1.本发明涉及发声装置技术领域,特别涉及一种球顶及其制作方法、扬声器。
背景技术:
2.相关技术中,为了均衡扬声器工作过程中的内部和外界的气压差,常常需要在扬声器上设置泄露孔用于连通扬声器内部空间和外界,还需要设置防水透气膜覆盖泄露孔,以达到防水的目的。防水透气膜通常使用胶水粘接固定,然而,当选择在球顶上开设泄露孔时,胶水会增加球顶的质量,从而导致扬声器的灵敏度下降。
技术实现要素:
3.本发明的主要目的是提出一种球顶,旨在实现防水透气膜与球顶本体之间可靠结合的同时,避免球顶的质量增加,从而保持扬声器的高灵敏度。
4.为实现上述目的,本发明提出的球顶包括球顶本体和防水透气膜,所述球顶本体上设有贯穿所述球顶本体的通孔,所述防水透气膜一体注塑成型于所述通孔内。
5.可选地,所述球顶本体为金属材质。
6.可选地,所述防水透气膜采用聚四氟乙烯材质。
7.可选地,所述通孔设于所述球顶本体的中央区域或者边缘区域。
8.可选地,所述通孔的边缘形成有抓胶结构,所述防水透气膜设有与所述抓胶结构相配合的抓胶部。
9.可选地,所述防水透气膜包括平面部和中心部,所述中心部朝远离所述平面部的方向凸起形成凸包结构,在所述球顶的轴向方向上,所述平面部的两侧表面均不超出所述球顶本体的两侧表面。
10.本发明还提出一种球顶的制作方法,用于成型前述的球顶,所述球顶的制作方法包括步骤:提供预成型模具;所述预成型模具包括相配合以形成型腔的第一模和第二模;将球顶本体和膜混合物置于所述型腔内;其中,所述球顶本体具有通孔,所述膜混合物置于所述通孔;将所述膜混合物进行烘干,以形成一体固定于所述球顶本体的预成型膜,所述球顶本体与所述预成型膜结合形成所述球顶。
11.可选地,在所述将球顶本体和膜混合物置于所述型腔内的步骤之前,所述球顶的制作方法还包括:对所述球顶本体进行冲压,以形成所述通孔;或者对所述球顶本体进行切割,以形成所述通孔。
12.可选地,所述通孔的边缘设有抓胶结构,所述预成型膜的边缘通过抓胶部与所述抓胶结构相结合。
13.可选地,所述球顶的制作方法还包括:
对所述通孔的边缘进行冲压,以形成所述抓胶结构;或者对所述通孔的边缘进行铣槽,以形成所述抓胶结构;所述抓胶结构为抓胶凹槽。
14.可选地,在所述将膜混合物进行烘干,以形成一体固定于所述球顶本体的预成型膜的步骤之后,所述球顶的制作方法还包括:提供拉伸模具;所述拉伸模具包括拉伸压头、及相配合以形成定位腔的第三模和第四模,所述第三模对应所述预成型膜设有避让凹槽,所述第四模对应所述预成型膜设有避让通孔;将所述球顶本体和所述预成型膜置入所述定位腔;于第一预设温度环境下,通过所述拉伸压头经所述避让通孔将所述预成型膜向所述避让凹槽挤压,以在所述预成型膜上拉伸出具有防水透气微孔的凸包结构;于第二预设温度环境下,将所述预成型膜上的凸包结构烧结定型,以形成防水透气膜。
15.本发明还提出一种扬声器,包括壳体、设于所述壳体的磁路系统和振动系统,所述振动系统包括振膜,所述振膜包括前述的球顶或者由前述的球顶的制作方法所制作的球顶。
16.本发明的技术方案通过将防水透气膜一体注塑成型于球顶本体的通孔内,在不额外增加胶水等粘接剂的情况下,实现了防水透气膜与球顶本体之间的可靠结合,从而能避免球顶的质量增加,保持具有该球顶的扬声器的高灵敏度。此外,通过防水透气膜的设置,能在实现防水的同时均衡设有该球顶的振膜两侧的气压,使振膜振动更稳定。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
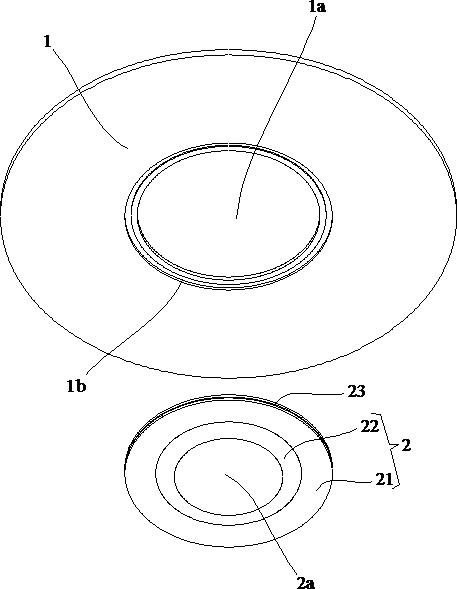
