1.本发明涉及生产管理技术领域,具体涉及一种生产管理系统及管理方法。
背景技术:
2.随着电子信息技术的快速发展,电子产品及其配件成为了人们日常生活中不可或缺的物品。电子产品及其配件的生产过程多包括若干重点加工环节,且每个重点加工环节的加工质量均影响最终产品的质量。其中,以数据线为例,数据线各部位的尺寸较小,对各部位的加工精度要求较高,且数据线的生产批量通常较大,在目前的生产加工过程中各环节均存在不良品率偏高的问题,如果对出现不良品的加工环节的发现和管理决策不及时,极易存在重大的质量隐患,造成材料和人力的大量浪费,增加生产成本。
3.且当前的生产车间因产能提升,管理过程中不仅涉及生产加工过程的管理、还涉及到物料和产品品质的监管。而现有生产管理系统的解决方案,虽然功能模块和种类繁多,但多是针对设备、生产加工流程的管理控制,且管理过程较为机械化,不灵敏,无法很好的适应当前的生产管理需求,尤其是数据线的生产管理。因此,我们根据当前数据线生产车间、生产线的实际情况及管理需求开发了一种生产管理系统及管理方法。
技术实现要素:
4.本发明的目的是提供一种生产管理系统及管理方法,以实现产线在制、库房和质检等各环节的综合管理,实现实时监控不良品情况,以便及时做出管理决策,避免发生重大的质量隐患;该系统及方法可有效提升管理效率、控制生产成本、保证产品质量。
5.为实现上述目的,本发明采用的技术方案如下:一种生产管理系统,包括:监管模块,其包括主服务器和报警服务器,所述主服务器用于接收、存储和处理数据,所述报警服务器用于报警提示;库管模块,与所述主服务器连接,用于录入物料的入库、出库信息,并发送至所述主服务器,生成库管数据;产线模块,其包括若干数据采集器,若干所述数据采集器对应于各产线及各生产设备,用于采集生产数据,并发送至所述主服务器;品管模块,与所述主服务器连接,用于录入各产线和各生产设备的抽样统计数据,并发送至所述主服务器;其中,所述主服务器能根据所述库管数据、生产数据和抽样统计数据分析处理生成车间综合信息、报警提示信息和控制指令,所述控制指令控制各所述生产设备运转,所述报警提示信息发送至报警服务器进行报警提示。
6.可选地,还包括大屏模块,所述大屏模块与所述主服务器连接,显示所述主服务器生成的车间综合信息;所述车间综合信息包括各产线生产状况、车间产值、各产线完成情况和设备养护
信息。
7.可选地,所述监管模块还包括第一客户端,所述第一客户端与所述主服务器连接,用于供管理者订阅报表和发送指令。
8.可选地,所述库管模块和品管模块各包括至少一个第二客户端,所述第二客户端与所述主服务器连接,用于录入和调取信息。
9.可选地,所述生产数据包括产线基本参数、设备基本参数、产量和不良品数;所述主服务器根据所述产量和不良品数生成不良品率;当所述不良品率超过正常水平阈值,或不良品率增长速度超过正常增长阈值,生成报警提示信息。
10.基于以上所述的生产管理系统的管理方法,包括如下步骤:s1,由所述库管模块录入材料、重工品和产品的入库、出库信息,并实时发送至所述主服务器进行分析处理,生成库管数据;s2,各所述产线及各所述生产设备进行产品加工,由所述数据采集器采集各产线和各生产设备的生产数据,并实时发送至所述主服务器;s3,对各产线及各生产设备加工的产品进行抽样质检,将抽样统计数据录入所述品管模块,并实时发送至所述主服务器;s4,所述主服务器根据接收的所述库管数据、生产数据和抽样统计数据分析处理生成车间综合信息、报警提示信息和控制指令,以监管各产线和各生产设备的运行。
11.可选地,在所述s1中,由所述库管模块录入材料、重工品和产品的入库、出库信息,并实时发送至所述主服务器进行分析处理,生成库管数据,具体包括:s11,由库管人员通过所述库管模块的第二客户端实时录入材料入库信息、各产线材料领用信息、各产线成品入库信息、各产线重工品入库信息和重工品出库信息,并实时发送至所述主服务器;s12,所述主服务器根据所述材料入库信息、各产线材料领用信息、各产线成品入库信息、各产线重工品入库信息、重工品出库信息及所述生产数据,生成库管数据,所述库管数据包括产线超领材料数、产线报废材料数、产线在制原料数、上月结存数、实时库存数、本月入库数、本月出库数、累积入库数。
