1.本实用新型涉及检具技术技术领域,特别涉及一种检具结构。
背景技术:
2.在相关技术中,对冲压件模具的开发周期要求越来越短,已经由原来的24个月压缩到目前的16个月,并且这个压缩趋势还在进一步进行。这样对冲压件模具及检具开发提出更高要求,特别是冲压件模具调试要力求最短时间达到合格产品状态。
技术实现要素:
3.本实用新型的实施方式提供一种检具结构。
4.本实用新型的实施方式的检具结构用于检测冲压件的模具,所述冲压件为梁类冲压件,所述模具包括模具顶面、模具侧壁面和模具法兰面。所述检具结构包括检具顶面、检具侧壁面和检具法兰面,所述检具顶面包括多个临贴面,所述临贴面用于检测所述模具顶面与所述检具顶面的贴合率。
5.本实用新型实施方式的检具结构,检具顶面包括多个临贴面,从而可以通过临贴面检测的贴合率对模具进行调试以缩短模具调试周期。
6.在某些实施方式中,所述检具结构还包括多个垫块,多个所述垫块与所述检具顶面能够拆卸连接,在多个所述垫块连接所述检具顶面的情况下,每个所述垫块作为一个所述临贴面。
7.在某些实施方式中,所述检具顶面包括多个调模点,每个所述垫块的中心点对应一个调模点,所述垫块通过所述调模点与所述检具顶面能够拆卸连接。
8.在某些实施方式中,所述检具结构还包括连接件,所述连接件穿过所述垫块的中心点及所述调模点以实现所述垫块与所述顶面的连接。
9.在某些实施方式中,在所述垫块连接所述检具顶面的情况下,所述连接件的上表面不高于所述垫块的上表面。
10.在某些实施方式中,所述调模点具有螺纹结构,所述连接件包括螺钉,所述连接件与所述调模点的螺纹结构连接。
11.在某些实施方式中,所述临贴面为矩形。
12.在某些实施方式中,所述检具顶面包括四个所述临贴面。
13.在某些实施方式中,所述检具侧壁面包括第一检测面,所述第一检测面用于检测所述模具侧壁面的回弹量。
14.在某些实施方式中,所述检具法兰面包括第二检测面,所述第二检测面用于检测所述模具法兰面的面公差。
15.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
16.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施方式的描述中将变得明显和容易理解,其中:
17.图1是本实用新型实施方式的检具结构的示意图;
18.图2是本实用新型实施方式的模具的示意图;
19.图3是图1中iii处的放大图;
20.图4和图5是本实用新型实施方式的检具结构的示意图。
具体实施方式
21.下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出,其中,相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型的实施方式,而不能理解为对本实用新型的实施方式的限制。
22.在本实用新型的实施方式中,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
23.下文的公开提供了许多不同的实施方式或例子用来实现本实用新型的实施方式的不同结构。为了简化本实用新型的实施方式的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本实用新型。本实用新型的实施方式可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本实用新型的实施方式提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
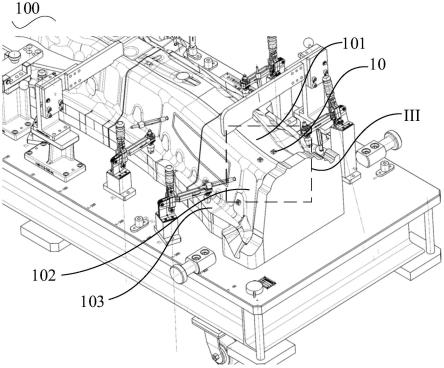
24.请参考图1和图2,本实用新型实施方式提供的一种检具结构100用于检测冲压件的模具200,冲压件为梁类冲压件,模具200包括模具顶面201、模具侧壁面202和模具法兰面203。检具结构100包括检具顶面101、检具侧壁面102和检具法兰面103,检具顶面101包括多个临贴面10,临贴面10用于检测模具顶面201与检具顶面101的贴合率。
25.本实用新型实施方式的检具结构100,检具顶面101包括多个临贴面10,从而可以通过临贴面10检测的贴合率对模具200进行调试,以缩短模具200调试周期。
26.具体地,冲压件的模具200是用来制作成型冲压件的工具,模具200可以通过成型材料物理状态的改变以实现外形的加工,例如:金属材料可以通过梁类冲压件模具200利用压铸或锻压成型、冲压等方法得到梁类外形的冲压件。可以理解的是,在模具200规格精准的情况下,才能生产出合格的冲压件。因此,在生产冲压件之前检测、调试模具200是否符合合格产品状态十分重要。
27.在一个实施例中,模具200为车辆梁类冲压件模具,通过车辆梁类冲压件模具能够生产出车辆梁类冲压件。检具结构100能够检测车辆梁类冲压件模具是否符合合格产品状
