1.本发明涉及钟表用表盘、具有该表盘的钟表以及钟表用表盘的制造方法。
背景技术:
2.以往,提出了对成为手表面部的表盘实施用于提高装饰性、设计性的研究。例如,专利文献1公开了通过在表盘的表面形成多种凹凸图案而提高装饰性的技术。
3.根据专利文献1,表盘成为在底座基板上层叠粘接性树脂层、金属薄膜和透明板的结构,仿照形成于粘接性树脂层的表面的凹凸面,覆盖金属薄膜。对于粘接性树脂层的凹凸面,在该树脂层固化之前,在该树脂层上载置平板并均匀地按压后,将平板向上方提起,由此,该树脂层的表面被平板拉伸,由此形成多个凹凸图案。另外,通过设置在金属薄膜上的透明板,凹凸图案的立体感被放大。
4.专利文献1:日本特开2000-155181号公报
5.但是,在专利文献1的表盘中,存在难以制作想要的凹凸图案的问题。详细而言,在依赖于粘接性树脂层的粘度、平板的材质、提拉速度等的以往方法中,形成的凹凸图案没有规则性,难以定量地控制凹凸的位置、数量、大小、形状、高度。换言之,需要能够表现所期望的花纹的装饰性、设计性高的钟表用表盘。
技术实现要素:
6.本发明的钟表用表盘具有:基材;第1区域,其具有设置在所述基材的表面上的覆膜;第2区域,其是对所述第1区域进行激光照射,去除所述覆膜而得到的;以及第3区域,其是将所述第1区域的一部分挖到所述基材而得到的,所述第3区域的表面粗糙度小于所述第2区域的表面粗糙度。
7.本发明的钟表具有上述的钟表用表盘。
附图说明
8.图1是实施方式1的钟表的俯视图。
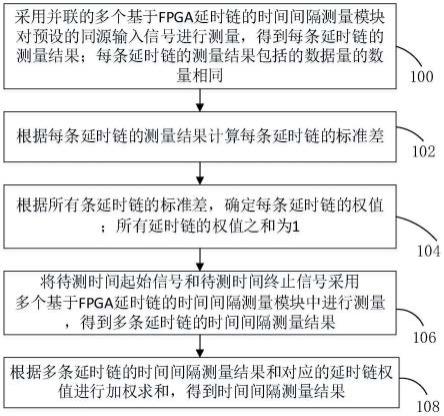
9.图2是示出表盘的制造方法的流程的流程图。
10.图3是基材的俯视图。
11.图4是标记的放大图。
12.图5是示出表盘的制造过程的图。
13.图6是示出表盘的制造过程的图。
14.图7是刻度的放大照片。
15.图8是实施方式2的钟表的俯视图。
16.图9是表盘的剖视图。
17.图10是表盘的变形例的剖视图。
18.标号说明
19.1秒针;2分针;3时针;5壳体;7基材;8标识;9基准孔;10表盘;11第1区域;15日期窗;21小圆星;22大星;23刻度;24山地部;25雪面部;31亮星;32亮星;33亮星;40第1部分;41第2部分;43切削工具;50表冠;61覆膜;62涂布膜;63保护膜;70表盘;71第1镀层;73凹部;74第2镀层;100、110钟表。
具体实施方式
20.实施方式1
21.***钟表的概述***
22.图1是本实施方式的钟表的平面图。
23.本实施方式的钟表100是3针式的模拟式手表。
24.钟表100由壳体5、表盘10、秒针1、分针2、时针3、表冠50等构成。
25.壳体5是外壳,由不锈钢、钛等金属构成。另外,在壳体5的表盘10的背面收纳有用于驱动指针的机芯(未图示)。
26.表盘10是形成为圆形的钟表用表盘,在其中央设有供指针的轴穿过的插通孔(未图示),在插通于插通孔的指针的轴上安装有秒针1、分针2、时针3。并且,在表盘10上实施了模仿星空的设计。详细而言,设计了这样的星空:以表示夜空的深蓝色的第1区域11为基础,分别散布多个小的圆形的小圆星21、由星形五边形构成的大星22、进行了开孔加工的圆形的亮星31。
27.另外,在表盘10上设有表示钟表100的品牌或标识的标识8、作为小时刻度的刻度23等。另外,在本实施方式中,小圆星21、大星22、标识8、刻度23相当于第2区域,亮星31相当于第3区域。
28.表冠50是表把,设置成拉出一段就能修正时间。另外,也可以具有其它功能。
29.表盘10通过后述的制造方法制作,因此,成为再现大小的星在清澈的夜空中闪烁的情形的装饰性高的表盘。细节在后面叙述。
30.***表盘的制造方法***