12.可选地,在所述s2中,各所述产线和各所述生产设备进行产品加工,由所述数据采集器采集各产线和各生产设备的生产数据,并实时发送至所述主服务器,具体包括:s21,各所述产线和各所述生产设备进行产品加工;s22,同时,所述数据采集器采集各产线的产线人数、产品上线时间、品名、产品包装规格、计划产量、产量、不良品数;以及,所述数据采集器采集各生产设备的设备型号、编号、保养时间、运行参数、产量、不良品数;s23,所述数据采集器将采集的生产数据实时发送至所述主服务器,进行存储和分析处理。
13.可选地,在所述s3中,对各产线及各生产设备加工的产品进行抽样质检,将抽样统计数据录入所述品管模块,并实时发送至所述主服务器,具体包括:s31,质检人员根据抽检方案要求,分别抽取各产线加工后和各生产设备加工后的产品进行质检,获得抽样统计数据,所述抽样统计数据包括各产线、各设备对应的抽检时间、抽检数和质检的不良品数;
s32,将所述抽样统计数据录入所述品管模块的第二客户端;s33,所述品管模块的第二客户端将所述抽检统计数据实时发送至所述主服务器,进行存储和分析处理。
14.可选地,在所述s4中,所述主服务器根据接收的所述库管数据、生产数据和抽样统计数据分析处理生成车间综合信息、报警提示信息和控制指令,以监管各产线和各生产设备的运行,具体包括:s41,所述主服务器接收管理指令和所述库管数据、生产数据、抽样统计数据,进行综合分析处理;s42,生成包括各产线生产状况、车间产值、各产线完成情况和设备养护信息的车间综合信息,并将所述车间综合信息投送至大屏模块进行显示;和/或,生成包括不良品率超标、不良品率增长速度超标、材料库存过低、设备保养时间临期的报警提示信息,并将所述报警提示信息发送至报警服务器进行报警提示;和/或,生成控制指令,控制各所述产线和/或各所述生产设备调整运行参数。
15.与现有技术相比,本发明的有益效果是:本发明的生产管理系统及管理方法,通过设置监管模块、库管模块、产线模块和品管模块等,对物料、整体产线、重点设备及加工的产品品质进行综合管理,通过数据整合到主服务器进行分析处理,能更好的监控和管理生产线,遇到异常情况能及时响应并处理,避免发生重大的质量隐患,可有效提升管理效率、降低不良品率、控制生产成本、保证产品质量。
附图说明
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
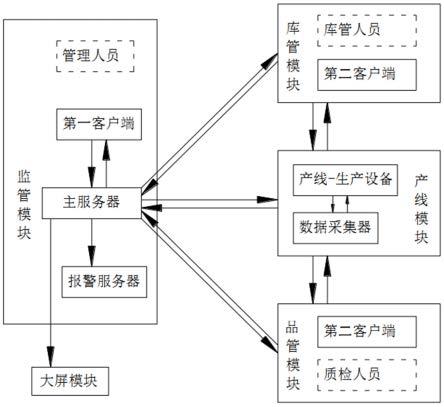
17.图1为本发明中生产管理系统的结构框图。
具体实施方式
18.在下文中,仅简单地描述了某些示例性实施例。正如本领域技术人员可认识到的那样,在不脱离本发明申请实施例的精神或范围的情况下,可通过各种不同方式修改所描述的实施例。因此,附图和描述被认为本质上是示例性的而非限制性的。
19.下面结合附图对本发明的实施例进行详细说明。
20.本实施例提供了一种生产管理系统,如图1所示,包括监管模块、库管模块、产线模块、品管模块和大屏模块等。
21.监管模块包括主服务器和报警服务器,主服务器是一种计算机,用于接收、存储和分析处理数据;报警服务器与主服务器连接,用于接收、存储报警提示信息,并进行报警提示。该报警服务器可以是单独的一个智能终端(如深圳鲲鹏物联科技有限公司生产的“智能报警服务器roc-b-04”),也可以是主服务器中的一个功能分区。该监管模块相当于控制中心,主要由管理人员使用,用于监视和管理车间。
22.库管模块与主服务器连接,用于录入物料的入库和出库信息等,并将该信息发送至主服务器,经分析处理生成库管数据。物料包括生产用材料(如:线材、胶芯、铁壳等)、重工品、产品(如:type-c数据线、usb接口数据线等)等。该库管模块供库管人员使用,主要用于库房的物料管理,同时可与车间产线等相关联,比如将重工品的入库和出库信息对应至各产线,后续可通过各产线的重工品入库、出库信息评估该产线的产品质量状况。