18.图1为本发明球顶一实施例的结构示意图;图2为图1中球顶的爆炸结构示意图;图3为本发明球顶的制作方法所采用的预成型模具的结构示意图;图4为图3中a处的局部放大图;图5为本发明球顶的制作方法所采用的拉伸模具在拉伸前的结构示意图;图6为图5中拉伸模具在拉伸后的结构示意图;图7为本发明扬声器一实施例的结构示意图。
19.附图标号说明:标号名称标号名称10第一模20第二模30第三模40第四模31避让凹槽41避让通孔50拉伸压头1球顶本体1a通孔1b抓胶凹槽
2’预成型膜2防水透气膜21平面部22中心部2a凸包结构3壳体4磁路系统23抓胶部本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
22.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,若全文中出现的“和/或”或者“及/或”,其含义包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
23.本发明提出一种球顶。
24.参照图1至图6,在本发明一实施例中,该球顶包括球顶本体1和防水透气膜2,所述球顶本体1上设有贯穿所述球顶本体1的通孔1a,所述防水透气膜2一体注塑成型于所述通孔1a内。
25.本发明中,可选地,所述通孔1a可以通过对所述球顶本体1进行冲压的方式成形,如此,有利于实现所述球顶本体1的批量制备,从而有利于提高所述球顶的批量制备效率。然本设计不限于此,于其他实施例中,所述通孔1a还可以通过切割的方式成形,例如但不限于激光切割、水刀切割等。
26.本发明中,可选地,所述球顶本体1采用金属材质,例如但不限于铝镁合金材质,金属材质具有较好的耐高温特性,能在一体注塑成型的烘干阶段,避免所述球顶本体1发生非必要的形变;然本设计不限于此,于其他实施例中,所述球顶本体1还可采用具有良好耐高温特性的其他材质。可选地,所述防水透气膜2采用聚四氟乙烯材质,聚四氟乙烯材质在膨体后能形成防水透气微孔,有利于满足球顶本体1在所述通孔1a处的防水透气需求;当然,于其他实施例中,所述防水透气膜2还可以采用其他具有防水透气作用的材质膜。
27.本发明的技术方案通过将防水透气膜2一体注塑成型于球顶本体1的通孔1a内,在不额外增加胶水等粘接剂的情况下,实现了防水透气膜2与球顶本体1之间的可靠结合,从而能避免球顶的质量增加,保持具有该球顶的扬声器的高灵敏度。此外,通过防水透气膜2
的设置,能在实现防水的同时均衡设有该球顶的振膜两侧的气压,使振膜振动更稳定。
28.在本发明一实施例中,参照图2和图6,所述防水透气膜2成形有一个,且该防水透气膜2位于所述球顶本体1的中央区域,以适应于一个防水透气膜2的球顶的需求。然本设计不限于此,于其他实施例中,所述防水透气膜2也可成形有多个,且该多个防水透气膜2散布于所述球顶本体1的边缘区域,以适应于多个防水透气膜2的球顶的需求;例如,在所述球顶本体1呈矩形时,所述防水透气膜2可以设置有四个,该四个防水透气膜2可以分散布设在靠近所述球顶本体1四个角落的位置。
29.在本发明一实施例中,参照图2至图4,所述通孔1a的边缘形成有抓胶结构,所述防水透气膜3设有与所述抓胶结构相配合的抓胶部23,以提高所述防水透气膜2与所述通孔1a边缘之间的连接稳定性和可靠性。可选地,所述抓胶结构配置为设于所述通孔1a边缘的至少一侧面的抓胶凹槽1b,所述抓胶部23嵌咬于所述抓胶凹槽1b,以提高所述防水透气膜2与所述通孔1a边缘之间的连接稳定性和可靠性;可选地,所述抓胶凹槽1b可但不限于通过冲压、铣槽等的方式成形。然本设计不限于此,于其他实施例中,所述抓胶结构还可以配置为凸设于所述通孔1a孔壁面上的抓胶弯钩,该抓胶弯钩沿所述通孔1a的周向方向间隔设有多个,所述抓胶弯钩嵌入所述防水透气膜2的边缘(也即所述抓胶部23)内,如此,亦能提高所述防水透气膜2与所述通孔1a边缘之间的连接稳定性和可靠性。