态,若检具结构100检测车辆梁类冲压件模具不符合合格产品状态,则需要对车辆梁类冲压件模具进行调试,在调试后再次检测车辆梁类冲压件模具是否符合合格产品状态,直至车辆梁类冲压件模具符合合格产品状态为止。若检具结构100检测车辆梁类冲压件模具符合合格产品状态,则可以使用车辆梁类冲压件模具生产车辆梁类冲压件。
28.值得一提的是,在相关技术中,梁类冲压件模具200现场调试顺序和检具要求不一致,也即是说,相关技术中的梁类冲压件的检具设计不符合冲压模具调试顺序和习惯。检具通常要先夹持固定模具法兰面,然而,调试模具时候要先调节模具顶面,最后调节模具法兰面。如此,需要多次反复调节,影响检测人员的使用感受,模具200调试时间较长。本实用新型实施方式的检具结构100,解决了梁类冲压件模具现场调试顺序产品临贴和检具临贴面要求不一致的问题,能够缩短了梁类冲压件模具调试周期近30%时间,降低生产成本。
29.请一并参阅图1和图2,图1为检具结构100的部分结构示意图,检具结构100包括检具顶面101、检具侧壁面102和检具法兰面103。图2为模具200的结构示意图。模具200为梁类冲压件模具,模具200包括模具顶面201、模具侧壁面202和模具法兰面203。模具200进行检测时,需将模具200放置在检具结构100上。利用检具顶面101检测模具顶面201是否合格,利用检具侧壁面102检测模具侧壁面202是否合格,利用检具法兰面103检测模具法兰面203是否合格。在不合格时可以对模具200的模具顶面201、模具侧壁面202和模具法兰面203分别进行调试。
30.相关技术的检具结构没有临贴面10,在检测时会出现模具顶面201与检具顶面之间的间隙过小或过大的问题,测量结果不准确,调试时间长。本实用新型实施方式的检具结构100包括临贴面10,临贴面10与检具顶面101之间具有一定的高度,优选地,临贴面10与检具顶面101之间高度差为5mm。在检测模具顶面201时,临贴面10能够支撑模具顶面201,如此可以获得模具顶面201与检具顶面101之间的间隙差、面差,进而准确测量出模具顶面201是否合格,在不合格时对模具顶面201进行调试。
31.请一并参阅图1和图3,在某些实施方式中,检具结构100还包括多个垫块20,多个垫块20与检具顶面101能够拆卸连接,在多个垫块20连接检具顶面101的情况下,每个垫块20作为一个临贴面10。
32.具体地,模具200进行检测时,需将模具200放置在检具结构100上。模具200的模具顶面201与检具顶面101之间安装有多个垫块20。多个垫块20的规格相同,垫片20的高度可以是5mm。垫片20靠近模具顶面201的面即为临贴面10,每个垫块20作为一个临贴面10,临贴面10与检具顶面101之间高度差为5mm,临贴面10贴合模具顶面201。如此可以测量模具顶面201与检具顶面101之间高度差,获得模具顶面201与检具顶面101之间面差。根据面差判断判断模具顶面201与检具顶面101之间的贴合率(即为符贴率),在贴合率大于阈值时判断模具顶面201合格。阈值为95%,也即是说,在贴合率大于95%时判断模具顶面201合格,完成对模具顶面201的调试。在某些实施方式中,垫块20是金属材质的,金属材质的垫块20能够较好的支撑模具顶面201,并且不易变形,能够保证使用寿命,生产成本低。
33.请一并参阅图3和图4,在某些实施方式中,检具顶面101包括多个调模点30,每个垫块20的中心点对应一个调模点30,垫块20通过调模点30与顶面能够拆卸连接。
34.具体地,检具顶面101包括多个调模点30,垫块20包括中心点,如此一个垫块20的中心点可以对应一个调模点30。调模点30用于检测模具顶面201时进行辅助定位,调模点30
还可以便于检测人员安装垫块20。如此,可以缩短检测、调节模具200的时间。
35.垫块20通过调模点30与顶面能够拆卸连接,便于检测人员在模具200调试完成之后,对调模点30上的临贴面10进行拆除,并将垫块20放在检具结构100附带的工具盒内,以备后续模具200回厂后模具200调试继续使用。
36.在某些实施方式中,检具结构100还包括连接件,连接件穿过垫块20的中心点及调模点30以实现垫块20与检具顶面101的连接。
37.具体地,垫块20可以通过连接件与检具顶面101连接,如此可以保证垫块20的稳定性,避免垫块20移动。
38.在某些实施方式中,连接件包括螺钉、销钉、卡合件等,如此垫块20可以与检具顶面101通过螺合、插销、卡合等方式连接,此处不作限定。
39.在某些实施方式中,在垫块20连接检具顶面101的情况下,连接件的上表面不高于垫块20的上表面。
40.具体地,连接件可以是螺钉,螺钉带有十字槽的一面为上表面。检测人员可以利用十字槽将螺钉和垫块20连接检具顶面101。在垫块20连接检具顶面101的情况下,螺钉的上表面不高于垫块20的上表面。如此,可以避免连接件的上表面影响检测精度,保证检测、调节的准确性。