23.产线模块包括若干数据采集器、多条产线及产线中的若干生产设备,若干数据采集器对应于各产线及各生产设备设置,用于采集各产线及各生产设备的生产数据,并将采集的生产数据发送至主服务器,进行存储和分析处理。
24.品管模块与主服务器连接,用于录入对各产线和各生产设备(尤其是重点工站)进行抽样质检的抽样统计数据,并将该抽样统计数据实时发送至主服务器,进行存储和分析处理。该品管模块供质检人员使用,主要用于车间产线及重点工站的产品抽样质检,进行产品质量控制,同时可与车间产线及重点工站的生产设备等相关联。
25.其中,主服务器接收上述库管数据、生产数据和抽样统计数据,进行存储和分析处理;可根据库管数据、生产数据和抽样统计数据,综合分析处理生成车间综合信息、报警提示信息和控制指令等。控制指令用于控制各产线及其生产设备的运转,调节相应的运行参数、或关停、或开启相应的设备。当然,该控制指令也可是发送给库管模块、产线模块和品管模块中相应部位操作人员的提示性指令,提示相应部位的操作人员进行相应的操作动作。报警提示信息发送至报警服务器,经报警服务器进行存储、辨别,再将相应的报警提示信息分别发送至对应的界面或部位进行报警提示;比如,在第一客户端、第二客户端的人机交互界面上进行报警画面提示,或者在产线中对应部位上安装的蜂鸣报警器、声光报警器等进行蜂鸣报警提示或声光报警提示。也即“报警服务器进行报警提示”,就是将报警提示信息发送给客户端或报警器进行报警。便于管理人员和相应的操作人员及时掌握产线、设备的实时问题状况,及时处置,避免发生质量、安全等事故。
26.设置该报警服务器,能单独存储、分析处理报警提示信息(异常信息),实现对异常信息的高效管理(存储、调取等)和及时响应,同时可减少主服务器进行繁杂的硬件底层操作,提高主服务器的运行效率。
27.一种实施方式中,还包括大屏模块,该大屏模块可以是led显示屏,该led显示屏与主服务器连接,用于显示主服务器生成的车间综合信息,便于生产人员了解车间整体情况,便于生产人员的管理和激励。
28.车间综合信息包括各产线生产状况、车间产值、各产线完成情况和设备养护信息等。其中,各产线生产状况包括产线数量和名称,产线停机或运行状态,产线运行正常与否,产线人数,生产品名等情况;车间产值包括车间计划产值、累积计划产值、累积完成产值、完成率等信息;各产线完成情况包括各产线名称、产线计划产量、实际产量、计划产值、实际产值、完成率、产线奖励及产线排名等;设备养护信息包括生产设备名称、编号、规格型号、生产厂家、检验/保养有效期,检验/保养倒计时等信息。其中,各产线完成情况中的“产线奖励”和“产线排名”,根据车间的绩效考核指标及绩效计算标准等信息生成,便于生产人员了解绩效状态,激励生产人员的工作积极性。
29.优选地,监管模块还包括第一客户端,第一客户端与主服务器连接,包括人机交互界面,用于供管理者使用,可观察实时生产数据(如生产量曲线、不良品数曲线、不良品率曲
线等),订阅报表和发送指令。订阅报表具体包括通过第一客户端调取主服务器存储和分析处理的数据信息,生成的报表可包括重工品入库统计表、重工品出库统计表、奖励结算统计表、产线及工站不良品率统计表、库房材料统计表等。便于管理人员对重工品入库、出库情况,车间奖励情况,产线不良品率情况,材料库存情况等进行查询和管理。
30.库管模块和品管模块各包括有至少一个第二客户端,各第二客户端与主服务器连接,包括人机交互界面,具体地,第二客户端可以是移动触控平板,用于分别供库管人员和质检人员使用,录入库管信息和抽样统计数据等,或者调取库管数据或抽样统计数据等。并且,管理人员可通过第一客户端、主服务器向各第二客户端发送相应的指令,便于管理人员、库管人员、质检人员根据产线在制情况,及时做出响应。尤其是,在产线或重点工站(即相应生产设备处)不良品率异常时,管理人员和相应的质检人员可及时对产线或生产设备做出关闭、调整运行参数、开启等处理,避免不良品产生;在重工品数量异常、材料超领、报废数据异常时,管理人员和库管人员可及时做出判断和决策,采取合理的管理措施,提高管控质量,避免材料的浪费。库管模块和品管模块的第二客户端具有不同的使用权限设置,便于使用权限的区分和生产信息的安全管理。
