质量%附近移动。
96.(2)hk
97.由图3明显可知,压缩力越大,则hk越减少。另外,磁铁量越增加,则hk越降低。特别是磁铁量超过95.7质量%时,hk急剧减小。
98.(3)磁铁量
99.磁铁量为89.6质量%时,即使压缩力为5mpa或10mpa,树脂也会从模具与冲头的间隙渗出,产生毛刺。为了避免成形机的损伤,在将磁铁量设为89.6质量%时,不以其以上的压缩力进行成形。
100.根据以上结果,例如在使br为0.7t以上、使hk为535ka/m以上时,可以将磁铁量设定为90~95.7质量%、将压缩力设定为8~70mpa。
101.(4)截面
102.由图4a明显可知,对于试样24(磁铁量:93.1质量%、压缩力:30mpa)的粘结磁铁而言,粒径100μ级的粗磁铁粒子也没有破裂。处于照片中央的粗磁铁粒子的右侧的内部裂纹也没有发展。
103.由图4b明显可知,对于比较试样(磁铁量:95.0质量%、压缩力:200mpa)而言,大量磁铁粒子产生了破裂。认为这是因为相对于磁铁量而言压缩力过大。需要说明的是,除了磁
铁量和压缩力以外,比较试样与其他试样同样地制作。
104.(5)考察
105.根据以上,在使磁铁量和压缩力为特定范围内时,能够以高水平兼顾br和hk。其理由推测如下。本发明的制造方法的情况下,使树脂量相对地增多而进行低压成形。因此,即使是粗磁铁粒子,姿势变动也容易并且能够确保充分的取向性,并且不容易破裂。认为其结果是,即使作为主要的磁力源的磁铁粗粉末的含量相对较少,也可兼顾高br和高hk。
106.特别是,认为高hk是通过抑制磁铁粒子的取向度的紊乱和与磁铁粒子的破裂所引起的新生面的产生等相伴的局部的磁特性的劣化而表现出来的。这样可以认为,粘结磁铁的j-h曲线相对于作为原料的磁铁粉末的j-h曲线,从br点开始发生急剧倾斜得到抑制,进而hk的急剧减小也得到抑制。
107.《转子》
108.(1)将试样24所示的粘结磁铁一体成形(低压压缩成形)于永磁铁内置型同步电机(ipm)的转子铁芯(壳体/电磁构件)的槽(腔室)。将这样得到的转子(磁场元件)的外观示于图5中。需要说明的是,转子铁芯由被冲裁为期望形状的硅钢板的层叠体构成。
109.由于粘结磁铁的压缩力小,因此,即使在处于槽的外周缘的薄壁部也几乎没有发生变形。这样,也确认了可以得到高精度(正圆度、圆筒度)的ipm用转子。
110.(2)如图6所示,分别求出向在转子铁芯(8个磁极)的各极设置的多层槽(内径侧槽和外径侧槽)进行低压压缩成形而得到的粘结磁铁的取向率以及进行注射成形而得到的粘结磁铁的取向率。需要说明的是,此处所述的取向率是施加xka/m的取向磁场时的剩余磁通密度(brx)相对于施加1591ka/m(20koe)的取向磁场时的剩余磁通密度(br0)的比率(brx/br0)。
111.压缩成形在与上述试样24相同的条件下进行。注射成形是使用上述磁铁粉末(粗粉末:微粉末=8:2)和粘合剂树脂(pps:9.2质量%)并使注射压力为150mpa而进行的。需要说明的是,成形时的转子铁芯的温度均设定为150℃。
112.进行低压压缩成形时,与进行注射成形相比,无论是外径侧还是内径侧,取向率都变高。作为一例,施加955ka/m的转子外径侧腔室内取向磁场(x)、637ka/m的转子内径侧腔室取向磁场(x)时,低压压缩成形的取向率为外径侧粘结磁铁:99%/内径侧粘结磁铁:97%,注射成形的取向率为外径侧粘结磁铁:95%/内径侧粘结磁铁:93%。可知:即使取向磁场相同,进行低压压缩成形时,不仅取向率整体变高,而且也抑制了(取向磁场降低的)内径侧粘结磁铁相对于外径侧粘结磁铁的取向率的降低。
113.根据以上可知,通过使转子采用低压压缩成形而得到的粘结磁铁,与采用注射成形的情况相比,即使在定子产生相同磁场的情况下,也能够提高电机的转矩。
114.[表1]
[0115]
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。