31.图2是示出表盘的制造方法的流程的流程图。图3是基材的俯视图。图4是图1的表盘10的第1部分40的放大图。图5、图6是示出图4的第1部分40的b-b剖面处的制造过程的图。在此,以图2为主体,适当参照图1~图6对表盘10的制造方法进行说明。
32.在步骤s1中,准备基材7。图3所示的基材7是成为表盘10的基材的金属制基板。在初始状态下,如图3所示,基材7呈大致正方形,其中央成为圆形的表盘10的形成区域。在优选例中,基材7使用约40mm见方的正方形,厚度约0.3mm的黄铜制的板材。表盘10的直径约为33mm。另外,基材7不限于该材质,只要是金属即可,例如可以使用锌白铜,也可以使用金、银、铂等贵金属,还可以使用铜、不锈钢等。或者,也可以使用它们的合金。另外,基材7的厚度和表盘10的直径不限于上述情况。
33.如图3所示,在基材7上,在其对角线上设有2个基准孔9。在制造工序中,在设有与基准孔9对应的基准销的夹具上,以10片至20片为单位设置基材7,在定位的状态下在各工序中进行加工。另外,在制造工序中,基材7也可以每次1片地流动、加工。
34.在步骤s2中,对基材7的整个面实施第1涂装工序中的涂装。在优选例中,通过将深蓝色的丙烯酸系树脂喷涂在基材7上,形成由非导体构成的覆膜61。由此,如图5的过程图51
所示,在基材7的整个表面形成作为深蓝色涂膜的覆膜61。另外,第2区域、第3区域以外的具有覆膜61的部分成为第1区域11。另外,不限于深蓝色,覆膜61的色调也可以根据设计而成为其它色调。另外,涂料不限于丙烯酸系,只要是由非导体构成的树脂材料即可,例如也可以使用纤维素系树脂、聚氨酯树脂、丙烯酸漆树脂等。另外,形成方法也不限于喷涂,例如也可以使用旋涂法、喷墨法、分配器方式、凹印(凹版印刷)、丝网印刷等。
35.在步骤s3中,对表盘10的成为第2区域的部分实施激光加工。详细而言,通过对成为第2区域的部分进行激光照射,去除覆膜61并使基材7露出。例如,图5的过程图52示出通过对第2区域的成为大星22的部分进行激光照射而将覆膜61去除并使基材7露出的状态。另外,对其它的作为第2区域的小圆星21、标识8、刻度23也同样地实施激光加工。在优选例中,激光加工使用能够进行飞秒的超短脉冲照射的激光照射装置。激光的照射条件优选为去除覆膜61的程度的稍弱的设定。照射条件有输出频率、扫描速度、激光输出、扫描路径间距等参数。另外,扫描路径间距不限于飞秒,也可以是皮秒、微秒。
36.在步骤s4中,对基材7露出的部分实施第1镀敷工序的镀敷加工。详细而言,如图5的过程图53所示,在第2区域的成为大星22的基材7露出的部分形成第1镀层71。在优选例中,镀敷加工通过电解镀敷进行,实施规定厚度的镀金。另外,也可以是镍基底的镀金。另外,不限于镀金,只要是具有与设计相应的色调、光泽的镀敷即可,例如也可以是镀铑、镀铬、镀银、镀铜、镀锡等。
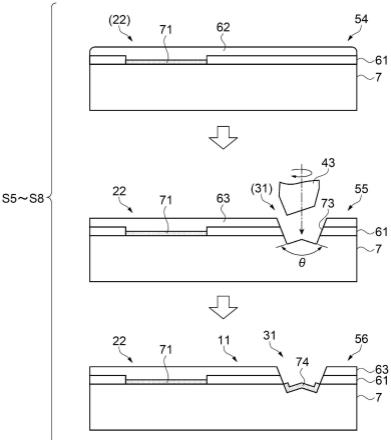
37.在步骤s5中,对基材7的整个面实施第2涂装工序中的透明涂装。在优选例中,使用涂液喷出装置,使用丙烯酸系树脂对基材7的整个面实施透明涂装。另外,涂料不限于丙烯酸系,只要是非导体且具有透明性的树脂材料即可,例如也可以使用纤维素系树脂、聚氨酯树脂、丙烯酸漆树脂等。另外,也可以在涂布后使基材7旋转,利用离心力将涂液扩散涂布于整个表面。由此,如图6的过程图54所示,在基材7的整个表面形成涂布膜62。
38.在步骤s6中,对涂敷膜62实施研磨工序,形成透明的保护膜63。在优选例中,用研磨机进行一次研磨后,用抛光机进行二次研磨,由此,如图6的过程图55所示,形成表面被研磨及平坦化的透明的保护膜63。