30.可选地,所述抓胶凹槽1b呈环形设置,也即所述抓胶凹槽1b环绕所述通孔1a设置,以使得所述抓胶部23在所述通孔1a周向上的各个位置,都与所述球顶本体1有提高稳定性的嵌咬结构。进一步可选地,所述抓胶凹槽1b呈连续的环形设置,或者所述抓胶凹槽1b呈间断式的环形设置。
31.进一步地,所述通孔1a的边缘的相对两侧面均设有所述抓胶凹槽1b,也即所述通孔1a边缘的相对两侧面均与所述防水透气膜2有嵌咬结构,从而提高所述防水透气膜2与所述球顶本体1之间的连接稳定性和可靠性。然本设计不限于此,于其他实施例中,也可仅在所述通孔1a边缘的一个侧面上设置所述抓胶凹槽1b。
32.在本发明一实施例中,参照图1和图2,所述防水透气膜2包括平面部21和中心部22,所述中心部22朝远离所述平面部21的方向凸起形成凸包结构2a,以有助于提升球顶的本征频率,从而改善具有该球顶的扬声器的音效。需要说明的是,当该球顶装配至扬声器中时,所述凸包结构2a可以是朝向所述扬声器壳体的内部凸设的,也可以是朝向所述扬声器壳体的外部凸设的,本发明对此不作限制。
33.可选地,在所述球顶的轴向方向上,所述平面部21的两侧表面均不超出所述球顶本体1的两侧表面,如此,所述防水透气膜2的用料更少,整体重量更低,使得具有该球顶的扬声器的灵敏度更高;通常地,所述防水透气膜2的厚度不大于所述球顶本体1的厚度。此外,在所述平面部21的两侧表面与所述球顶本体1的两侧表面均相平齐时,还可以使得用以一体注塑该球顶的注塑模具的型腔结构更简单,研发成本更低。
34.本发明还提出一种球顶的制作方法。
35.参照图1至图4,在本发明一实施例中,该球顶的制作方法包括步骤:s10、提供预成型模具;所述预成型模具包括相配合以形成型腔的第一模10和第二模20;s20、将球顶本体1和膜混合物置于所述型腔内;其中,所述球顶本体1具有通孔1a,
所述膜混合物置于所述通孔1a;s30、将所述膜混合物进行烘干,以形成一体固定于所述球顶本体1的预成型膜2’,所述球顶本体1与所述预成型膜2’结合形成球顶。
36.不失一般性,本发明中,所述第一模10配置为凹模,所述第二模20配置为平模,所述第二模20覆盖所述第一模10,从而形成所述型腔。然本设计不限于此,于其他实施例中,所述第二膜也可以配置为凹模或者凸模,只要所述第一模10与所述第二模20之间所形成的型腔的形状、尺寸与所要制作的球顶的形状、尺寸相匹配即可,如此,可使得制作所得的球顶满足设计要求。
37.本发明中,可选地,所述球顶本体1采用金属材质,例如但不限于铝镁合金材质,金属材质具有较好的耐高温特性,能在烘干所述膜混合物时,避免所述球顶本体1发生非必要的形变;然本设计不限于此,于其他实施例中,所述球顶本体1还可采用具有良好耐高温特性的其他材质。可选地,所述膜混合物采用聚四氟乙烯,聚四氟乙烯在膨体后能形成防水透气微孔,有利于满足球顶本体1在所述通孔1a处的防水透气需求;当然,于其他实施例中,所述膜混合物还可以采用其他具有防水透气作用的材质膜。
38.本发明的技术方案通过先将球顶本体1和膜混合物置于预成型模具的型腔内,再将所述膜混合物烘干固定于所述球顶本体1,以形成包括预成型膜2’和球顶本体1的球顶,在不额外增加胶水等粘接剂的情况下,实现了预成型膜2’与球顶本体1之间的可靠结合,从而能避免球顶的质量增加,保持具有该球顶的扬声器的高灵敏度。此外,通过防水透气膜2的设置,能在实现防水的同时均衡设有该球顶的振膜两侧的气压,使振膜振动更稳定。
