1.本实用新型涉及连接器领域,特别涉及一种导热防烫型焊接治具及带有治具的连接器。
背景技术:
2.磁吸式连接器,结构小巧且同时带n和s两种相反磁极的磁铁;传统的磁吸连接器一般会使用专用的治具组装,专用治具上设置有与连接器的壳体对接的凹腔或凸起,实现对磁吸连接器的固定。连接器在固定后会对内部的焊接件进行焊接,由于焊接温度过高或者焊接时间过长,焊接件会将连接器的壳体烫坏。
技术实现要素:
3.本实用新型的主要目的是提出一种导热防烫型焊接治具及带有治具的连接器,旨在解决现有技术中连接器在焊接时,壳体容易烫坏的问题。
4.为实现上述目的,本实用新型提出一种导热防烫型焊接治具,用于安装工件,所述工件包括壳体以及设置在所述壳体中的焊接件,所述导热防烫型焊接治具包括:
5.安装板组件;
6.限位凸起,设置在所述安装板组件上,所述限位凸起的顶端向下凹陷形成限位腔,所述限位腔的底部向下延伸设置有第一安装孔;
7.导热顶针,设置在所述第一安装孔中,所述导热顶针上端用于与所述焊接件连接。
8.在一实施例中,所述限位凸起包括腰圆形凸起以及设置在所述腰圆形凸起的外周的对接凸起,所述腰圆形凸起用于伸入所述壳体中,所述对接凸起用于承接所述壳体的下端面。
9.在一实施例中,所述限位腔设置在所述腰圆形凸起的上端,所述限位腔中并排设置有三个第一安装孔,各所述第一安装孔中都设置有所述导热顶针,所述第一安装孔沿着所述腰圆形凸起的长度方向布置。
10.在一实施例中,所述导热防烫型焊接治具包括设置在所述腰圆形凸起上端的第二安装孔和第三安装孔,所述第二安装孔靠近所述腰圆形凸起的一圆弧侧壁设置,所述第三安装孔靠近所述腰圆形凸起的另一圆弧侧壁设置。
11.在一实施例中,所述导热防烫型焊接治具包括设置在所述第二安装孔中的第一磁铁,以及设置在所述第三安装孔中的第二磁铁,所述第一磁铁和第二磁铁的上端的磁极相反。
12.在一实施例中,所述安装板组件包括自下至上层叠设置的第一板体和第二板体,所述腰圆形凸起设置在所述第一板体上,所述第二板体上设置有与所述腰圆形凸起适配的通孔,所述对接凸起设于所述第二板体的上表面,并围绕所述通孔的外周设置。
13.在一实施例中,所述安装板组件还包括设置在所述第一板体下表面的第三板体,所述第一安装孔贯穿所述第一板体和第三板体;所述第三板体上表面设置有与所述第一安
装孔对应的沉孔,所述导热顶针上设置有与所述沉孔对应的限位台阶。
14.在一实施例中,所述导热顶针包括:
15.针体,上端设置有容纳腔;
16.弹簧,设置在所述容纳腔底部;
17.导热件,下端伸入所述容纳腔中并与所述弹簧抵接。
18.在一实施例中,所述安装板组件包括设置在所述安装板组件一侧的限位板,所述限位板上设置有限位槽,所述限位槽向所述工件的焊点延伸。
19.本实用新型还提出一种带有治具的连接器包括上述的导热防烫型焊接治具以及设置在所述导热防烫型焊接治具上的工件。
20.本实用新型通过设置包括安装板组件、限位凸起、第一安装孔、导热顶针的导热防烫型焊接治具,使工件可稳定安装在限位凸起上,同时设置在第一安装孔内的导热顶针与工件的焊点连接,可将焊点的热量通过导热顶针传导,避免过热烫坏工件上的其他部件。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
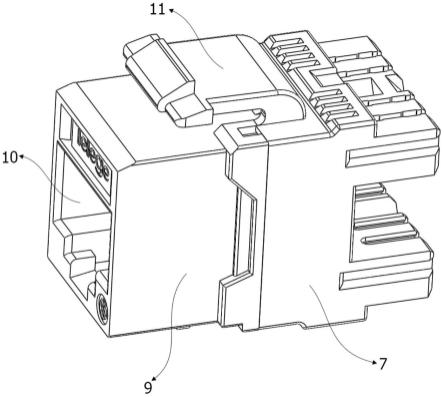
22.图1为本实用新型一实施例中工件的结构示意图;
23.图2为本实用新型一实施例中工件的爆照图;
24.图3为本实用新型一实施例中导热防烫型焊接治具的结构示意图;
25.图4为图3实施例中导热防烫型焊接治具的剖视图;
26.图5为图4实施例中a处的放大图;
27.图6为本实用新型一实施例中导热防烫型焊接治具的爆炸图;
28.图7为本实用新型一实施例中腰圆形凸起的结构示意图。
29.附图标号说明:
30.标号名称标号名称10工件31b第二安装孔11壳体31c第三安装孔12安装位31d限位腔13焊接件32对接凸起20安装板组件40导热顶针21第一板体41针体22第二板体42限位台阶22a通孔43容纳腔23第三板体44导热件24限位板51第一磁铁31腰圆形凸起52第二磁铁31a第一安装孔