39.在步骤s7中,对成为第3区域的部分实施开孔加工。详细而言,如图6的过程图55所示,使用切削工具43将第3区域的成为亮星31的部分挖到基材7,形成凹部73。凹部73贯穿保护膜63、覆膜61而挖到基材7。在优选例中,切削工具43使用前端为金刚石的冲头,对成为亮星31的部分进行旋转穿孔,由此,去除保护膜63、覆膜61,形成挖到基材7的凹部73。
40.从剖面方向看,凹部73的底部是具有顶点的形状。在优选例中,凹部73的底部呈沿着切削工具43的前端的圆锥形状,该圆锥的顶角θ约为170
°
。另外,不限于170
°
,只要是90
°
以上且小于180
°
的圆锥形状即可。
41.另外,凹部73使用锐利的前端的金刚石切削工具43形成,所以,其表面成为平滑的加工。详细而言,凹部73的表面粗糙度小于通过激光加工而形成的第2区域的基底部分的表面粗糙度。换言之,第3区域的表面粗糙度小于第2区域的表面粗糙度。因此,第3区域的光的反射率大于第2区域的反射率,因此,第3区域看起来更亮。
42.在步骤s8中,对凹部73的基材7露出的部分实施第2镀敷工序的镀敷加工。在优选例中,通过电解镀敷进行镀敷加工,实施规定厚度的镀铑,由此,如图6的过程图56所示,在凹部73的底部的圆锥形状及其周边形成第2镀层74。由此,完成第3区域的亮星31。
43.在图6的过程图56中,第1区域11设置于第2区域的大星22与第3区域的亮星31之间。而且,第3区域的亮星31被第1区域11包围。换言之,在表示夜空的深蓝色中,配置有表面为第1镀层71的大星22和表面为第2镀层74的亮星31,经由透明的保护膜63看到金色的大星22,裸露地看到银色的亮星31。另外,第2镀敷工序的镀敷不限于镀铑,只要是具有与设计相应的色调、光泽的镀敷即可,例如也可以是镀金、镀铬、镀银、镀铜、镀锡等。
44.返回图1。
45.至此,以表盘10中的第1部分40的大星22、亮星31为代表进行了说明,但其它大星22、亮星31也同样地并行形成。另外,作为其它第2区域的要素的小圆星21、标识8、刻度23也同样地并行形成。
46.图7是图1的表盘10中的第2部分41的放大照片。
47.如图7所示,在第2部分41配置有1个亮星31和6个小圆星21。换言之,在第1区域11的深蓝色基底中,1个亮星31配置成被6个小圆星21包围。
48.在第1区域11的表示夜空的深蓝色中,实施了镀金的6个小圆星21以及亮星31看起来很亮。而且,在比小圆星21更光滑的表面实施了裸露的镀铑的亮星31比小圆星21更明显地闪耀。而且,由于通过亮星31的底部的圆锥面产生多种光的反射,因此,光根据观察的角度而闪烁,亮星31看起来更亮。另外,铑在化学方面稳定且难以腐蚀变色,因此,即使暴露于空气中,经时变化也少。
49.如上所述,根据本实施方式的表盘10、钟表100,能够得到以下效果。
50.表盘10具备:基材7;第1区域11,其具有设置于基材7的表面的覆膜61;作为第2区域的大星22,其是对第1区域11进行激光照射并去除覆膜61而得到的;以及作为第3区域的亮星31,其是将第1区域11的一部分挖到基材7而得到的,亮星31的表面粗糙度小于大星22的表面粗糙度。
51.由此,第1区域11在基材7上具有覆膜61,第2区域例如像大星22那样设置有去除了覆膜61的多样的图案,第3区域的亮星31挖入基材7,其表面成为比第2区域的表面平滑的加工。因此,表盘10具有表面加工不同的3个区域。
52.因此,能够提供装饰性、设计性高的钟表用表盘10。并且,各区域的位置、数量、大小、形状等能够通过加工设定来定量地管理,因此,能够提供品质稳定的表盘10。
53.此外,第3区域的亮星31的表面的光反射率大于第2区域的大星22的表面的反射率。详细而言,凹部73的表面粗糙度小于通过激光加工形成的第2区域的基底部分的表面粗糙度。换言之,第3区域的表面粗糙度小于第2区域的表面粗糙度。因此,亮星31的可见光区域的光的反射率大于大星22的第1镀层71表面的反射率,因此,亮星31看起来更亮。由此,每个区域的光反射率不同,所以,能够赋予多种视觉效果,能够进一步提高表盘10的装饰性。