39.在本发明一实施例中,所述步骤s20通常具体包括:先将所述球顶本体1置入所述第一模10的凹腔中,并将所述第二模20与所述第一模10进行合模,如此,所述型腔中仅剩所述通孔1a的位置可供注入所述膜混合物,再将所述膜混合物注入所述通孔1a所在的位置;也即采用先合模,再注料的方式。
40.然本设计不限于此,于其他实施例中,也可采用先注料,再利用第二模20对所述膜混合物进行挤压,以满填所述通孔1a所在的位置,具体的,所述步骤s20具体包括:先将所述球顶本体1置入所述第一模10的凹腔中,继而将预设分量的所述膜混合物注入所述球顶本体1的通孔1a中,再将所述第二模20与所述第一模10进行合模,以利用所述第二模20对所述通孔1a中的膜混合物进行挤压摊平,以满填所述通孔1a所在的位置,确保烘干后的预成型膜2’能与所述通孔1a的边缘稳定结合。
41.在本发明一实施例中,在所述步骤s20之前,所述球顶的制作方法还包括:s40、对所述球顶本体1进行冲压,以形成所述通孔1a。
42.冲压的方式有利于实现所述球顶本体1的批量制备,从而有利于提高所述球顶的批量制备效率。
43.然本设计不限于此,于其他实施例中,所述通孔1a还可以通过切割的方式成形,例如但不限于激光切割、水刀切割等;具体的,该实施例下,在所述步骤s20之前,所述球顶的制作方法还包括:s40’、对所述球顶本体1进行切割,以形成所述通孔1a。
44.在本发明一实施例中,所述通孔1a的边缘设有抓胶结构,所述预成型膜2’的边缘通过抓胶部23与所述抓胶结构相配合,以提高所述预成型膜2’与所述通孔1a边缘之间的连
接稳定性和可靠性。可选地,所述抓胶结构配置为设于所述通孔1a边缘的至少一侧面的抓胶凹槽1b,所述抓胶部23嵌咬于所述抓胶凹槽1b,以提高所述预成型膜2’与所述通孔1a边缘之间的连接稳定性和可靠性;然本设计不限于此,于其他实施例中,所述抓胶结构还可以配置为凸设于所述通孔1a孔壁面上的抓胶弯钩,该抓胶弯钩沿所述通孔1a的周向方向间隔设有多个,所述抓胶弯钩嵌入所述预成型膜2’的边缘(也即所述抓胶部23)内,如此,亦能提高所述预成型膜2’与所述通孔1a边缘之间的连接稳定性和可靠性。
45.可选地,所述抓胶凹槽1b呈环形设置,也即所述抓胶凹槽1b环绕所述通孔1a设置,以使得所述抓胶部23在所述通孔1a周向上的各个位置,都与所述球顶本体1有提高稳定性的嵌咬结构。进一步可选地,所述抓胶凹槽1b呈连续的环形设置,或者所述抓胶凹槽1b呈间断式的环形设置。
46.进一步地,所述通孔1a的边缘的相对两侧面均设有所述抓胶凹槽1b,也即所述通孔1a边缘的相对两侧面均与所述预成型膜2’有嵌咬结构,从而提高所述预成型膜2’与所述球顶本体1之间的连接稳定性和可靠性。然本设计不限于此,于其他实施例中,也可仅在所述通孔1a边缘的一个侧面上设置所述抓胶凹槽1b。
47.在本发明一实施例中,所述球顶的制作方法还包括:s50、对所述通孔1a的边缘进行冲压,以形成所述抓胶结构。
48.冲压的方式有利于实现所述球顶本体1的批量制备,从而有利于提高所述球顶的批量制备效率。特别地,在所述通孔1a也采用冲压的方式成形时,所述抓胶结构的冲压成形步骤,与所述通孔1a的冲压成形步骤可以是同一个步骤,也即通过一次冲压,既冲压出所述通孔1a,还在所述通孔1a的边缘冲压出所述抓胶结构;如此,可节省整个产品的制备工序,提高产品的制备效率。
49.然本设计不限于此,于其他实施例中,在所述抓胶结构配置为所述抓胶凹槽1b时,所述抓胶结构也可通过铣槽的方式成形;在该实施例下,具体地,所述球顶的制作方法还包括:s50’、对所述通孔1a的边缘进行铣槽,以形成所述抓胶结构。
