1.本发明涉及防粘构件一体型图像形成用片、防粘构件一体型图像片、图像片、图像片的制造方法、装饰品、以及装饰品的制造方法。
背景技术:
2.作为印相物的制造方法,已知在记录介质的图像形成用层形成图像的方法。可以利用各种图像形成方式在该图像形成用层形成图像。作为图像形成方式,已知升华转印方式、熔融转印方式、喷墨印刷方式、色调剂印刷方式等。
3.最近,正在尝试将利用记录介质制造的印相物作为装饰片,并将该装饰片用于作为装饰对象物的物品的装饰。作为使用装饰片的物品的装饰方法,已知模内成型和嵌件成型等。专利文献1提出了一种在树脂片上设有喷墨油墨组合物的固化图像层的装饰片、以及使用了该装饰片的装饰品的制造方法。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2013-43935号公报
技术实现要素:
7.发明所要解决的课题
8.本发明的主要课题在于提供一种能够形成高品质的图像且在制造防粘构件一体型图像片或图像片时的制造适应性良好的防粘构件一体型图像形成用片;提供一种具有高品质的图像且制造图像片时的制造适应性良好的防粘构件一体型图像片;提供一种具有高品质的图像的图像片;提供一种图像片的制造方法,其能够以良好的制造适应性制造具有高品质的图像的图像片;提供一种具有高品质的图像的装饰品;以及提供一种装饰品的制造方法,其能够以良好的制造适应性制造具有高品质的图像的装饰品。
9.用于解决课题的手段
10.本发明的防粘构件一体型图像形成用片中,防粘构件和图像形成用片形成一体,上述图像形成用片能够从上述防粘构件分离,上述图像形成用片包含图像形成前的图像层,在温度25℃、角度30
°
的条件下将上述图像形成用片从上述防粘构件分离时的稳定剥离力为1000mn/cm以下,上述防粘构件中,该防粘构件的表面与背面的动摩擦系数为0.3以上0.9以下。
11.本发明的防粘构件一体型图像片是在本发明的防粘构件一体型图像形成用片的图像层形成有图像而成的。
12.本发明的图像片是从上述防粘构件一体型图像片分离了上述防粘构件而成的。
13.本发明的图像片的制造方法包括:在上述防粘构件一体型图像形成用片的上述图像形成前的图像层形成图像,得到防粘构件一体型图像片的工序;和将上述防粘构件从上述防粘构件一体型图像片分离的工序。
14.本发明的装饰品是将利用上述图像片的制造方法制造的图像片与装饰对象物一体化而成的。
15.本发明的装饰品的制造方法包括:在上述防粘构件一体型图像形成用片的上述图像形成前的图像层形成图像,得到防粘构件一体型图像片的工序;在图像层侧将上述防粘构件一体型图像片与装饰对象物一体化的工序;和将上述防粘构件从与上述装饰对象物一体化的上述防粘构件一体型图像片分离的工序。
16.本发明的装饰品的制造方法包括:在上述防粘构件一体型图像形成用片的上述图像形成前的图像层形成图像,得到防粘构件一体型图像片的工序;将上述防粘构件从上述防粘构件一体型图像片分离的工序;和在图像层侧将从上述防粘构件分离的图像片与装饰对象物一体化的工序。
17.本发明的装饰品的制造方法包括:在上述防粘构件一体型图像形成用片的上述图像形成前的图像层形成图像,得到防粘构件一体型图像片的工序;将上述防粘构件从上述防粘构件一体型图像片分离的工序;和在上述进行分离的工序之后,将上述转印层转印至装饰对象物的工序。
18.发明的效果
19.本发明的防粘构件一体型图像形成用片能够形成高品质的图像,并且,制造防粘构件一体型图像片或图像片时的制造适应性良好。
20.本发明的防粘构件一体型图像片具有高品质的图像,并且,制造图像片时的制造适应性良好。
21.本发明的图像片具有高品质的图像。本发明的图像片的制造方法能够制造上述本发明的图像片。
22.本发明的装饰品的品质高。
23.本发明的装饰品的制造方法能够制造上述本发明的装饰品,并且,制造时的制造适应性良好。
附图说明
24.图1是示出本发明的防粘构件一体型图像形成用片的一例的示意性截面图。
25.图2是示出本发明的防粘构件一体型图像形成用片的一例的示意性截面图。
26.图3是示出本发明的防粘构件一体型图像形成用片的一例的示意性截面图。
27.图4是示出本发明的防粘构件一体型图像形成用片的一例的示意性截面图。
28.图5是示出本发明的防粘构件一体型图像片的一例的示意性截面图。
29.图6中,图6a、图6b是示出本发明的防粘构件一体型图像片的一例的示意性截面图。
30.图7中,图7a~图7e是示出转印片的一例的示意性截面图。
31.图8是示出本发明的装饰品的制造工序的一例的流程图。
32.图9是示出本发明的装饰品的制造工序的一例的流程图。
33.图10是示出稳定剥离力、初始剥离力的测定方法的示例的示意图。
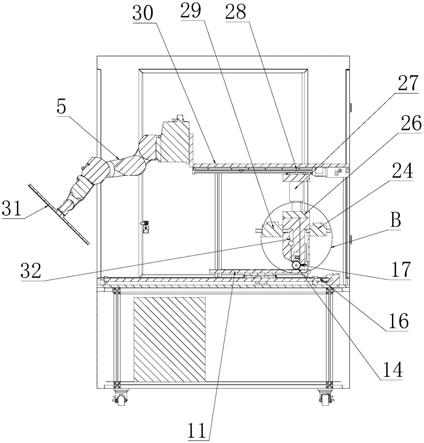
34.图11是实施例和比较例的制造中使用的熔融挤出装置的示意性构成图。
具体实施方式
35.以下参照附图等对本发明的实施方式进行说明。需要说明的是,本发明能够以多种不同的方式来实施,并不限定解释为以下例示的实施方式的记载内容。另外,为了使说明更加明确,附图与实际情况相比,有时对各部分的宽度、厚度、形状等进行示意性地表示,但其始终为一例,并非对本发明的解释进行限定。另外,在本技术说明书和各图中,对于与已出现的附图中的上述要素同样的要素赋以相同的附图标记,并适当地省略详细的说明。另外,为了便于说明,使用上或下等术语来进行说明,但上下方向也可以颠倒。左右方向也是同样。
36.《《防粘构件一体型图像形成用片》》
37.本发明的防粘构件一体型图像形成用片300是将防粘构件200与图像形成用片100一体化而成的。图像形成用片100能够从防粘构件200分离。
38.图像形成用片100包含形成图像前的图像层10。
39.图1~图4是示出本发明的防粘构件一体型图像形成用片300的一例的示意性截面图。本发明的防粘构件一体型图像形成用片不限定于图示的方式。另外,可以将各图所示的方式适当组合。
40.本发明的防粘构件一体型图像形成用片300能够制造本发明的防粘构件一体型图像片400。本发明的防粘构件一体型图像片400是在本发明的防粘构件一体型图像形成用片300的图像层10形成有图像而成的。本发明的防粘构件一体型图像片400能够制造本发明的图像片500。本发明的图像片500是从本发明的防粘构件一体型图像片400分离了防粘构件200而成的。能够通过打印机所具有的各种图像形成方式在图像层10形成图像。
41.利用打印机在图像形成用片的图像层10形成图像时的印相适应性与打印机内的图像形成用片100的传送适应性具有关联性。打印机内的传送适应性良好的图像形成用片100在图像层10形成图像时的印相适应性良好。印相适应性良好的图像形成用片100能够在图像层10形成抑制了印相褶皱及印相不均发生的高品质的图像。
42.打印机内的图像形成用片的传送适应性与图像形成用片的厚度具有关联性,随着图像形成用片的厚度变薄,打印机内的图像形成用片的传送适应性降低。另一方面,考虑到由图像形成用片制造的图像片的用途,有时也希望减薄图像形成用片的厚度。
43.本发明的防粘构件一体型图像形成用片300能够利用防粘构件200增加图像形成用片100的表观厚度。本发明的防粘构件一体型图像形成用片300能够改善利用打印机在图像层10形成图像时的传送适应性。
44.本发明的防粘构件一体型图像形成用片300即使在减薄了图像形成用片100的厚度的情况下,也能通过防粘构件200的存在改善防粘构件一体型图像形成用片300的传送适应性,能够在图像层10形成高品质的图像。
45.本发明的防粘构件一体型图像片400是在本发明的防粘构件一体型图像形成用片300的图像层10形成有图像而成的。本发明的图像片500是从本发明的防粘构件一体型图像片400分离了防粘构件200而成的。为了维持图像片500所具有的图像的品质,将防粘构件200从本发明的防粘构件一体型图像片400分离时抑制图像片500受到损害很重要。
46.本发明的防粘构件一体型图像形成用片300满足下述条件1。
47.(条件1)在温度25℃、角度30
°
的条件下将图像形成用片100从防粘构件200分离时
的稳定剥离力为1000mn/cm以下。
48.本发明的防粘构件一体型图像形成用片300能够容易地将防粘构件200从图像形成用片100分离,能够抑制在分离防粘构件200时图像层10受到损害。
49.本发明的防粘构件一体型图像形成用片300在将防粘构件200从图像形成用片100分离时的作业性良好。本发明的防粘构件一体型图像片400也能容易地将防粘构件200从图像片500分离。
50.本发明的防粘构件一体型图像形成用片300的切断性良好。本发明的防粘构件一体型图像形成用片300能够抑制在切断防粘构件一体型图像形成用片时防粘构件200发生松动。本发明中的防粘构件的松动是指下述现象:在被切断的防粘构件一体型图像形成用片的一部分,防粘构件200无意地从图像形成用片100发生剥离。
51.作为本发明的一例的防粘构件一体型图像形成用片300的稳定剥离力为100mn/cm以上550mn/cm以下。该方式的防粘构件一体型图像形成用片300能够容易地将防粘构件200从图像形成用片100分离。该方式的防粘构件一体型图像形成用片300能够进一步改善切断防粘构件一体型图像形成用片300时的切断性。
52.(稳定剥离力的计算方法)
53.本发明中的稳定剥离力是利用下述方法计算出的剥离力。
54.(a)将作为测定对象的防粘构件一体型图像形成用片切割成规定的宽度(以下,称为宽度a)。
55.(b)将切割后的测定对象的防粘构件一体型图像形成用片粘贴至剥离分析装置(vpa-3协和界面化学株式会社)的载台上。