31.产线模块中数据采集器采集的生产数据具体包括产线基本参数、设备基本参数、产量和不良品数等。其中,产线基本参数包括产线目前人数、产品上线时间、品名、合作企业、外协人员、主管民警、产线管理负责人员、产品包装规格和计划产量等;设备基本参数包括设备名称、编号、设备型号、实时参数等;产量和不良品数分为产线的产量和不良品数,及生产设备的产量和不良品数。
32.该生产数据发送至主服务器后,可生成实时产量曲线、实时不良品数曲线,并可根据产量和不良品数生成不良品率及实时不良品率曲线。比如,应用于数据线生产管理时,生成的实时不良品率曲线可包括b端目视焊点不良品率曲线、c端目视焊点不良品率曲线、b端外观检测不良品率曲线和c端外观检测不良品率曲线等。当不良品率超过系统设置的正常水平阈值,或者不良品率增长速度超过系统设置的正常增长阈值时,主服务器生成报警提示信息,并发送至报警服务器进行报警提示,便于管理人员及时做出响应。比如,数据线生产中,生成的b端目视焊点不良品率超过系统设置的正常水平阈值,则主服务器生成报警提示信息,经报警服务器发送至与usb自动焊锡机对应的报警器进行报警提示。
33.当产线处于转产状态时,主服务器可根据生产数据进行转产状态的判断,便于管理人员根据具体转产状态进行产线及生产设备的控制,避免转产时新旧产品及原料混合、参数设置混乱等情况发生。
34.该生产管理系统应用于数据线生产车间时,生产车间可包括多条产线,产线中的重点工站及对应的生产设备可包括type-c自动焊锡机、usb自动焊锡机、usb装铆一体机、type-c激光焊接机、t2测试机、t3测试机、t4测试机、压模成型机和成品自动绕线机等。
35.本发明的实施例还提供了一种基于上述管理系统的管理方法,该管理方法包括如下步骤:s1,由库管模块录入材料、重工品和产品的入库、出库信息等,并实时发送至主服务器进行分析处理,生成库管数据。其中,材料、重工品和产品的入库、出库信息还对应至相应的产线。重工品为生产过程中检出的不合格产品或不合格半成品,且可进行回收再加工的不良品。
36.s2,各产线及各生产设备进行产品的生产加工,由对应的数据采集器采集各产线及各生产设备的生产数据,并实时将该生产数据发送至主服务器,进行存储和分析处理。
37.s3,对各产线及各生产设备加工的产品(包括半成品)进行抽样质检,将抽样质检形成的抽样统计数据录入品管模块,并实时发送至主服务器中,进行数据存储和分析处理。
38.s4,主服务器获取上述库管数据、生产数据和抽样统计数据,并进行存储和综合分析处理,生成车间综合信息、报警提示信息和控制指令,以实现监控管理车间内的各生产线及各生产设备的运行情况。
39.该管理系统及管理方法,通过设置监管模块、库管模块、产线模块和品管模块等,对物料、整体产线、重点生产设备及加工的产品品质进行综合管理,通过数据整合到主服务器进行分析处理,能更好的监控和管理生产线及生产设备,遇到异常情况能及时响应并处理,避免发生重大的质量隐患,可有效提升管理效率、控制生产成本、保证产品质量。
40.优选地,在步骤s1中,由库管模块录入材料、重工品和产品的入库、出库信息,并实时发送至主服务器进行分析处理,生成库管数据,具体包括:s11,由库管人员通过库管模块的第二客户端实时录入材料入库信息、各产线材料领用信息、各产线产品入库信息、各产线重工品入库信息和重工品出库信息等,并将上述信息实时发送至主服务器。当然也可采用智能设备替代库管人员进行入库、出库信息的获取和录入。
41.s12,主服务器根据材料入库信息、各产线材料领用信息、各产线产品入库信息、各产线重工品入库信息和重工品出库信息等,并结合产线模块的生产数据,生成库管数据。该库管数据包括产线超领材料数、产线报废材料数、产线在制原料数、上月结存数、实时库存数、本月入库数、本月出库数、累积入库数等。