54.另外,第3区域的亮星31被表示夜空的深蓝色基底的第1区域11包围。
55.由此,挖到基材7的光滑加工的亮星31具有覆膜61,配置在模拟夜空的浓厚色调的第1区域11中,光的反射率不同的区域相邻,能够通过视觉对比度使亮星31显眼。
56.此外,第1区域11设置于第2区域的大星22与第3区域的亮星31之间。详细而言,如图6的过程图56所示,在大星22与亮星31之间也存在第1区域11所在的部分。
57.由此,通过使表面加工不同的3个区域相邻,产生视觉上的对比度,能够提供具有多种视觉效果的表盘10。
58.另外,第2区域的大星22、第3区域的亮星31中的至少任意一种具有镀层。在优选例中,说明了大星22、亮星31均具有镀层的情况,但根据设计,至少任意一种具有镀层即可。
59.由此,第2区域、第3区域中的至少任意一个呈现与基材7不同的颜色、质感,因此,能够赋予多样的视觉效果,能够进一步提高表盘10的装饰性。特别是,通过对利用激光或切削加工去除覆膜61的一部分而得到的区域进行镀敷,能够在非金属质感的基底上以任意的位置、大小、形状、数量配置金属镀层质感的第2区域、第3区域的图案。
60.另外,第1区域11的覆膜61为非导体。在优选例中,将由深蓝色的丙烯酸系树脂形成的涂膜作为覆膜61。
61.由此,在对第2区域、第3区域的至少任意一个实施电镀时,镀层不会附着在第1区域11上,所以,能够可靠地进行表面加工的分开制作。
62.此外,从剖面方向看,第3区域的亮星31为具有顶点的形状。详细而言,亮星31中的凹部73的底部为具有顶点的圆锥形状。
63.由此,根据观察亮星31的角度、光的反射方式不同,因此,能够得到更多样的视觉效果。此外,从亮星31的剖面方向观察的形状不限于此,底面也可以仅由1个斜面形成。
64.并且,钟表100具有上述表盘10。
65.因此,能够提供装饰性及设计性高的钟表100。
66.另外,在本实施方式中,小圆星21、大星22、标识8、刻度23相当于第2区域,但不限于此。例如,也可以将小圆星21、大星22设为第2区域,标志8、刻度23设为其它结构。
67.另外,在本实施方式中,在步骤s2中对基材7的整个面实施第1涂装工序中的涂装,但不限于此。例如,也可以在对基材7的整个面实施第1涂装工序中的涂装之前,对基材7实施镀敷加工。
68.由此,在步骤s3中对成为表盘10的第2区域的部分实施激光加工时,形成去除覆膜61而使镀层露出的部分、和去除覆膜61和镀层而使基材7露出的部分,能够进行更多样的表现,能够提高设计性。
69.实施方式2
70.***表盘的不同方式***
71.图8是本实施方式的钟表的俯视图,与图1对应。图9是图8的c-c剖面的剖面图,对应于图6的过程图56。
72.在此,以图8为主体,适当参照图9等说明本实施方式的表盘70。本实施方式的表盘70是与实施方式1的表盘10不同设计的表盘,但通过与表盘10大致相同的制造方法来制造,与表盘10同样地具备质感不同的3个区域。以下,对与实施方式1相同的构成部位标注相同的标记,并省略重复的说明。
73.如图8所示,本实施方式的钟表110的表盘70以成为夜空的第1区域11为背景,表现了在6点侧模仿富士山的第2区域的山图案、在富士山的上空闪烁的第3区域的亮星31、32、33的夜空。第1区域11是与表盘10相同的深蓝色的基底区域。第2区域的山图案由表示山麓部分的山地部24、和表示山顶的冠雪部分的雪面部25构成。山地部24、雪面部25均在图2的步骤s3的激光照射工序中形成,但表面加工不同。详细而言,在雪表面部25中,通过激光照射去除覆膜61,仅使基材7露出,但在山地部24中使基材7露出后,使基材7的表面变粗糙。详细而言,使对成为山地部24的部分的激光照射强于成为雪面部25的部分的照射条件。进而,