56.(c-1)将剥离分析装置中的角度设定为30
°
,在载台温度:25℃(温度:25℃)、速度:300mm/min.的条件下将图像形成用片100从防粘构件200剥离。将从初始剥离部(参照图10)起朝向剥离方向距离5mm的位置至距离15mm的位置之间作为测定范围。利用剥离分析装置附带的测力传感器测量单元对测定范围的剥离力进行测定。在所测定的剥离力中,将其值达到最大的剥离力(测定范围中的最大剥离力)除以防粘构件一体型图像形成用片的宽度方向的长度(宽度a),将所得到的值作为稳定剥离力。
57.作为本发明的一例的防粘构件一体型图像形成用片300在温度25℃、角度30
°
的条件下将图像形成用片100从防粘构件200分离时的初始剥离力为2500mn/cm以下、优选为100mn/cm以上1000mn/cm以下。该方式的防粘构件一体型图像形成用片300在初始剥离部的剥离性良好,并且,将图像形成用片100从防粘构件200分离时的作业性良好。通过改善初始剥离部的剥离性,能够缩短从分离开始至分离完成的时间。例如,能够缩短至将分离的防粘构件设置于卷取装置等为止的作业时间等。
58.(初始剥离力的计算方法)
59.本发明中的初始剥离力是指,将上述稳定剥离力的计算方法中的(c-1)变更为以下的(c-2)而算出的剥离力。除了将(c-1)变更为(c-2)以外,与上述稳定剥离力的计算方法是共通的。
60.(c-2)将剥离分析装置中的角度设定为30
°
,在载台温度:25℃(温度:25℃)、速度:300mm/min.的条件下将图像形成用片100从防粘构件200剥离。将从初始剥离部(参照图10)起朝向剥离方向至距离5mm(不包括5mm)的位置为止之间作为测定范围。利用剥离分析装置
附带的测力传感器测量单元对测定范围的剥离力进行测定。在所测定的剥离力中,将其值达到最大的剥离力(测定范围中的最大剥离力)除以防粘构件一体型图像形成用片的宽度方向的长度(宽度a),将所得到的值作为初始剥离力。
61.本发明的防粘构件一体型图像形成用片300满足下述条件2。
62.(条件2)防粘构件200的表面与背面的动摩擦系数为0.3以上0.9以下。
63.本发明中的防粘构件200的表面是指防粘构件200的与图像形成用片100相接的面。防粘构件200的背面是指其相反侧的面。防粘构件200的背面构成本发明的防粘构件一体型图像形成用片300的最表面。
64.本发明的防粘构件一体型图像形成用片300在将分离后的防粘构件200卷取成卷状时的卷取性良好。本发明的防粘构件一体型图像形成用片300可以将从图像形成用片100分离的防粘构件200不发生卷取偏移(巻
きずれ
)地卷取成卷状。本发明的防粘构件一体型图像形成用片300在制造本发明的图像片500时的制造适应性良好。
65.作为本发明的一例的方式的防粘构件一体型图像形成用片300中,防粘构件200的表面与背面的动摩擦系数为0.4以上0.8以下。
66.(动摩擦系数的计算方法)
67.动摩擦系数是参照jis-k-7125(1999)中记载的方法利用下述方法算出的值。
68.准备两个100mm
×
100mm的防粘构件。两个防粘构件是切断作为测定对象的防粘构件而得到的。将一个防粘构件固定,使其背面与载台相接。接着,使另一防粘构件与其背面被固定至载台上的一个防粘构件的表面相接,使防粘构件彼此重合,放置载荷50g的砝码,测定以10mm/秒的拉伸速度使载台移动50mm时的动摩擦力,通过测定值计算出动摩擦系数。动摩擦力的测定使用表面性测定机(heidon surfaceproperty tester 14dr新东科学株式会社)。
69.以下,举出一例对本发明的防粘构件一体型图像形成用片300的各构成进行说明。
70.本发明的防粘构件一体型图像形成用片300只要满足上述(条件1)、(条件2)即可,不限定于以下的方式。
71.《防粘构件》
72.防粘构件200可以为单层结构,也可以为层积结构。作为一例的防粘构件200为仅由树脂层构成的单层结构。图2~图4所示的方式的防粘构件200为依次层积有防粘构件用支撑体210、树脂层250的层积结构。
73.防粘构件200只要能够满足上述(条件1)、(条件2)即可。稳定剥离力的调整可以在图像形成用片100侧进行,也可以在图像形成用片100和防粘构件200两者进行。防粘构件200的表面与背面的动摩擦系数可以考虑防粘构件200的表面和背面的平滑性、以及防粘构件的成分等来调整。
74.(树脂层)
75.作为一例的防粘构件200包含与图像形成用片100相接的树脂层250。该方式中,树脂层的图像形成用片100侧的面成为防粘构件的表面。
76.作为一例的树脂层250含有用于将防粘构件200的表面与背面的动摩擦系数调整为0.3以上0.9以下的树脂成分。
77.作为树脂成分,可示例出聚乙烯醇、聚丙烯、聚乙烯、丙烯酸类树脂、聚苯乙烯、纤
维素树脂、聚酯、聚氨酯、聚酰胺、环氧树脂、橡胶系树脂、离聚物、有机硅树脂、聚丁烯、聚异丁烯、聚丁二烯、以及乙烯-乙酸乙烯酯共聚物等。树脂层250含有的树脂成分可以为1种,也可以为2种以上。
78.作为一例的树脂层250含有相对于树脂层250的总质量多于50质量%的树脂成分。
79.作为一例的树脂层250含有聚乙烯醇、聚丙烯、聚乙烯、丙烯酸类树脂、聚苯乙烯以及纤维素树脂中的任一种或两种以上。该方式的树脂层容易调整动摩擦系数、稳定剥离力。
80.作为一例的树脂层250的熔点为110℃以上。
81.作为一例的树脂层250含有熔点为110℃以上的树脂成分。
82.作为一例的树脂层250含有相对于树脂层250的总质量多于50质量%的熔点为110℃以上的树脂成分。
83.作为一例的树脂层250含有高密度聚乙烯(hdpe)。
84.作为一例的树脂层250含有熔点为110℃以上的高密度聚乙烯(hdpe)。本发明中的高密度聚乙烯(hdpe)是指密度为0.942g/cm3以上0.97g/cm3以下的聚乙烯。
85.作为一例的树脂层250含有熔点为110℃以上的聚丙烯。
86.该方式的树脂层250能够改善初始剥离部中的剥离性。该方式的树脂层能够改善将分离后的防粘构件200卷取成卷状时的卷取性。该方式的树脂层250能够改善分离防粘构件200时的分离性。
87.作为一例的树脂层250的玻璃化转变温度(tg)为0℃以上。
88.作为一例的树脂层250含有玻璃化转变温度(tg)为0℃以上的树脂成分。
89.作为一例的树脂层250含有玻璃化转变温度(tg)为0℃以上的丙烯酸类树脂。
90.作为一例的树脂层250含有相对于树脂层250的总质量多于50质量%的玻璃化转变温度(tg)为0℃以上的树脂成分。
91.可以将上述玻璃化转变温度(tg)为0℃以上替换读作玻璃化转变温度(tg)为80℃以上。
92.该方式的树脂层能够进一步改善切断防粘构件一体型图像形成用片300时的切断性。该方式的树脂层能够进一步改善将分离后的防粘构件200卷取成卷状时的卷取性。
93.本发明中的玻璃化转变温度(tg)是依据jis-k-7121通过差示扫描量热测定(dsc)求出的值。
94.相对于树脂层250的总质量的树脂成分的含量没有限定,优选为50质量%以上、更优选为70质量%以上。
95.作为一例的树脂层250含有树脂成分和蜡。作为蜡,可示例出聚乙烯蜡、石蜡、马来酸酐、乙氧基化醇、脂肪酸酯、以及硅酮蜡等。该方式的树脂层容易调整动摩擦系数、稳定剥离力。该方式的树脂层在分离防粘构件200时的分离性良好。
96.相对于树脂层250的总质量的蜡的含量没有限定,优选为2.5质量%以上、更优选为10质量%以上。
97.作为一例的树脂层250含有断裂伸长率为50%以上500%以下的树脂成分。作为一例的树脂层250含有相对于树脂层250的总质量多于50质量%的断裂伸长率为50%以上500%以下的树脂成分。该方式的树脂层能够进一步改善防粘构件一体型图像形成用片300的切断性。
98.树脂层的厚度没有限定,优选为0.2μm以上、更优选为0.5μm以上20μm以下。
99.(断裂伸长率的计算方法)
100.本发明中的树脂成分的断裂伸长率是依据jis-k-7113测定断裂强度并利用下述(式1)计算出的值。
101.断裂伸长率(%)=100
×
(l-l0)/l0
···
(式1)
102.式1中的l0为试验前的试验片的长度,l为断裂时的试验片的长度。试验片的拉伸速度为200mm/min.。所使用的试验片由测定对象的树脂成分制作。
103.可以将上述树脂成分的断裂伸长率替换读作树脂层250的断裂伸长率。
104.树脂层的形成方法没有限定,可以将树脂成分等分散或溶解于适当的溶剂中而制备涂布液,涂布该涂布液并进行干燥,由此形成。涂布液的涂布方法没有限定,可以适当选择现有公知的涂布方法。作为涂布方法,可示例出凹版印刷法、丝网印刷法、以及利用照相凹版的逆向涂布法等。也可以使用除此以外的涂布方法形成树脂层。
105.可以使树脂层为熔融挤出树脂层。本发明中的熔融挤出树脂层是使用挤出机将熔融的树脂挤出为膜状而得到的树脂层。熔融挤出树脂层可以通过挤出涂布层压法、砂层压法、串联层压法等现有公知的挤出方法形成。作为挤出机,可示例出t模等。
106.可以使树脂层为膜基材。
107.可以使用膜状的树脂层,通过使用粘接剂等的贴合来形成。也可以通过转印形成树脂层。
108.(防粘构件用支撑体)
109.作为一例的防粘构件200为层积有防粘构件用支撑体210、树脂层250的层积结构。防粘构件用支撑体210与树脂层250可以相接。作为一例的防粘构件用支撑体210为单层结构或层积结构。