50.在本发明一实施例中,参照图5和图6,在所述步骤s30之后,所述球顶的制作方法还包括:s60、提供拉伸模具;所述拉伸模具包括拉伸压头50、及相配合以形成定位腔的第三模30和第四模40,所述第三模30对应所述预成型膜2’设有避让凹槽31,所述第四模40对应所述预成型膜2’设有避让通孔41,所述拉伸压头50能穿过所述避让通孔41;s70、将所述球顶本体1和所述预成型膜2’置入所述定位腔;s80、于第一预设温度环境下,通过所述拉伸压头50经所述避让通孔41将所述预成型膜2’向所述避让凹槽31挤压,以在所述预成型膜2’上拉伸出具有防水透气微孔的凸包结构2a;s90、于第二预设温度环境下,将所述预成型膜2’上的凸包结构2a烧结定型,以形成防水透气膜2。
51.不失一般性,本发明中,所述第三模30配置为凹模,所述第四模40配置为平模,所述第四模40覆盖所述第三模30,从而形成所述定位腔。然本设计不限于此,于其他实施例中,所述第四膜也可以配置为凹模或者凸模,只要所述第三模30与所述第四模40之间所形
成的定位腔的形状、尺寸与所要制作的球顶的形状、尺寸相匹配即可。
52.本实施例中,所述预成型膜2’所采用的材质是诸如聚四氟乙烯材质等,需要拉伸膨体后,才形成有防水透气微孔的材质,如此需要通过执行上述步骤s60至s90,来形成所述防水透气膜2。然本设计不限于此,于其他实施例中,也可采用在烘干后即可形成有防水透气微孔的材质来制备所述预成型膜2’,此种情况下,执行所述步骤s30所得到的所述预成型膜2’即为防水透气膜2。
53.在本实施例中,以采用聚四氟乙烯材质为例,所述第一预设温度环境的温度范围通常为160℃至190℃,所述第二预设温度环境的温度范围通常为365℃至375℃,如此,在将所述预成型膜2’上的凸包结构2a烧结定型后,通常需要冷却口再取出。当然,于其他实施例中,在采用其他材质时,所述第一预设温度环境和所述第二预设温度环境各自的温度范围可根据材质的需求进行调整。
54.需要说明的是,当该球顶装配至扬声器中时,所述凸包结构2a可以是朝向所述扬声器壳体的内部凸设的,也可以是朝向所述扬声器壳体的外部凸设的,本发明对此不作限制。
55.本实施例中,进一步地,所述避让凹槽31的形状、尺寸与所述凸包结构2a的形状、尺寸对应,也即所述避让凹槽31为仿形凹槽,所述拉伸压头50在挤压所述预成型膜2’的过程中,会将所述预成型膜2’挤压至与所述避让凹槽31的槽壁相贴合;如此,可通过设置所述避让凹槽31的形状和尺寸,来获得所需要的的凸包结构2a的形状和尺寸。然本设计不限于此,于其他实施例中,所述避让凹槽31的深度也可以大于所述凸包结构2a的高度,本发明对此不作限制。
56.在本发明一实施例中,参照图2和图6,所述防水透气膜2成形有一个,且该防水透气膜2位于所述球顶本体1的中央区域,以适应于一个防水透气膜2的球顶的需求。然本设计不限于此,于其他实施例中,所述防水透气膜2也可成形有多个,且该多个防水透气膜2散布于所述球顶本体1的边缘区域,以适应于多个防水透气膜2的球顶的需求;例如,在所述球顶本体1呈矩形时,所述防水透气膜2可以设置有四个,该四个防水透气膜2可以分散布设在靠近所述球顶本体1四个角落的位置。
57.本发明还提出一种球顶,该球顶的制作方法的具体参照上述实施例,由于本球顶采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
58.本发明还提出一种扬声器,参照图7,该扬声器包括壳体3、设于所述壳体3的磁路系统和振动系统,所述振动系统包括振膜,所述振膜包括球顶,该球顶的结构或者制作方法具体参照上述实施例,由于本扬声器采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
59.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。