ꢀꢀ
31.本实用新型目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
34.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,若全文中出现的“和/或”的含义为,包括三个并列的方案,以“和/或”为例,包括方案,或方案,或和同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
35.本实用新型提出一种导热防烫型焊接治具,参照图1至图7,导热防烫型焊接治具包括安装板组件20、限位凸起、第一安装孔31a和导热顶针。限位凸起设置在所述安装板组件20上,所述限位凸起的顶端向下凹陷形成限位腔31d;限位凸起用于与工件10对接承接和固定工件10,限位腔31d用于与工件10内部的凸起部分配合,使工件10的安装更加稳固。第一安装孔31a自所述限位腔31d的底部向下延伸设置;导热顶针设置在所述第一安装孔31a中,所述导热顶针上端用于与工件10的焊点连接。工件10内部设置有一个或多个焊接件13,焊接件13一般嵌设在工件10的壳体11上,焊接件13的上端与外部的导线焊接,导热顶针则与焊接件13的底部抵接,在焊接时过多的热量可通过导热顶针传导至安装板组件20上。
36.在本实施例中,安装板组件20和导热顶针采用金属材质,安装板组件20上设置有7个并排设置的限位凸起,限位凸起包括内外两层并呈阶梯设置,外层的凸起低于中间的凸起。限位凸起的中间的凸起的顶端伸入工件10内部并与工件10的内壁贴合适配,限位凸起上端的限位腔31d则由于容纳工件10内的部件并形成避位。限位凸起的外层的凸起与工件10的下端面贴合,实现对工件10的承托。在本实施例中,工件10为连接器中全部或部分部件的组合体。
37.在本实施中,为了提升焊接件整体的耐磨性和防腐蚀性能,会在焊接件的表面镀上一层钯、铂等重金属,但镀钯层和铂镀层的金属上锡效果差,金属与塑胶组装后与pcb或cable焊接,按常规工艺采用锡丝焊接,焊接温度约为320℃,焊接时长约为1s,焊接时因电络铁持续续给焊接件加热,焊接件瞬间聚集大量热量,并将热传导到塑胶壳体,因塑胶熔点仅165度,极易烫伤塑胶,造成外观不良。本实用新型通过设置包括安装板组件20、限位凸起、第一安装孔31a、导热顶针的导热防烫型焊接治具,使工件10可稳定安装在限位凸起上,同时设置在第一安装孔31a内的导热顶针与工件10的焊点连接,可将焊点的热量通过导热顶针传导,避免过热烫坏外壳11和其他塑胶部件。
38.在一实施例中,参照图1至图7,所述限位凸起包括腰圆形凸起31以及设置在所述腰圆形凸起31的外周的对接凸起32,所述限位腔31d设置在所述腰圆形凸起31的上端,所述对接凸起32用于承接壳体11的下端面。在本实施例中,工件10包括一端开口设置的澡盆形的壳体11,壳体11内底面设置有凸起的安装位12,安装位12用于安装焊接件13。对应的腰圆形凸起31伸入壳体11内部,并与壳体11对接,限位腔31d则用于容置安装位12。此外对接凸起32的高度低于腰圆形凸起31的高度,用于与壳体11的开口处对接。
39.在一实施例中,参照图1至图7,所述限位腔中并排设置有三个第一安装孔31a,各所述第一安装孔31a中都设置有所述导热顶针,所述第一安装孔31a沿着所述腰圆形凸起31的长度方向布置。在本实施例中,工件10内部设置有三个并排的焊接件13,对应的在限位腔31d中设置有三个并排的第一安装孔31a及导热顶针,腰圆形凸起31的圆心连线的方向为长度方向,导热顶针沿着腰圆形凸起31的圆心连线排布。焊接件13包括设置在中间的t形块,t形块的肩部与壳体11的内底面平齐,t形块的足部从壳体的上端伸出并与外部的导线焊接,焊接件13还包括设置在t形块两边的连接钉,连接钉的头部从安装位中凸出,连接钉的尖部从壳体的上端伸出并与外部的导线焊接。焊接件13为金属件,具体采用铜材制成以便焊接。壳体11为塑料件,安装位从壳体11的内底面向外延伸设置,因此焊接时焊接件13的受热时间过长会损坏塑料材质的壳体11。设置三个第一安装孔31a和三个导热顶针可分别对散个焊接件13进行散热。