110.防粘构件用支撑体210可以与图像形成用片100相接。这种情况下,只要是能够使防粘构件200的表面与背面的动摩擦系数为0.3以上0.9以下的防粘构件用支撑体即可。图2所示的方式的防粘构件200中,树脂层250的图像形成用片100侧的面成为防粘构件200的表面,防粘构件用支撑体210的与树脂层250相反一侧的面成为防粘构件200的背面。
111.防粘构件用支撑体210可以为树脂基材(可以为树脂膜、树脂片),也可以为纸基材。
112.作为树脂基材的材料,可示例出聚对苯二甲酸乙二醇酯等聚酯、聚芳酯、聚碳酸酯、聚氨酯、聚酰亚胺、聚醚酰亚胺、纤维素衍生物、聚乙烯、乙烯-乙酸乙烯酯共聚物、聚丙烯、聚苯乙烯、丙烯酸类、聚氯乙烯、聚偏二氯乙烯、聚乙烯醇、聚乙烯醇缩丁醛、尼龙、聚醚醚酮、聚砜、聚醚砜、四氟乙烯-全氟烷基乙烯基醚共聚物、聚氟乙烯、四氟乙烯-乙烯共聚物、四氟乙烯-六氟丙烯共聚物、聚三氟氯乙烯、以及聚偏二氟乙烯等。
113.作为纸基材,可示例出绝缘纸、玻璃纸、硫酸纸、合成纸、高级纸、美术印刷纸、铜版纸、非涂布纸、高光泽印刷纸、壁纸、纤维素纤维纸、合成树脂内添纸、衬纸、以及浸渗纸(合成树脂浸渗纸、乳液浸渗纸、合成橡胶乳液浸渗纸)等。
114.作为一例的防粘构件用支撑体210包含多个树脂基材。
115.作为一例的防粘构件用支撑体210包含多个纸基材。
116.作为一例的防粘构件用支撑体210包含一个或多个树脂基材、以及一个或多个纸
基材。
117.作为一例的防粘构件200对防粘构件用支撑体210的树脂层250侧的面进行了粘接处理。作为粘接处理,可以举出电晕放电处理、火焰处理、臭氧处理、紫外线处理、放射线处理、粗面化处理、化学药品处理、等离子体处理、低温等离子体处理、接枝化处理等。也可以对与树脂层侧的面相反一侧的面进行粘接处理。本发明中的底层涂料处理也包括在防粘构件用支撑体210的树脂层侧的面设置底涂层的方式。底涂层构成防粘构件用支撑体。
118.作为一例的防粘构件200包含空隙层(未图示)。该方式的防粘构件200能够在图像层10形成浓度高的图像。作为空隙层,可示例出在内部具有空隙(有时也称为微空隙、空孔)的膜基材(也可以为树脂基材)等。空隙层可示例出:在聚合物中混炼无机颗粒,在对其混合物进行拉伸时以无机颗粒为核产生了空隙的空隙层;对作为主体的树脂混合不相容的聚合物(可以为1种,也可以为2种以上),在对其混合物进行拉伸时产生了空隙的空隙层;等。
119.作为一例的防粘构件200为依次层积有防粘构件用支撑体210、空隙层、树脂层250的层积结构。作为一例的防粘构件为依次层积有空隙层、防粘构件用支撑体210、空隙层、树脂层250的层积结构。
120.防粘构件的厚度没有限定,考虑图像形成用片100的厚度、本发明的防粘构件一体型图像形成用片300整体的厚度来决定即可。作为本发明的一例的防粘构件一体型图像形成用片300的厚度为50μm以上1500μm以下、优选为100μm以上300μm以下、更优选为150μm以上250μm以下。该方式的防粘构件一体型图像形成用片300能够进一步改善打印机的传送适应性。
121.防粘构件200的厚度优选考虑图像形成用片100的厚度等进行设定,以使本发明的防粘构件一体型图像形成用片300整体的厚度为上述厚度。树脂层、防粘构件用支撑体的厚度也同样。
122.《图像形成用片》
123.本发明的防粘构件一体型图像形成用片300具备与防粘构件200一体化的图像形成用片100。图像形成用片100包含形成图像前的图像层10。本发明中的形成图像前的图像层10是指能够形成图像的层。形成图像前的图像层可以预先具有规定的图像。
124.(图像层)
125.能够通过各种图像形成方式在图像层10形成图像50。作为使用打印机等的代表性的图像形成方法,可示例出升华转印方式、熔融转印方式、喷墨印刷方式、以及色调剂印刷方式(激光印刷方式)等。也可以使用能够通过除此以外的图像形成方式形成图像的图像层10。
126.升华转印方式为下述图像形成方式:使用设有含有升华性染料的色料层的热转印片,对该热转印片施加与图像信息相应的热能,将色料层含有的升华性染料转移至图像层10而形成图像。
127.熔融转印方式为下述图像形成方式:使用设有包含熔融油墨的色料层的热转印片,对该热转印片施加与图像信息相应的热能,将通过施加热能而熔融或软化的色料层连同层一起转印至图像层10而形成图像。
128.喷墨印刷方式为下述图像形成方式:通过利用压力驱动而产生的压力波使喷墨用的油墨从喷嘴喷出,或者通过加热使管内的油墨产生气泡而喷射油墨等,由此使该油墨附
着于图像层10而形成图像。
129.色调剂印刷方式为下述图像形成方式:利用激光等的热,以静电转印方式将色调剂固定(热粘)至图像层10。
130.图像层10的成分适当选择可利用上述例示的图像形成方法形成图像的成分即可。
131.作为一例的图像层10含有能够接受升华性染料的成分。作为这样的成分,可示例出丙烯酸类树脂、聚烯烃、聚氯乙烯、聚偏二氯乙烯、聚乙酸乙烯酯、氯乙烯-乙酸乙烯酯共聚物、乙烯-乙酸乙烯酯共聚物、聚酯、聚苯乙烯、聚酰胺、乙烯、或者丙烯等烯烃与其他乙烯基聚合物的共聚物、离聚物、纤维素树脂、聚碳酸酯、环氧树脂、聚乙烯吡咯烷酮、聚乙烯醇、以及明胶等。图像层10含有的成分可以为1种,也可以为2种以上。其中,含有氯乙烯-乙酸乙烯酯共聚物的图像层10能够通过升华转印方式在图像层10形成浓度更高的图像。
132.对图像层10的厚度没有限定,可以根据图像形成方法等适当设定。例如,用于热转印方式的图像层10的厚度优选为0.1μm以上10μm以下。用于喷墨印刷方式的图像层10的厚度优选为0.1μm以上50μm以下、更优选为1μm以上40μm以下、进一步优选为3μm以上30μm以下。用于色调剂印刷方式的图像层10的厚度优选为0.01μm以上5μm以下、更优选为0.05μm以上1μm以下。
133.图像层10的形成方法没有限定,可以贴合成为图像层10的膜等而形成,也可以将涂布液涂布至基材上并进行干燥而形成。也可以通过转印形成图像层10。
134.(基材)
135.作为一例的图像形成用片100包含保持图像层10的基材1。基材1位于比图像层10更靠近防粘构件200侧。基材1没有限定,适当选择在上述防粘构件用支撑体中说明的基材等即可。
136.作为一例的基材1包含聚丙烯。
137.对于作为一例的基材1,对防粘构件200侧的面进行了防粘处理。防粘处理包含设置在基材1的防粘构件200侧的面的防粘层。
138.该方式的基材1能够进一步改善分离防粘构件200时的分离性。
139.基材1可以具有能够从该基材1侧确认形成于图像层10的图像50的透明性。本发明中的透明包括无色透明、有色透明以及半透明。
140.基材的厚度没有限定,优选为180μm以下、更优选为150μm以下、特别优选为75μm以下。
141.(底涂层)
142.作为一例的图像形成用片100为从防粘构件200侧依次层积有基材1、底涂层20、图像层10的层积结构(参照图3)。该方式的防粘构件一体型图像形成用片300中,基材1与图像层10的密合性良好。代替该方式,也可以使用上述说明的进行了粘接处理的防粘构件用支撑体作为基材,在粘接处理面侧设置图像层10。
143.作为底涂层的成分,可示例出丙烯酸类树脂、乙烯基树脂、聚酯、聚氨酯、聚酰胺、环氧树脂、橡胶系树脂、以及离聚物等。
144.(转印层)
145.作为一例的图像形成用片100为从防粘构件200侧依次层积有基材1、转印层40的层积结构(参照图4)。作为一例的转印层40为从基材1侧依次层积有剥离层30、图像层10的
层积结构。该方式中,能够将基材1与剥离层30的界面作为转印界面,进行转印层40的转印。另外,可以为图像层10含有剥离成分的方式,并使转印层40为仅由图像层10构成的单层结构。
146.本发明的防粘构件一体型图像形成用片300通过分离防粘构件200,能够提高转印转印层40时的转印灵敏度。本发明的防粘构件一体型图像形成用片300在将转印层40转印至被转印体上时的转印性良好。
147.(剥离层)
148.剥离层30的成分没有限定,可示例出乙烯-乙酸乙烯酯共聚物、氯乙烯-乙酸乙烯酯共聚物、马来酸改性氯乙烯-乙酸乙烯酯共聚物、聚酰胺、聚酯、聚乙烯、乙烯-丙烯酸异丁酯共聚物、丁缩醛树脂、聚乙酸乙烯酯、离聚物、酸改性聚烯烃、(甲基)丙烯酸、丙烯酸酯、乙烯-(甲基)丙烯酸共聚物、乙烯-(甲基)丙烯酸酯共聚物、聚甲基丙烯酸甲酯、纤维素树脂、聚乙烯醚、聚氨酯、聚碳酸酯、聚丙烯、环氧树脂、酚醛树脂、乙烯基树脂、马来酸树脂、醇酸树脂、聚环氧乙烷、脲树脂、三聚氰胺树脂、三聚氰胺-醇酸树脂、有机硅树脂、橡胶系树脂、苯乙烯-丁二烯-苯乙烯嵌段共聚物(sbs)、苯乙烯-异戊二烯-苯乙烯嵌段共聚物(sis)、苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物(sebs)、以及苯乙烯-乙烯-丙烯-苯乙烯嵌段共聚物(seps)等。剥离层30的厚度优选为1μm以上15μm以下。
149.(防粘层)
150.作为一例的图像形成用片100包含与防粘构件200相接的防粘层。防粘层从能够容易调整上述稳定剥离力、上述初始剥离力的方面出发是优选的。作为防粘层的成分,可示例出蜡类、硅酮蜡、有机硅树脂、硅酮改性树脂、氟树脂、氟改性树脂、聚乙烯醇、丙烯酸类树脂、热交联性环氧-氨基树脂、以及热交联性醇酸-氨基树脂等。防粘层的厚度优选为0.5μm以上5μm以下。
151.图像形成用片100可以整体具有透明性。
152.本发明的另一方式的防粘构件一体型图像形成用片300中,防粘构件200与图像形成用片100一体化。防粘构件200能够从图像形成用片100分离。
153.本发明的另一实施方式的防粘构件一体型图像形成用片300中,防粘构件200包含与图像形成用片100相接的树脂层。