42.通过上述方式,可实现将库房管理与产线在制实时关联,可协同和验证生产数据,便于管理人员根据库存情况做出相应的判断和管理决策,提升管理效率,控制管理成本;以及根据重工品情况评估产品质量现状,采取合理的管理措施,避免重大质量隐患的发生。
43.优选地,在步骤s2中,各产线及各生产设备进行产品加工,由数据采集器采集各产线和各生产设备的生产数据,实时发送至主服务器,具体包括:s21,各产线及各生产设备进行产品的加工;s22,同时,各产线对应的数据采集器采集相应产线的产线人数、产品上线时间、品名、产品包装规格、计划产量、产量、不良品数等生产数据;以及,各生产设备对应的数据采集器采集各生产设备的设备型号、编号、保养时间、运行参数(实时)、产量及不良品数等生产数据;s23,且数据采集器将采集的上述生产数据实时发送至主服务器,进行存储和分析处理。
44.通过上述方式,可实现对车间各产线及各生产设备(对应重点工站)数字化管理,实现自动统计产线在制和实时远程产线/设备监控,便于管理人员及时、高效的了解车间产线在制情况,以便在异常情况出现时,及时做出决策和响应。尤其是在不良品率异常时,可及时发现并做出调整。
45.优选地,在步骤s3中,对各产线及各生产设备加工的产品进行抽样质检,将抽样统计数据录入品管模块,并实时发送至主服务器,具体包括:
s31,由质检人员根据抽检方案要求,分别抽取各产线加工后和各生产设备(重点工站)加工后的产品(包括半成品),进行质量检测,获得抽样统计数据,该抽样统计数据包括各产线、各生产设备对应的抽检时间、抽检数、质检的不良品数等信息。
46.s32,将该抽样统计数据实时录入品管模块的第二客户端。
47.s33,品管模块的第二客户端再将该抽样统计数据实时发送至主服务器,进行存储和分析处理。
48.通过该方式,由质检人员对产线和生产设备加工的产品进行抽样检测,复核并验证产线的生产加工情况,确保产品质量合格;同时将抽样统计数据上传至主服务器中,实现自动分析和综合管理,便于管理者结合质检人员及时发现产线和生产设备的异常情况,且管理人员及质检人员可调取查询历史数据,便于判断当前产品质量状况,并及时做出反应,以调整产线及生产设备的运行情况,使得产品质量管控更有效。
49.优选地,在步骤s4中,主服务器根据接收的库管数据、生产数据和抽样统计数据分析处理生成车间综合信息、报警提示信息和控制指令,以监管各产线和各生产设备的运行,具体包括:s41,主服务器接收管理人员通过第一客户端人机交互界面传达的管理指令,和接收库管模块发送的库管数据,产线模块发生的生产数据及品管模块发送的抽样统计数据,进行分类存储和综合分析处理。
50.s42,生成包括各产线生产状况、车间产值、各产线完成情况和设备养护信息的车间综合信息,并将该车间综合信息投送至大屏模块进行显示。以供相关人员浏览,便于信息传达和人员激励。车间综合信息可由主服务器根据预先的系统设置直接发送至大屏模块,也可由管理人员通过第一客户端选择是否发送和部分发送。
51.同时,当存在异常情况时,生成相应的不良品率超标、不良品率增长速度超标、材料库存过低、设别保养时间临期等报警提示信息,并将上述报警提示信息发送至报警服务器进行报警提示。报警服务器与第一客户端、第二客户端及设于车间相应部位的报警器等相连,可将相应报警提示信息通过第一客户端、第二客户端和报警器等进行提示。
52.当需要对产线、生产设备等进行调整时,生成控制指令,控制各产线或各生产设备调整相应的运行参数及运行状态。该控制指令可由主服务器分析处理数据生成,也可是直接转换管理人员通过第一客户端传达的管理指令。
53.该方式的有益效果是,可通过主服务器实现车间产线的综合管理和自动化管理,也可由管理人员通过该管理系统进行车间产线及人员的管理,功能齐全,实用性强。
54.综上,本技术的管理系统及管理方法可采集生产实时数据,实现车间产线数字化生产管理,实现远程生产设备控制,监控重要设备养护周期,自动统计监控产线在制,实时监控产品不良品率,遇异常自动实时报警等,可有效避免重大质量隐患的发生,提升产品质量管控。
55.以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。