40.在一实施例中,参照图1至图7,所述导热防烫型焊接治具包括设置在所述腰圆形凸起31上端的第二安装孔31b和第三安装孔31c,所述第二安装孔31b靠近所述腰圆形凸起31的一圆弧侧壁设置,所述第三安装孔31c靠近所述腰圆形凸起31的另一圆弧侧壁设置。在本实施例中,所述导热防烫型焊接治具包括设置在所述第二安装孔31b中的第一磁铁51,以及设置在所述第三安装孔31c中的第二磁铁52,所述第一磁铁51和第二磁铁52的上端的磁极相反。由于工件10中设置有磁极相反的磁铁,通过在第二安装孔31b和第三安装孔31c中设置磁铁,实现对工件10中的磁铁的吸引,使工件10固定在限位凸起上,且不易脱落。此外当工件10放置在限位凸起上时受到斥力则说明工件10内部的磁铁的磁极相同,或者方向装错,由此本治具还可起到检测的作用。
41.在一实施例中,参照图1至图7,所述安装板组件20包括自下至上层叠设置的第一板体21和第二板体22,所述腰圆形凸起31设置在所述第一板体21上,所述第二板体22上设置有与所述腰圆形凸起31适配的通孔22a,所述对接凸起32设于所述第二板体22的上表面,并围绕所述通孔22a的外周设置。在本实施例中对接凸起32顶部的内边缘设置有倒角,通过将腰圆形凸起31和对接凸起32设置在不同的板体上,可方便加工出对接凸起32的内倒角。第一板体21和第二板体22上设置有第一销孔,二者通过第一销体定位连接。
42.在一实施例中,参照图1至图7,所述安装板组件20还包括设置在所述第一板体21下表面的第三板体23,所述第一安装孔31a贯穿所述第一板体21和第三板体23;所述第三板体23上表面设置有与所述第一安装孔31a对应的沉孔,所述导热顶针上设置有与所述沉孔对应的限位台阶42。在本实施例中,第三板体23和第一板体21上设置有第二销孔,二者通过第二销体定位连接。此外在第三板体23上还设置有螺孔,第一板体21和第二板体22上设置有与螺孔对应的连接孔。通过螺钉可将第一板体21、第二板体22和第三板体23固定连接。
43.在本实施例中,导热顶针插入第三板体23中,其限位台阶42容置与沉孔中,实现对
导热顶针下端的限位,限位台阶42的长度与盲孔的深度一致。上岗的第一板体21对限位台阶42的上端进行限位。导热顶针包括针体41、弹簧和导热件44。针体41的上端设置有容纳腔43,弹簧则设置在所述容纳腔43底部;导热件44的下端伸入所述容纳腔43中并与所述弹簧的上端抵接。工件10在安装时,导热件44与焊接件13抵接,弹簧被压缩,弹簧的弹力小于导热件44的重力,或者小于导热件44的重力与磁力之和。由此当工件10放置限位凸起上时,弹簧可使导热件44与焊接件13抵持。在弹簧可导热顶针和安装板组件20为金属材质,热量经导热件44传递至针体41,再从针体41传导至安装板组件20,加快了热量的散失。在本实施例中,中间位置的导热件44的上端面为平面,用于与t形件下端平面抵接。两边的导热件44的上端面为圆弧凹面,用于与t形件两侧的连接顶的头部的凸面贴合,由此可增大导热面积。
44.在一实施例中,参照图1至图7,所述安装板组件20包括设置在所述安装板组件20一侧的限位板24,所述限位板24上设置有限位槽,所述限位槽向所述工件10的焊点延伸。在本实施例中。限位板24设置在第一板体21和第二板体22的一侧,限位板24靠近限位凸起的边缘向外延伸设置形成延伸部,所述延伸部靠近工件10设置。限位板24上设置有三个限位槽,限位槽的延伸线位于限位凸起的上方,限位槽用于放置导线,导线的末端则与焊接件13对接。
45.本实用新型还提出一种带有治具的连接器,包括上述的导热防烫型焊接治具以及设置在所述导热防烫型焊接治具上的工件。
46.上述仅为本实用新型的可选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。