154.本发明的另一实施方式的防粘构件一体型图像形成用片300中,树脂层含有熔点为110℃以上的高密度聚乙烯、以及玻璃化转变温度(tg)为0℃以上的丙烯酸类树脂中的任一者或两者。
155.本发明的另一实施方式的防粘构件一体型图像形成用片300中,除了图像形成用片100、以及防粘构件200的树脂层以外,可以适当选择使用上述说明的本发明的防粘构件一体型图像形成用片300的构成。
156.本发明的另一实施方式的防粘构件一体型图像形成用片300起到与本发明的防粘构件一体型图像形成用片300同样的作用效果。
157.本发明的另一实施方式的防粘构件一体型图像片400是在本发明的另一实施方式的防粘构件一体型图像形成用片300的图像层10形成有图像而成的。
158.本发明的另一实施方式的图像片500是从本发明的另一实施方式的防粘构件一体型图像片400分离了防粘构件200而成的。
159.《《防粘构件一体型图像片》》
160.本发明的防粘构件一体型图像片400是在本发明的防粘构件一体型图像形成用片300的图像层10形成有图像50而成的。
161.本发明的防粘构件一体型图像片400是将本发明的图像片500与防粘构件200一体化而成的。
162.图5是示出本发明的防粘构件一体型图像片400的一例的示意性截面图,在图2所示的方式的防粘构件一体型图像形成用片300的图像层10形成有图像50。本发明的防粘构件一体型图像片400不限定于图示的方式。可以将各图所示的方式适当组合。
163.本发明的防粘构件一体型图像片400中,形成于图像层10的图像50的品质高。本发明的防粘构件一体型图像片400起到与本发明的防粘构件一体型图像形成用片300同样的作用效果。
164.作为本发明的一例的防粘构件一体型图像片400在形成有图像50的图像层10上设有粘接层850(参照图6a)。该方式的防粘构件一体型图像片400能够容易与后述的装饰对象物700一体化。
165.粘接层含有粘接成分。作为具有粘接性的成分,可示例出丙烯酸类树脂、氯乙烯-乙酸乙烯酯共聚物、乙酸乙烯酯、聚酯、环氧树脂、聚酰亚胺、以及合成橡胶等。粘接层850含有的具有粘接性的成分可以为1种,也可以为2种以上。粘接层850可以为粘接膜、粘接片。粘接层850的厚度优选为1μm以上1000μm以下。
166.本技术说明书中所说的粘接层850是指其两面具有粘接性的粘接层。粘接层850可以为仅由具有粘接性的层构成的单层结构,也可以为将具有粘接性的层层积而成的层积结构。还可以为在膜等的两面设有具有粘接性的层的层积结构。粘接层850通过与水接触或热而表现出粘接性。
167.作为本发明的一例的防粘构件一体型图像片400在图像层10上设有粘接层850,在粘接层850上设有掩蔽构件(未图示)。该方式的防粘构件一体型图像片400在对防粘构件一体型图像片400进行卷取保存等时,能够抑制粘接层850与防粘构件200粘贴。
168.作为掩蔽构件,可示例出在防粘膜、分离纸、分离膜、剥离膜、剥离纸等领域中现有公知的掩蔽构件。另外,可以为树脂层。作为一例的掩蔽构件包含具有防粘性的成分。作为具有防粘性的成分,可示例出有机硅树脂、氟树脂、氨基醇酸树脂、三聚氰胺树脂、丙烯酸类树脂、聚酯、以及蜡等。
169.粘接层850可以通过在图像层10侧粘贴成为粘接层850的膜、片等而形成。如图7a所示,粘接层850可以使用在转印片的基材810上设有能够从该基材810剥离的粘接层850的转印片800,通过转印而在图像层10上形成。转印片800的粘接层850可以通过施加热能而能够进行转印,也可以不施加热能而能够进行转印。可以在图像层10侧涂布将构成粘接层850的成分分散或溶解于适当的溶剂中而成的涂布液并进行干燥而形成。需要说明的是,对于使用粘接膜、粘接片的粘接层850的形成、基于转印的粘接层850的形成来说,与涂布涂布液并进行干燥的方法相比,能够抑制在图像层10形成的图像50的渗出,从这方面出发是优选的。
170.另外,也可以在图像层10上贴合将掩蔽构件840与粘接层850一体化的带掩蔽构件的粘接层845。如图7b所示,可以使用在基材810上设有带掩蔽构件的粘接层845的转印片
800,该带掩蔽构件的粘接层845包含能够从该基材810剥离的掩蔽构件840和粘接层850,通过转印在图像层10上形成带掩蔽构件的粘接层845。
171.在图7a、图7b所示的方式的转印片中,可以在基材810与粘接层850之间、基材与带掩蔽构件的粘接层845之间设置残留在基材810侧的防粘层等。通过设置防粘层,能够改善粘接层850、带掩蔽构件的粘接层845的转印性。在图7a、图7b所示的方式的转印片800中,可以与粘接层850、带掩蔽构件的粘接层845以面顺序设有1个或2个以上的色料层(未图示)。与粘接层850、带掩蔽构件的粘接层845以面顺序设有色料层的转印片800能够利用1个转印片进行在防粘构件一体型图像形成用片300的图像层10形成图像、以及粘接层850向形成有图像50的图像层10的转印。色料层根据在防粘构件一体型图像形成用片300的图像层10形成图像50时的图像形成方式适当确定即可。例如,通过升华转印方式进行在图像层10形成图像的情况下,形成含有黄色染料、品红色染料、青色染料、荧光染料等染料的染料层即可。另外,通过熔融转印方式进行在图像层10形成图像的情况下,形成含有黑色颜料、金属颜料、珠光颜料等着色剂的熔融油墨层即可。另外,可以制成以面顺序设有染料层和熔融油墨层的转印片800。这对图7c~图7e所示的具有耐久层830或包含耐久层830的带耐久层的粘接层835的转印片也相同。另外,可以对各图所示的方式进行组合。
172.(耐久层)
173.作为本发明的一例的防粘构件一体型图像片400在形成有图像50的图像层10上设有耐久层830。作为本发明的一例的防粘构件一体型图像片400在形成有图像50的图像层10上设有耐久层830,并在耐久层830上设有粘接层850(参照图6b)。该方式的防粘构件一体型图像片400能够利用耐久层830抑制形成于图像层10的图像50的渗出。
174.作为本发明的一例的防粘构件一体型图像片400在图像层10上设有耐久层830,该耐久层830位于表面(未图示)。该构成的防粘构件一体型图像片400在图像层10侧与设有粘接层850的装饰对象物700一体化时,能够抑制形成于图像层10的图像50的成分转移到设置于装饰对象物700的粘接层850侧。
175.作为耐久层830的成分,含有丙烯酸类树脂、聚酯、聚氨酯、氯乙烯-乙酸乙烯酯共聚物、纤维素树脂、聚乙烯吡咯烷酮、聚乙烯醇等。耐久层830含有的成分可以为1种,也可以为2种以上。
176.作为本发明的一例的防粘构件一体型图像片400在图像层10上依次设有耐久层830和粘接层850。
177.作为一例的耐久层830为单层结构或层积结构,包含满足下述式(2)的第1耐久层。
178.粘接层的主要成分的玻璃化转变温度(tg)《第1耐久层的主要成分的玻璃化转变温度(tg)
···
式(2))。
179.此处所说的主要成分是指,在粘接层850含有的成分中其含量最多的成分。第1耐久层的主要成分也相同。作为一例的第1耐久层含有玻璃化转变温度(tg)为50℃以上、优选为60℃以上的成分作为主要成分。
180.作为一例的耐久层830包含含有紫外线吸收剂的层。该方式的耐久层830能够改善图像层10的图像的耐光性。该方式的耐久层830适合于通过升华转印方式形成图像层10的图像25的情况。
181.作为一例的耐久层830为包含含有紫外线吸收剂的层和第1耐久层的层积结构。
182.作为一例的耐久层830为包含第1耐久层的单层结构、或层积结构,第1耐久层含有紫外线吸收剂。
183.作为紫外线吸收剂,可示例出二苯甲酮系、苯并三唑系、苯甲酸酯系、三嗪系、以及水杨酸酯系等。
184.耐久层830的厚度优选为0.01μm以上5μm以下。
185.关于耐久层830的形成,可示例出:使用粘接层或粘接剂将成为耐久层830的膜贴合至图像层10的方法;通过转印在图像层10上形成耐久层830的方法;将涂布液涂布到图像层10上并进行干燥而形成的方法;等。例如,如图7c、图7e所示,可以使用在转印片的基材810上设有能够从该基材810剥离的耐久层830的转印片,通过转印在图像层10侧形成耐久层830。如图7d所示,可以使用在转印片的基材810上设有包含耐久层830、粘接层850的带耐久层的粘接层835的转印片800,通过转印在图像层10侧形成带耐久层的粘接层835。在图7c、图7d所示的方式的转印片800中,可以在基材810与耐久层830之间设置防粘层、剥离层。
186.《《图像片》》
187.本发明的图像片500是从本发明的防粘构件一体型图像片400分离了防粘构件200而成的。本发明的图像片500在是否分离了防粘构件200这点与本发明的防粘构件一体型图像片400不同,除此以外是共通的。
188.本发明的图像片500中,形成于图像层10的图像50的品质高。
189.本发明的图像片500的用途没有限定,例如,可以用作用于装饰装饰对象物以制造装饰品的装饰片。也可以将本发明的图像片500作为印相物。另外,也可以为除此以外的用途。
190.作为本发明的一例的图像片500在图像层10上设有耐久层830。作为本发明的一例的图像片500在图像层10上设有耐久层830,在耐久层830上设有粘接层850。该方式的图像片500可以通过耐久层830抑制图像层10的图像50的渗出。
191.作为本发明的一例的图像片500在图像层10上设有粘接层850。
192.作为一例的图像片500整体具有透明性。作为一例的图像片500包含基材1、形成有图像50的图像层10,能够从基材1侧观察图像层10的图像。
