技术特征:
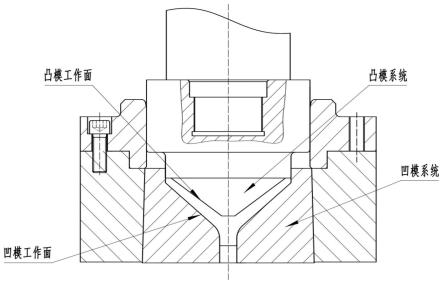
1.一种强塑变形铜材料内部微缺陷暴露的实验方法,包括以下步骤:(1)模具制造:采用模具为两层组合式金属模具,由凹模、凸模组成;模具材料为钢,硬度hrc58~63,冲击吸收功80~100j,工作面粗糙度达到ra0.4μm;(2)坯料准备:采用锯切 车削加工方法,将铜材制备成设计要求的坯料,坯料高度与直径比为1~2,坯料外径和端面的粗糙度达到ra0.8μm;(3)缺陷暴露实验:将金属模具安装于10000kn液压机上,将铜坯料放入金属模具中,液压机上滑块带动凸模工作,对坯料进行挤压扩径变形,使坯料端面、径向受到张应力作用,扩径率为30~75%;(4)微缺陷分析与确认:对步骤(3)中坯件端面与外径表面进行微缺陷分析与确认,首先采用目测观察坯件端面是否有可见的缺陷,其次采用10倍放大镜观察;再采用放大50~1000倍金相显微镜或电镜观察试样端面。2.如权利要求1所述的强塑变形铜材料内部微缺陷暴露的实验方法,所述步骤(1)中模具设计为铜坯料在模具中受到挤压力同时铜坯料一端与模具锥面之间有足够的间隙;具体的坯料一端与模具锥面之间有足够的间隙,是指当扩径率达到最大值75%时,挤压坯件外径至少还有15mm高度未贴合模具锥面,保证坯料外径上有足够面积只受到张应力,有利于坯料外径表面缺陷的充分暴露。3.如权利要求1所述的强塑变形铜材料内部微缺陷暴露的检测方法,所述步骤(1)中模具制造工艺为依次进行双重淬火、阶梯控温回火、深冷处理工艺;双重淬火为(1080℃~1150℃)
×
(2h~5h)(油冷,温度60℃) (980℃~1030℃)
×
(2h~4h)(油冷,温度60℃);阶梯控温回火为(550℃~600℃)
×
(2h~4h)(空冷,室温) (500℃~550℃)
×
(4h~6h)(空冷,室温) (450℃~500℃)
×
(6h~8h)(空冷,室温);深冷处理为(-135℃~-196℃)
×
(8h~12h),深冷介质为液氮。4.如权利要求1所述的强塑变形铜材料内部微缺陷暴露的实验方法,所述步骤(2)中坯料,一次实验样本量为(15~20)件。5.如权利要求1所述的强塑变形铜材料内部微缺陷暴露的实验方法,所述步骤(2)中铜棒材为tu00、tu1、t2等纯铜材料或者h90、h68、h62等铜合金材料。6.如权利要求1所述的强塑变形铜材料内部微缺陷暴露的实验方法,所述步骤(2)中坯料高度与直径比为1~2,在坯料直径不大于35mm时,坯料高度与直径比为1;在坯料直径为35mm到70mm时,坯料高度与直径比不大于1.5;在坯料直径大于70mm时,坯料高度与直径比不大于2。7.如权利要求1所述的强塑变形铜材料内部微缺陷暴露的实验方法,所述步骤(3)中扩径率在(30~75)%之间,在坯料直径不大于35mm时,扩径率在(30~40)%之间;在坯料直径为35mm到70mm时,扩径率在(40~55)%之间;在坯料直径大于70mm时,扩径率在(55~75)%。
技术总结
本发明提供了一种强塑变形铜材料内部微缺陷暴露的实验方法,包括模具设计制造、坯料制备、缺陷暴露实验、微缺陷分析与确认。本发明通过局部无约束塑性变形方式检测材料内部质量,首次提出采用挤压成形暴露铜材内部微缺陷,设计制造一定形状结构的金属模具,使铜坯料的外径、端面等局部只受到张应力作用,使得坯料中微缺陷暴露出来,并通过多种方法配合快速有效检测一定扩径率下的端面上是否有缺陷。本发明克服了化学成分、高倍或低倍组织、力学性能、氢脆检测、超声波探伤检测等难以发现内部微小缺陷难题,同时具有实验样本数量可调、工艺稳定性好、效率高等优点。效率高等优点。效率高等优点。
技术研发人员:吴护林 龙沛 陈强 舒大禹 赵祖德 陈文 苏柳 吴洋 詹红 张菲玥
受保护的技术使用者:中国人民解放军陆军装备部驻重庆地区军事代表局驻重庆地区第六军事代表室
技术研发日:2022.07.22
技术公布日:2022/10/25
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。