41.在某些实施方式中,调模点30具有螺纹结构,连接件包括螺钉,连接件与调模点30的螺纹结构连接。
42.具体地,垫块20可以通过连接件与检具顶面101连接,连接件包括带螺纹的螺钉,带螺纹的螺钉可以穿过垫块20与调模点30处的螺纹结构配合连接。如此垫块20可以通过螺合的方式可拆卸地安装在检具结构100上。
43.在某些实施方式中,检具顶面101包括四个临贴面10。
44.具体地,检具顶面101包括相背的第一端和第二端,第一端和第二端设置在检具顶面101长度方向上。检具顶面101包括四个临贴面10,其中,检具顶面101的第一端包括两个临贴面10,检具顶面101的第二端也包括两个临贴面10。如此可以更稳定的支撑模具顶面201。
45.值得一提的是,在某些实施方式中,检具顶面101上至少包括3个临贴面10,例如:检具顶面101可以包括6个临贴面10、8个临贴面10、10个临贴面10等,此处不作限定。可以理解的是,至少3个临贴面10可以稳定支撑模具顶面201,保证检具结构100的使用精度。
46.请参阅图5,在某些实施方式中,检具侧壁面102包括第一检测面40,第一检测面40用于检测模具侧壁面202的回弹量。
47.具体地,检具侧壁面102还包括第一基准点,第一检测面40可以通过紧固件安装在第一基准点处。多个安装块可以通过紧固件安装在检具侧壁面102上,每个安装块作为一个第一检测面40。利用检具侧壁面102和第一检测面40检测模具侧壁面202是否合格。
48.在检测模具顶面201与检具顶面101之间的贴合率大于阈值判断模具顶面201合格后,再检测并调节模具侧壁面202。保证模具侧壁面202回弹量在
±
0.5mm公差范围内的情况下,判断模具侧壁面202合格。
49.请继续参阅图5,在某些实施方式中,检具法兰面103包括第二检测面50,第二检测面50用于检测模具法兰面203的面公差。
50.具体地,检具法兰面103还包括第二基准点,第二检测面50可以通过紧固件安装在第二基准点处。多个第二安装块可以通过紧固件安装在检具法兰面103上,每个第二安装块作为一个第二检测面50。利用检具法兰面103和第二检测面50检测模具侧壁面202是否合格。
51.在检测模具侧壁面202合格后,再检测并调节模具法兰面203。保证模具法兰面203的面公差在
±
0.5mm之内的情况下,判断模具法兰面203合格。
52.值得一提的是,判断模具法兰面203合格要保证模具法兰面203的面公差在
±
0.5mm之内,尤其是模具法兰面203对应的焊点处的位置,如此才能够保证冲压件的加工精度。
53.请再次参阅图3,在某些实施方式中,临贴面10为矩形。
54.具体地,第一检测面40和第二检测面50的规格可以相同,第一检测面40和第二检测面50为圆形,临贴面10为矩形。如此,可以便于检测人员区分临贴面10,便于检测人员安装临贴面10。
55.值得一提的是,检具侧壁面102的第一基准点和检具法兰面103的第二基准点可以是rps点(referenz punkt systematik,基准点系统)。第一基准点对应第一检测面40,第二基准点对应第二检测面50,如此检具结构100可以进一步提高对模具200的检测精度。
56.在某些实施方式中,用户可以将多个垫块20安装在检具顶面101,并进行三坐标标定,调试模具顶面201,临贴面10支撑模具顶面201,保证模具顶面201与检具顶面101贴合率达到95%以上。然后再调试模具侧壁面202,保证模具侧壁面202回弹量在
±
0.5mm公差范围内,最后调整模具法兰面203,保证模具法兰面203的面公差在
±
0.5mm之内。在模具200调试完成之后,对临贴面10进行拆除,并将临贴面10放在检具附带的工具盒内,以备后续模具200回厂后模具200调试继续使用。
57.需要说明的是,上述所举例的例子以及具体数值是为方便说明本实用新型的实施,不应理解为对本实用新型保护范围的限定。
58.在本实用新型的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
59.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接。可以是机械连接,也可以是电连接。可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
60.在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“示意性实施方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合实施方式或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
61.尽管已经示出和描述了本实用新型的实施方式,本领域的普通技术人员可以理
解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。