193.《《图像片的制造方法》》
194.本发明的图像片的制造方法包括得到防粘构件一体型图像片的工序、和分离防粘构件的工序。通过本发明的图像片的制造方法制造的图像片能够用作用于制造装饰品的装饰片。
195.《得到防粘构件一体型图像片的工序》
196.本工序为下述工序:在防粘构件一体型图像形成用片300的图像层10形成图像,将防粘构件一体型图像形成用片作为防粘构件一体型图像片。本发明的图像片的制造方法使用本发明的防粘构件一体型图像形成用片300。
197.图像50在图像层10上的形成方法没有限定,可以适当选择上述说明的打印机所具有的各种图像形成方法。作为本发明的一例的图像片的制造方法利用升华转印方式或熔融转印方式在图像层10进行图像50的形成。本发明的图像片的制造方法能够在图像层10形成高品质的图像。
198.本工序中得到的防粘构件一体型图像片400对应于本发明的防粘构件一体型图像
片400。本发明的图像片的制造方法可以包括在本发明的防粘构件一体型图像片400中说明的任意工序。例如,可以包括:在形成有图像的图像层10上形成耐久层830的工序、在耐久层830上形成粘接层850的工序等。另外,也可以包括除此以外的任意的工序。这些任意的工序可以在分离防粘构件200的工序后进行,也可以在分离防粘构件200的工序之前进行。
199.《分离防粘构件的工序》
200.本工序是从所得到的防粘构件一体型图像片400分离防粘构件200的工序。通过经过本工序,能够制造图像片500。通过本发明的图像片的制造方法制造的图像片500对应于本发明的图像片500。
201.防粘构件200能够利用剥离辊或剥离板等从防粘构件一体型图像片400分离。本发明的图像片的制造方法能够容易地将防粘构件200从防粘构件一体型图像片400分离。
202.《卷取工序》
203.作为本发明的一例的图像片的制造方法包括对分离后的防粘构件200进行卷取的卷取工序。该方式的图像片的制造方法中,将分离后的防粘构件卷取成卷状时的卷取性良好。
204.《《装饰品的制造方法》》
205.本发明的装饰品的制造方法包括得到防粘构件一体型图像片的工序、进行一体化的工序、以及分离防粘构件的工序。图8是示出本发明的装饰品的制造方法的一例的流程图。在图示例中,使用图2所示的防粘构件一体型图像形成用片300形成了防粘构件一体型图像片400。本发明的装饰品的制造方法不限定于图示的方式。
206.《得到防粘构件一体型图像片的工序》
207.本工序为下述工序:在防粘构件一体型图像形成用片300的图像层10形成图像,将防粘构件一体型图像形成用片作为防粘构件一体型图像片400(参照图8a)。本发明的图像片的制造方法使用本发明的防粘构件一体型图像形成用片300。本工序与本发明的图像片的制造方法的得到防粘构件一体型图像片的工序是共通的。
208.《进行一体化的工序》
209.本工序为在图像层10侧将防粘构件一体型图像片400与装饰对象物700一体化的工序(参照图8b)。
210.作为本发明的一例的装饰品的制造方法包括下述工序:在进行一体化的工序之前,在防粘构件一体型图像片400的图像层10上形成耐久层830。在防粘构件一体型图像片400的图像层10上形成粘接层850的情况下,在形成粘接层850之前在图像层10上进行耐久层830的形成。
211.作为本发明的一例的装饰品的制造方法包括下述工序:在进行一体化的工序之前,在装饰对象物700、以及防粘构件一体型图像片400的图像层10上形成粘接层850。
212.耐久层830、粘接层850的形成方法没有限定,适当选择在本发明的防粘构件一体型图像片400中说明的粘接层、耐久层的形成方法即可。
213.本发明的装饰品的制造方法中使用的装饰对象物700对其形状、尺寸、材质等没有限定,可以为任意的形状、尺寸、材质等。例如,可示例出普通纸、高级纸、描图纸、木材、聚碳酸酯、丙烯酸类树脂、丙烯腈
·
丁二烯
·
苯乙烯(abs)树脂、聚氯乙烯等的树脂板(也可以为膜)、铝等金属板、玻璃板、陶器等的陶瓷板。另外,装饰对象物700可以为多个构件的层积
体。装饰对象物700可以具有规定的图像,也可以其整体或一部分具有曲率或凹凸结构等。装饰对象物700在从装饰对象物700侧观察利用本发明的装饰品的制造方法制造的装饰品600时,可以具有能够识别图像层10的图像50的透明性。
214.《分离防粘构件的工序》
215.本工序为从与装饰对象物700一体化的防粘构件一体型图像片400分离防粘构件200的工序(参照图8c)。通过经过本工序,得到装饰对象物700与图像片500一体化的装饰品600。
216.防粘构件200的分离方法没有限定,适当选择在本发明的图像片的制造方法中说明的分离方法即可。
217.《卷取工序》
218.作为本发明的一例的装饰品的制造方法包括对分离后的防粘构件200进行卷取的卷取工序。该方式的装饰品的制造方法中,将分离后的防粘构件卷取成卷状时的卷取性良好。
219.本发明的装饰品的制造方法在一体化的工序后进行分离防粘构件的工序,也可以更换一体化的工序与分离防粘构件的工序的顺序。除此以外与本发明的装饰品的制造方法是共通的。
220.本发明的装饰品的制造方法中,使用含有包含基材1和图像层10且整体具有透明性的图像形成用片100的防粘构件一体型图像形成用片300时,能够从基材1侧识别图像层10的图像。另外,能够利用基材1保护形成于图像层10的图像50。
221.本发明的另一实施方式的装饰品的制造方法包括得到防粘构件一体型图像片的工序、分离防粘构件的工序、以及转印转印层的工序。
222.本发明的另一实施方式的装饰品的制造方法中,作为防粘构件一体型图像形成用片,使用具备包含形成图像前的图像层的转印层的防粘构件一体型图像形成用片。除了转印转印层的工序以外,与本发明的装饰品的制造方法是共通的。图9是示出本发明的另一装饰品的制造方法的一例的流程图。在图示例中,使用图4所示的防粘构件一体型图像形成用片300形成了防粘构件一体型图像片400。本发明的另一装饰品的制造方法不限定于图示的方式。
223.《转印转印层的工序》
224.本工序为下述工序:将防粘构件200从防粘构件一体型图像片400分离后,将图像片500的转印层40转印至装饰对象物(参照图9c)。通过经过本工序,得到图像片500的转印层40与装饰对象物700一体化的装饰品600。
225.转印层的转印使用对图像片500施加能量的热转印方式、除此以外的现有公知的各种转印方式进行即可。作为热转印方式,可示例出例如使用利用热敏头等的加热器件的方式、烫印方式、热辊方式等。作为上述以外的转印方式,可示例出例如垫转印方式、压制转印方式、模内转印方式、tom(三维重叠法)成型转印方式、水压转印方式、压敏转印方式等各种转印方式等。
226.(打印系统)
227.对本发明的图像片的制造方法、本发明的装饰品的制造方法中能够使用的打印系统的一例进行说明。作为一例的打印系统具备图像形成单元和分离单元。
228.作为一例的打印系统具备将分离后的防粘构件200卷取成卷状的卷取辊。作为一例的打印系统具备对分离了防粘构件200的图像片500、防粘构件一体型图像片进行卷取的卷取辊。这些卷取辊可以独立于打印机,也可以由打印机具备。
229.作为图像形成单元,可示例出热敏头等加热单元。作为分离单元,可示例出剥离辊、剥离板等。
230.作为一例的打印系统包含1个或2个以上的转印单元。作为一例的打印系统具备能够将粘接层850转印至防粘构件一体型图像片400的图像层10上、图像片500上、以及装饰对象物700上的转印单元。作为一例的打印系统具备能够将耐久层830转印至防粘构件一体型图像片400的图像层10上、图像片500上的转印单元。作为一例的打印系统包含能够将图像片500的转印层40转印至装饰对象物700的转印单元。这些各种转印单元可以独立,也可以通用。这些转印单元可以独立于打印机,也可以由打印机具备。
231.作为一例的打印系统具备能够将防粘构件一体型图像片400与装饰对象物700一体化的一体化单元。一体化单元可以独立于打印机,也可以由打印机具备。
232.本发明的防粘构件一体型图像形成用片300中,防粘构件200和图像形成用片100形成一体,图像形成用片100能够从防粘构件200分离,图像形成用片100包含图像形成前的图像层10,在温度25℃、角度30
°
的条件下将图像形成用片100从防粘构件200分离时的稳定剥离力为1000mn/cm以下,防粘构件200中,防粘构件200的表面与背面的动摩擦系数为0.3以上0.9以下。
233.本发明的防粘构件一体型图像形成用片300可以满足下述(1)~(9)中的一个或多个。在满足多个的情况下,可以组合任意。
234.(1)在温度25℃、角度30
°
的条件下将图像形成用片100从防粘构件200分离时的初始剥离力为2500mn/cm以下。
235.(2)防粘构件200包含与图像形成用片100相接的树脂层。
236.(3)树脂层含有聚乙烯醇、聚丙烯、聚乙烯、丙烯酸类树脂、聚苯乙烯、纤维素树脂中的任一种。
237.(4)树脂层含有蜡。
238.(5)树脂层含有断裂伸长率为50%以上500%以下的树脂。
239.(6)防粘构件200包含不与图像形成用片100相接的空隙层。
240.(7)图像形成用片100包含与防粘构件200相接的防粘层。
241.(8)图像形成用片100是从防粘构件200侧依次层积有基材1、图像形成前的图像层10的层积结构。
242.(9)图像形成用片100是从防粘构件200侧依次层积有基材1、包含图像形成前的图像层10的转印层40的层积结构,以能够从基材1转印的方式设有转印层40。
243.本发明的防粘构件一体型图像片400是在本发明的防粘构件一体型图像形成用片300的图像形成前的图像层10形成有图像而成的。