也可以以线状的方式对山地的起伏等进行花纹处理。
74.图9示意性地示出该状态,成为山地部24的部分的基材7的表面成为比成为雪面部25的部分的基材7的表面粗糙的加工。另外,除了根据激光照射条件分别制作以外,与表盘10的结构相同,在实施了激光加工的基材7部分,通过电镀形成第1镀层71,并在其上设置透明的保护膜63。基材7的表面粗糙度的差异也反映在第1镀层71上,因此,在经由保护膜63观察时,在视觉上感觉到有凹凸感的山地部24和光滑的雪面部25的差异作为质感的差异。另外,不仅是山的图案,与文字板10同样,标识8、刻度23也是第2区域。另外,在表盘70中,作为第2区域追加了日期窗15。日期窗15是设置在3点方向的框状的日期窗框,是与标识8等相同的结构。
75.返回图8。
76.在表盘70上,作为第3区域设置有尺寸不同的3个亮星31、32、33。最大的亮星31具有与表盘10的亮星相同的尺寸。亮星32的尺寸比亮星31小一圈。亮星33是尺寸比亮星32小一圈且最小的亮星。在图2的步骤s7的开孔工序中,通过调整切削工具43的直径,能够分开制作直径不同的亮星。如果增大切削工具43的直径,则亮星的尺寸变大,如果减小切削工具43的直径,则亮星的尺寸变小。与直径的大小无关,剖面结构与图9的亮星32相同。
77.如上所述,根据本实施方式的表盘70,除了上述实施方式的效果之外,还能够得到以下的效果。
78.表盘70以夜空的第1区域11为背景,在6点侧具有模仿富士山的第2区域的山地部24、雪面部25,在富士山的上空具有第3区域的亮星31、32、33。特别是,具有凹凸感的山地部24与平滑的雪面部25的质感的差异通过激光加工的分开制作来表现。
79.因此,能够提供装饰性、设计性高的钟表用表盘70。并且,各区域的位置、数量、大小、形状等能够通过加工设定来定量地管理,因此,能够提供品质稳定的表盘70。
80.***变形例***
81.图10是图8的c-c剖面中的变形例的剖视图,与图9对应。
82.图2的步骤s3的基于激光加工的第2区域的分开制作不限于基材7的表面加工,也能够应用于基材7的加工。
83.如图10所示,山地部24的基材7的高度比雪面部25的基材7的面低一级。这是通过将对成为山地部24的部分的激光照射条件提高至能够切削基材7的强度,并挖入基材7而实现的。详细而言,在山地部24中,提高激光照射条件而将基材7挖到规定深度后,减弱激光照射条件而将挖入的表面加工成山地的粗糙度。另外,除了根据激光照射条件分别制作以外,与表盘10的结构相同,在实施了激光加工的基材7部分,通过电镀形成第1镀层71,在其上设置透明的保护膜63。由此,对于具有凹凸感的山地部24和光滑的雪面部25的质感的不同,加上两者的高度的不同带来的立体感,能够提供装饰性、设计性更高的钟表用的表盘70。另外,也可以使用预先形成有台阶的基材7。此时,通过切削加工、模压加工、激光加工、雕刻加工等,对预先在表面实施了加工的基材7进行与上述同样的加工即可。
84.返回图8。
85.如上所述,尺寸不同的亮星可以在图2的步骤s7的开孔工序中通过调整切削工具43的直径来分开制作。
86.第3区域的亮星不限于夜空的星,也能够应用于担负钟表100的功能的部位。例如,
在图8的表盘70中的9点到11点之间,第3区域的亮星32被配置为表示分/秒的排字。另外,不限于分/秒的排字,例如,可以改变刻度23而使用尺寸大的亮星,也可以改变标识8而使用将小亮星连接成串的文字。
87.由此,能够提供装饰性、设计性更高的钟表用的表盘70。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。