1.本实用新型具体涉及一种高仿真通体大理石釉面砖。
背景技术:
2.常见的通体瓷砖产品有耐磨砖、抛光砖、仿古砖、广场砖、超市砖、外墙砖等,用于室内外墙面、地面的装饰。通体瓷砖表面只施透明釉而不施色釉,装饰效果古香古色、高雅别致、纯朴自然,同时由于其表面人为制造粗糙饰纹,光线照射后产生漫反射,反光柔和不刺眼、对周边环境不会造成光污染,但由于人造的通体大理石釉面砖通常是依次压制成型,容易因压制不够紧密,而导致图案纹理、立体层次感达不到要求,同时其结构组成也不够稳定。
技术实现要素:
3.有鉴于此,本实用新型目的是提供一种图案纹理、立体层次感强,同时其结构组成稳定的高仿真通体大理石釉面砖。
4.为了解决上述技术问题,本实用新型的技术方案是:
5.一种高仿真通体大理石釉面砖,包括釉面砖本体,所述釉面砖本体包括通过高吨位压机压制成型的第一压制层,通过高吨位压机压制成型在所述第一压制层上的第二压制层,通过高吨位压机压制成型在所述第二压制层上的第三压制层,以及釉面砖本体经过高温烧结成型后形成在表面上的釉面层。
6.作为优选,所述第一压制层的上端中部位置设置有第二压制层成型槽。
7.作为优选,所述第二压制层的上端中部位置设置有第三压制层成型槽,并在所述第二压制层的两侧下端开设有与第一压制层配合的卡装槽。
8.作为优选,所述第一压制层、第二压制层和第三压制层皆为人造大理石原料压制成型。
9.作为优选,所述第一压制层、第二压制层和第三压制层的厚度逐渐变薄。
10.本实用新型技术效果主要体现在以下方面:经过第一压制层、第二压制层和第三压制层依次压制成型并进行高温烧结,制得的通体大理石釉面砖接近于天然大理石材的图案纹理、立体层次感强,同时其结构组成稳定。
附图说明
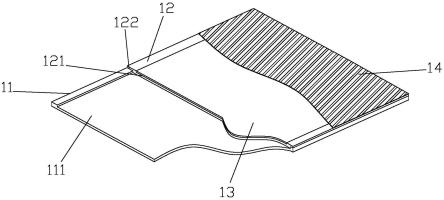
11.图1为本实用新型一种高仿真通体大理石釉面砖的结构图。
具体实施方式
12.以下结合附图,对本实用新型的具体实施方式作进一步详述,以使本实用新型技术方案更易于理解和掌握。
13.在本实施例中,需要理解的是,术语“中间”、“上”、“下”、“顶部”、“右侧”、“左端”、“上方”、“背面”、“中部”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
14.另,在本具体实施方式中如未特别说明部件之间的连接或固定方式,其连接或固定方式均可为通过现有技术中常用的螺栓固定或钉销固定,或销轴连接等方式,因此,在本实施例中不在详述。
15.实施例
16.一种高仿真通体大理石釉面砖,如图1所示,包括釉面砖本体1,所述釉面砖本体1包括通过高吨位压机压制成型的第一压制层11,通过高吨位压机压制成型在所述第一压制层11上的第二压制层12,通过高吨位压机压制成型在所述第二压制层12上的第三压制层13,以及釉面砖本体1经过高温烧结成型后形成在表面上的釉面层14。所述第一压制层11的上端中部位置设置有第二压制层成型槽111,用于釉面砖本体1在第二次压制成型时成型第二压制层12。所述第二压制层12的上端中部位置设置有第三压制层成型槽121,并在所述第二压制层12的两侧下端开设有与第一压制层11配合的卡装槽122,具体的,第三压制层成型槽121用于釉面砖本体1在第三次压制成型时成型第三压制层13,所述卡装槽122能够在第二压制层12与第一压制层11成型时配合更加稳定。
17.在本实施例中,所述第一压制层11、第二压制层12和第三压制层13皆为人造大理石原料压制成型。
18.在本实施例中,所述第一压制层11、第二压制层12和第三压制层13的厚度逐渐变薄,具体的,有利于第一压制层11、第二压制层12和第三压制层13依次压制成型而不损坏已成型的压制层。
19.本实用新型技术效果主要体现在以下方面:经过第一压制层、第二压制层和第三压制层依次压制成型并进行高温烧结,制得的通体大理石釉面砖接近于天然大理石材的图案纹理、立体层次感强,同时其结构组成稳定。
20.当然,以上只是本实用新型的典型实例,除此之外,本实用新型还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求保护的范围之内。
技术特征:
1.一种高仿真通体大理石釉面砖,包括釉面砖本体,其特征在于:所述釉面砖本体包括通过高吨位压机压制成型的第一压制层,通过高吨位压机压制成型在所述第一压制层上的第二压制层,通过高吨位压机压制成型在所述第二压制层上的第三压制层,以及釉面砖本体经过高温烧结成型后形成在表面上的釉面层。2.如权利要求1所述的一种高仿真通体大理石釉面砖,其特征在于:所述第一压制层的上端中部位置设置有第二压制层成型槽。3.如权利要求1所述的一种高仿真通体大理石釉面砖,其特征在于:所述第二压制层的上端中部位置设置有第三压制层成型槽,并在所述第二压制层的两侧下端开设有与第一压制层配合的卡装槽。4.如权利要求1所述的一种高仿真通体大理石釉面砖,其特征在于:所述第一压制层、第二压制层和第三压制层皆为人造大理石原料压制成型。5.如权利要求1所述的一种高仿真通体大理石釉面砖,其特征在于:所述第一压制层、第二压制层和第三压制层的厚度逐渐变薄。
技术总结
本实用新型公开一种高仿真通体大理石釉面砖,包括釉面砖本体,所述釉面砖本体包括通过高吨位压机压制成型的第一压制层,通过高吨位压机压制成型在所述第一压制层上的第二压制层,通过高吨位压机压制成型在所述第二压制层上的第三压制层,以及釉面砖本体经过高温烧结成型后形成在表面上的釉面层;经过第一压制层、第二压制层和第三压制层依次压制成型并进行高温烧结,制得的通体大理石釉面砖接近于天然大理石材的图案纹理、立体层次感强,同时其结构组成稳定。结构组成稳定。结构组成稳定。
技术研发人员:黎庭肇
受保护的技术使用者:肇庆市璟盛陶瓷有限公司
技术研发日:2022.01.16
技术公布日:2022/9/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。