244.本发明的防粘构件一体型图像片400在本发明的防粘构件一体型图像形成用片300的图像形成前的图像层10形成有图像,在该图像层10上设有粘接层。
245.本发明的图像片500是从本发明的防粘构件一体型图像片400分离了防粘构件200而成的。
246.本发明的图像片的制造方法包括:在本发明的防粘构件一体型图像形成用片300的图像形成前的图像层10形成图像,得到防粘构件一体型图像片400的工序;和将防粘构件200从防粘构件一体型图像片400分离的工序。
247.本发明的图像片的制造方法可以满足下述(10)、(11)中的任一者或两者。
248.(10)包括在形成有图像的图像层10上设置粘接层850的工序。
249.(11)包括对分离后的防粘构件200进行卷取的工序。
250.本发明的装饰品600是将利用本发明的图像片的制造方法制造的图像片500与装饰对象物700一体化而成的。
251.本发明的装饰品的制造方法包括:在本发明的防粘构件一体型图像形成用片300的图像形成前的图像层10形成图像,得到防粘构件一体型图像片400的工序;在图像层10侧将防粘构件一体型图像片400与装饰对象物700一体化的工序;和将防粘构件200从与装饰对象物700一体化的防粘构件一体型图像片400分离的工序。
252.本发明的装饰品的制造方法包括:在本发明的防粘构件一体型图像形成用片300的图像形成前的图像层10形成图像,得到防粘构件一体型图像片400的工序;将防粘构件200从防粘构件一体型图像片400分离的工序;和在图像层10侧将从防粘构件200分离的图像片500与装饰对象物700一体化的工序。
253.本发明的装饰品的制造方法可以包括下述工序:在进行一体化的工序之前,在装饰对象物700或形成有图像的图像层10上设置粘接层。
254.本发明的装饰品的制造方法包括:在本发明的防粘构件一体型图像形成用片300的图像形成前的图像层10形成图像,得到防粘构件一体型图像片400的工序;将防粘构件200从防粘构件一体型图像片400分离的工序;和在进行分离的工序之后,将转印层40转印至装饰对象物700的工序。
255.本发明的装饰品的制造方法可以满足下述(12)、(13)中的任一者或两者。
256.(12)包括下述工序:在转印转印层40的工序之前,在装饰对象物700或转印层40上设置粘接层850。
257.(13)包括下述工序:在进行分离的工序之后,对分离后的防粘构件200进行卷取。
258.实施例
259.接着,举出实施例和比较例对本发明进行更具体的说明。以下,只要不特别声明,则份或%为质量基准,是换算成固体成分前的值。
260.《树脂层用涂布液1》
261.·
聚丙烯(固体成分30%)
ꢀꢀꢀ
50份
262.(zaikthene(注册商标)a住友精化株式会社)
263.·
水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份
264.·
异丙醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份
265.《树脂层用涂布液2》
266.·
聚丙烯(固体成分30%)
ꢀꢀꢀ
45份
267.(zaikthene(注册商标)a住友精化株式会社)
268.·
乙氧基化醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1.5份
269.(unithox(注册商标)750 baker hughes公司)
270.·
水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28.5份
271.·
异丙醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25份
272.《树脂层用涂布液3》
273.·
聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15份
274.(gohsenol(注册商标)gl-03三菱化学株式会社)
275.·
水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份
276.·
异丙醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份
277.《树脂层用涂布液4》
278.·
聚乙烯醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13.5份
279.(gohsenol(注册商标)gl-03三菱化学株式会社)
280.·
乙氧基化醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1.5份
281.(unithox(注册商标)750 baker hughes公司)
282.·
水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65份
283.·
异丙醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20份
284.《树脂层用涂布液5》
285.·
丙烯酸类树脂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15份
286.(dianal(注册商标)br-80三菱化学株式会社)
287.·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
288.·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
289.《树脂层用涂布液6》
290.·
丙烯酸类树脂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13.5份
291.(dianal(注册商标)br-80三菱化学株式会社)
292.·
聚乙烯蜡
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1.5份
293.(polywax 400baker hughes公司)
294.·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
295.·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
296.《树脂层用涂布液7》
297.·
苯乙烯-丙烯酸共聚物
ꢀꢀꢀꢀ
15份
298.(dianal(注册商标)br-52三菱化学株式会社)
299.·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
300.·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
301.《树脂层用涂布液8》
302.·
苯乙烯-丙烯酸共聚物
ꢀꢀꢀꢀ
14.85份
303.(dianal(注册商标)br-52三菱化学株式会社)
304.·
聚酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.15份
305.(vylon(注册商标)200东洋纺株式会社)
306.·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
307.·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
308.《树脂层用涂布液9》
309.·
乙酸丁酸纤维素
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13.5份
310.(cab-381-2伊士曼化工株式会社)
311.·
聚乙烯蜡
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1.5份
312.(polywax 400 baker hughes公司)
313.·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
314.·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
315.《树脂层用涂布液10》
316.·
聚苯乙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15份
317.(g100c东洋苯乙烯株式会社)
318.·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
319.·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
320.《树脂层用涂布液11》
321.·
聚酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15份
322.(vylon(注册商标)200东洋纺株式会社)
323.·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
324.·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42.5份
325.《树脂层用涂布液12》
326.·
丙烯酸粘附剂(固体成分38%) 80份
327.(sk-dyne1251综研化学株式会社)
328.·
固化剂(固体成分45%)
ꢀꢀꢀ
4份
329.(l-45综研化学株式会社)
330.·
乙酸乙酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16份
331.(图像形成用片的基材)
332.片1
···
厚度为25μm的聚对苯二甲酸乙二醇酯膜(e5100东洋纺株式会社)
333.片2
···
厚度为38μm的涂布粗糙膜(cm-38unitika株式会社)
334.片3
···
厚度为38μm的非si防粘处理聚对苯二甲酸乙二醇酯膜(unipeel unitika株式会社)
335.片4
···
厚度为25μm的聚丙烯膜(torayfan(注册商标)#25-2548东丽株式会社)
336.片5
···
使用下述组成的防粘层用涂布液在片1上形成有厚度为0.5μm的防粘层
337.《防粘层用涂布液》
338.·
加成聚合剂硅酮(固体成分31%) 30份
339.(ks-847信越化学工业株式会社)
340.·
催化剂(固体成分10%)
ꢀꢀꢀ
3份
341.(cat-pl-50t信越化学工业株式会社)
342.·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33.5份
343.·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33.5份
344.(实施例1)
345.在上述准备的片1的一个面上涂布上述组成的树脂层用涂布液1并进行干燥,形成树脂层。在树脂层上涂布下述组成的粘接层用涂布液并进行干燥,形成粘接层。使形成于树
脂层上的粘接层与厚度为35μm的空隙聚丙烯膜(mitsui chemicals tohcello,inc.)贴合。在片1的另一面涂布下述组成的粘接层用涂布液并进行干燥,形成粘接层。在粘接层上涂布下述组成的接受层用涂布液并进行干燥,形成接受层。在厚度为35μm的空隙丙烯膜(mitsui chemicals tohcello,inc.)上涂布粘接剂,与厚度为130μm的纸基材贴合,得到实施例1的防粘构件一体型图像形成用片。树脂层的厚度为1μm。形成于树脂层上的粘接层、以及形成于片1的另一面的粘接层的厚度分别为3μm。接受层的厚度为3μm。
346.实施例1中的防粘构件为依次层积有纸基材、粘接剂、空隙丙烯膜、粘接层、树脂层的层积结构。
347.实施例1中的图像形成用片为从防粘构件的树脂层侧依次层积有片1、粘接层和接受层的层积结构。
348.实施例1中的片1与树脂层的界面为分离界面。各实施例和比较例的防粘构件一体型图像形成用片中,各种片(片1~5)与树脂层的界面也为分离界面。
349.《粘接层用涂布液》
350.·
多官能多元醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30份
351.(takelac(注册商标)a-969-v三井化学株式会社)
352.·
固化剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份
353.(takenate(注册商标)a-5三井化学株式会社)
354.·
乙酸乙酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60份
355.《接受层用涂布液》
356.·
氯乙烯-乙酸乙烯酯共聚物
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
19份
357.(solbin(注册商标)cnl日信化学工业株式会社)
358.·
有机改性硅酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1份
359.(x-22-3000t信越化学工业株式会社)
360.·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40份
361.·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40份
362.(实施例2~14、比较例1、2、4)
363.将实施例1中的片1变更为下述表1所示的片,将树脂层用涂布液1和其厚度变更为下述表1所示的树脂层用涂布液和厚度,除此以外均与实施例1同样地得到实施例2~14、比较例1、2、4的防粘构件一体型图像形成用片。在使用片5的比较例4的防粘构件一体型图像形成用片的形成中,在片5的防粘层侧形成了树脂层。
364.[表1]
[0365][0366]
(实施例15)
[0367]
准备厚度为35μm的空隙聚丙烯膜(mitsui chemicals tohcello,inc.)和上述片1。使用具备一对压辊和冷却辊并且使模具配置在从相当于间隔d的中点的位置向冷却辊侧移动了5mm位置的熔融挤出装置(参照图11),使厚度为35μm的空隙聚丙烯膜(mitsui chemicals tohcello,inc.)配置在压辊侧,使片1配置在冷却辊侧。接着,使厚度为35μm的空隙聚丙烯膜(mitsui chemicals tohcello,inc.)和片1通过一对辊之间,同时向两者之间挤出熔融的聚丙烯(熔点:111℃、密度:0.900g/cm3)形成树脂层,之后,将片1从冷却辊剥离,得到利用树脂层将厚度为35μm的空隙聚丙烯膜(mitsui chemicals tohcello,inc.)与片1贴合而成的层积体。树脂层的厚度为15μm。在上述得到的层积体的片1上涂布上述组成的粘接层用涂布液并进行干燥,形成粘接层。在粘接层上涂布上述组成的接受层用涂布液并进行干燥,形成接受层。在上述得到的层积体的空隙聚丙烯膜(mitsui chemicals tohcello,inc.)上涂布上述组成的粘接层用涂布液并进行干燥,形成粘接层,与厚度为130μm的纸基材贴合,得到实施例15的防粘构件一体型图像形成用片。形成于片1上的粘接层、以及形成于空隙聚丙烯膜(mitsui chemicals tohcello,inc.)上的粘接层的厚度分别为3μm。接受层的厚度为3μm。间隔d考虑到厚度为35μm的空隙聚丙烯膜(mitsui chemicals tohcello,inc.)和片1的厚度而适当调整。
[0368]
实施例15中的防粘构件为层积有纸基材、粘接层、空隙聚丙烯膜、树脂层(熔融挤出树脂层)的层积结构。
[0369]
实施例15中的图像形成用片为从防粘构件的树脂层侧依次层积有片1、粘接层以及接受层的层积结构。
[0370]
(实施例16)
[0371]
代替熔融的聚丙烯(熔点:111℃、密度:0.900g/cm3)而利用熔融的聚乙烯(熔点:
120℃、密度:0.95g/cm3)形成树脂层,除此以外均与实施例15同样地得到实施例16的防粘构件一体型图像形成用片。
[0372]
(比较例3)
[0373]
代替熔融的聚丙烯(熔点:111℃、密度:0.900g/cm3)而利用熔融的聚乙烯(熔点:107℃、密度:0.919g/cm3)形成树脂层,除此以外均与实施例15同样地得到比较例3的防粘构件一体型图像形成用片。
[0374]
(稳定剥离力和初始剥离力的测定)
[0375]
计算出各实施例和比较例的防粘构件一体型图像形成用片的稳定剥离力和初始剥离力。计算结果示于表2。稳定剥离力和初始剥离力的计算基于上述稳定剥离力的计算方法和初始剥离力的计算方法来进行。
[0376]
(图像形成用热转印片的制作)
[0377]
使用厚度5μm的聚对苯二甲酸乙二醇酯膜作为基材,在基材的一个面的一部分按照干燥时的厚度为0.15μm的方式涂布下述组成的染料底涂层用涂布液并进行干燥,形成染料底涂层。在该染料底涂层上按照干燥时的厚度为0.7μm的方式以面顺序涂布下述组成的黄色、品红色、青色色料层用涂布液,进行干燥,形成黄色色料层、品红色色料层、青色色料层。另外,在基材的另一面按照干燥时的厚度为1μm的方式涂布下述组成的背面层用涂布液并进行干燥,形成背面层,由此得到图像形成用热转印片。
[0378]
《背面层用涂布液》
[0379]
·
聚乙烯醇缩丁醛
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1.8份
[0380]
(s-lec(注册商标)bx-1积水化学工业株式会社)
[0381]
·
多异氰酸酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5.5份
[0382]
(burnock(注册商标)d750 dic株式会社)
[0383]
·
磷酸酯系表面活性剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1.6份
[0384]
(plysurf(注册商标)a208n第一工业制药株式会社)
[0385]
·
滑石
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.35份
[0386]
(microace(注册商标)p-3日本滑石工业株式会社)
[0387]
·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18.5份
[0388]
·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18.5份
[0389]
《染料底涂层用涂布液》
[0390]
·
胶体氧化铝(固体成分10.5%)
ꢀꢀꢀꢀꢀꢀ
3.5份
[0391]
(氧化铝溶胶200日产化学工业株式会社)
[0392]
·
乙酸乙烯酯-乙烯基吡咯烷酮共聚物
ꢀꢀ
1.5份
[0393]
(pvp/va e-335isp japan株式会社)
[0394]
·
水
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
47.5份
[0395]
·
异丙醇
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
47.5份
[0396]
《黄色色料层用涂布液》
[0397]
·
溶剂黄93
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2.5份
[0398]
·
分散黄201
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2.5份
[0399]
·
聚乙烯醇缩醛
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4份
[0400]
(s-lec(注册商标)ks-5积水化学工业株式会社)
[0401]
·
有机改性硅油
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.04份
[0402]
·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份
[0403]
·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份
[0404]
《品红色色料层用涂布液》
[0405]
·
分散红60
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3份
[0406]
·
分散紫26
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3份
[0407]
·
聚乙烯醇缩醛
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5份
[0408]
(s-lec(注册商标)ks-5积水化学工业株式会社)
[0409]
·
有机改性硅油
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.05份
[0410]
·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份
[0411]
·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份
[0412]
《青色色料层用涂布液》
[0413]
·
溶剂蓝63
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3份
[0414]
·
分散蓝354
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4份
[0415]
·
聚乙烯醇缩醛
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5份
[0416]
(s-lec(注册商标)ks-5积水化学工业株式会社)
[0417]
·
有机改性硅油
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.05份
[0418]
·
甲苯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份
[0419]
·
甲基乙基酮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份
[0420]
(图像的形成)
[0421]
将上述得到的各实施例和比较例的防粘构件一体型图像形成用片与上述得到的图像形成用热转印片设置于下述的测试打印机中,在防粘构件一体型图像形成用片的接受层形成黑色图像(图像灰度:0/255),得到各实施例和比较例的防粘构件一体型图像片。
[0422]
(测试打印机)
[0423]
热敏头:kee-57-12gan2-sta(京瓷株式会社)
[0424]
散热体平均电阻值:3303(ω)
[0425]
主扫描方向打印密度:300(dpi)
[0426]
副扫描方向打印密度:300(dpi)
[0427]
印刷电压:18(v)
[0428]
1行周期:1.5(msec./line)
[0429]
打印起始温度:35(℃)
[0430]
脉冲占空比:85(%)
[0431]
(图像片的形成)
[0432]
用手将防粘构件从上述得到的各实施例和比较例的防粘构件一体型图像片的图像片分离,得到各实施例和比较例的图像片。
[0433]
(动摩擦系数的计算)
[0434]
准备两个从各实施例和比较例的防粘构件一体型图像片的图像片分离的防粘构件。将一个防粘构件的表面与另一个防粘构件的背面重叠,计算出防粘构件的表面与背面
的动摩擦系数。动摩擦系数的计算方法基于上述动摩擦系数的计算方法进行。将动摩擦系数的计算结果示于表2。
[0435]
(断裂伸长率)
[0436]
将构成各实施例和比较例的防粘构件一体型图像形成用片的树脂层的树脂的断裂伸长率示于表2。树脂的断裂伸长率基于上述断裂伸长率的计算方法进行。
[0437]
(分离性评价1)
[0438]
确认用手将图像片从各实施例和比较例的防粘构件一体型图像片的防粘构件分离时的剥离性、以及从防粘构件分离的图像片的图像品质,基于下述评价基准对分离性进行评价。评价结果示于表2。
[0439]
《评价基准》
[0440]a···
非常容易将图像片从防粘构件剥离,从防粘构件分离的图像片的图像未产生问题。
[0441]b···
能够没有问题地将图像片从防粘构件剥离,从防粘构件分离的图像片的图像未产生问题。
[0442]c···
稍难将图像片从防粘构件剥离,但从防粘构件分离的图像片的图像未产生问题。
[0443]
ng1
···
难以将图像片从防粘构件剥离,在从防粘构件分离的图像片的图像中观察到剥离痕迹。
[0444]
ng2
···
难以将图像片从防粘构件剥离,在从防粘构件分离的图像片的图像中观察到使用上成为问题的剥离痕迹。
[0445]
(分离性评价2)
[0446]
确认用手将图像片从各实施例和比较例的防粘构件一体型图像片的防粘构件分离时的操作性,基于下述评价基准对分离性进行评价。评价结果示于表2。初始剥离部的分离操作良好的情况下,可以缩短从分离开始至分离完成为止的时间,制造适应性良好。
[0447]
《评价基准》
[0448]a···
能够简单地从剥离初始部分离,分离操作非常容易。
[0449]b···
能够简单地从剥离初始部分离,分离操作容易。
[0450]c···
从剥离初始部剥离存在困难,但分离操作本身是可能的。
[0451]
ng1
···
难以从剥离初始部剥离,分离操作困难。
[0452]
ng2
···
非常难以从剥离初始部剥离,无法进行分离操作。
[0453]
(切断适应性)
[0454]
基于下述评价基准对将各实施例和比较例的防粘构件一体型图像片用打印机(ds620大日本印刷株式会社)内的切割机构切断时的切断适应性进行评价。评价结果示于表2。
[0455]
《评价基准》
[0456]a···
切断部未观察到防粘构件的松动。
[0457]b···
在切断部的一部分观察到防粘构件的松动。
[0458]c···
在切断部的大部分观察到防粘构件的松动。
[0459]
(卷取适应性)
[0460]
将上述评价1中从图像片分离的各实施例和比较例的防粘构件一体型图像片的防粘构件设置于卷取试验机中,基于下述评价基准对以下述条件卷取时的卷取适应性进行评价。评价结果示于表2。
[0461]
卷取直径:外径8cm的芯(纸芯)
[0462]
卷取速度:15m/min.
[0463]
卷取长度:50m
[0464]
《评价基准》
[0465]a···
能够没有问题地卷取防粘构件。
[0466]
ng1
···
卷取中防粘构件的表面与背面挂住。
[0467]
ng2
···
卷取中防粘构件弯曲行进。
[0468]
[0469]
符号说明
[0470]
100
···
图像形成用片
[0471]
200
···
防粘构件
[0472]
300
···
防粘构件一体型图像形成用片
[0473]
400
···
防粘构件一体型图像片
[0474]
500
···
图像片
[0475]
600
···
装饰品
[0476]
700
···
装饰对象物
[0477]
800
···
转印片
[0478]1···
基材
[0479]
10
···
图像层
[0480]
20
···
底涂层
[0481]
30
···
剥离层
[0482]
40
···
转印层
[0483]
50
···
图像
[0484]
210
···
防粘构件用支撑体
[0485]
250
···
树脂层
[0486]
810
···
转印片的基材
[0487]
830
···
耐久层
[0488]
835
···
带耐久层的粘接层
[0489]
840
···
掩蔽构件
[0490]
845
···
带掩蔽构件的粘接层
[0491]
850
···
粘接层
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。