1.本发明涉及自动燃烧控制技术领域,更具体地说,涉及一种垃圾焚烧炉垃圾料层厚度控制方法和控制系统。
背景技术:
2.垃圾焚烧炉的acc(automatic combustion control,自动燃烧控制)系统以主蒸汽流量控制和垃圾料层厚度控制为中轴线,结合炉膛温度控制、热灼减率最小化控制、含氧量控制等实现垃圾焚烧炉自动燃烧全方位调控。
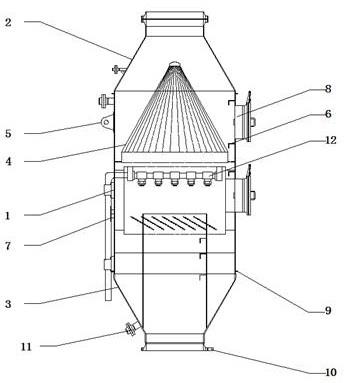
3.垃圾料层厚度控制是acc系统中的重要一环。所谓垃圾料层厚度是指在垃圾焚烧炉燃烧过程中,位于垃圾焚烧炉的炉排上方的垃圾厚度。如图1所示,所述炉排采用三段阶梯式布置,上、中、下层阶梯分别称为干燥炉排1、燃烧炉排2和燃烬炉排3;推料器4将进料口5投入的垃圾推到干燥炉排1上,垃圾在干燥炉排1上充分干燥后,通过干燥炉排1的不断运动落入燃烧炉排2上,垃圾在燃烧炉排2上燃烧后,通过燃烧炉排2的不断运动落入燃烬炉排3上,垃圾在燃烬炉排3上完全燃烬、冷却后,通过燃烬炉排3的不断运动落入出渣口。
4.为保证垃圾焚烧炉的焚烧稳定性,需要控制好炉温,炉温主要由燃烧炉排2上的垃圾料层厚度决定,燃烧炉排2、推料器4以及干燥炉排1的运动速度变化均可以改变燃烧炉排2上的垃圾料层厚度(当燃烧炉排2上的垃圾料层厚度偏高时,可通过减慢干燥炉排1、推料器4的运动速度以及加快燃烧炉排2的运动速度,来降低燃烧炉排2上的垃圾料层厚度;当燃烧炉排2上的垃圾料层厚度偏低时,可通过加快干燥炉排1、推料器4的运动速度以及减慢燃烧炉排2的运动速度,来增加燃烧炉排2上的垃圾料层厚度)。基于此,现有技术采取了如下垃圾料层厚度控制方案:
5.预先确定出一个炉排标准速度s1作为燃烧炉排2和燃烬炉排3的标准速度;
6.测量燃烧炉排2上的垃圾料层厚度,根据燃烧炉排2上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为燃烧炉排2的标准速度的偏差修正值;
7.根据燃烧炉排2上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出进行换算后作为推料器4和干燥炉排1的标准速度;
8.按推料器4、干燥炉排1和燃烬炉排3的标准速度去各自控制推料器4、干燥炉排1和燃烬炉排3运动,以及按燃烧炉排2修正后的标准速度去控制燃烧炉排2运动。
9.在上述垃圾料层厚度控制方案下,若干燥炉排1上的垃圾料层厚度在合理范围内,则燃烧炉排2上形成的垃圾料层厚度与设定值之间的偏差不大,故燃烧炉排2上的圾料层厚度调整范围不大,反之则调整范围较大;而在调整范围较大的情况下,炉温势必会出现较大波动。
技术实现要素:
10.有鉴于此,本发明提供一种垃圾焚烧炉垃圾料层厚度控制方法和控制系统,以保
证焚烧稳定性。
11.一种垃圾焚烧炉垃圾料层厚度控制方法,包括:
12.分别测量干燥炉排和燃烧炉排上的垃圾料层厚度;
13.根据燃烧炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出进行换算后得到推料器和干燥炉排的标准速度;
14.根据干燥炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为干燥炉排的标准速度的偏差修正值;
15.根据燃烧炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为燃烧炉排的标准速度的偏差修正值;其中,燃烧炉排和燃烬炉排的标准速度根据垃圾焚烧炉的基本参数预先计算得到;
16.按推料器和燃烬炉排的标准速度去各自控制推料器和燃烬炉排运动,以及按干燥炉排和燃烧炉排修正后的标准速度去各自控制干燥炉排和燃烧炉排运动。
17.可选的,所述按推料器和燃烬炉排的标准速度去各自控制推料器和燃烬炉排运动,以及按干燥炉排和燃烧炉排修正后的标准速度去各自控制干燥炉排和燃烧炉排运动之前,还包括:测量燃烬炉排上的垃圾料层厚度;
18.根据燃烬炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为燃烬炉排的标准速度的偏差修正值;
19.所述按推料器和燃烬炉排的标准速度去各自控制推料器和燃烬炉排运动,以及按干燥炉排和燃烧炉排修正后的标准速度去各自控制干燥炉排和燃烧炉排运动,替换为:按推料器的标准速度去控制推料器运动,以及按干燥炉排、燃烧炉排和燃烬炉排修正后的标准速度去各自控制干燥炉排、燃烧炉排和燃烬炉排运动。
20.可选的,测量任一段炉排上的垃圾料层厚度,包括:
21.利用多个差压变送器分别测量本段炉排不同位置上的垃圾料层的上下压差,求其平均值,再换算得到对应的垃圾料层厚度。
22.可选的,所述利用多个差压变送器分别测量本段炉排不同位置上的垃圾料层的上下压差,求其平均值,再换算得到对应的垃圾料层厚度,包括:
23.利用一个差压变送器测量本段炉排左半部分上的垃圾料层的上下压差,利用另一差压变送器测量本段炉排右半部分上的垃圾料层的上下压差,然后对两个压差求平均值,再换算得到对应的垃圾料层厚度。
24.可选的,根据垃圾焚烧炉的基本参数计算燃烧、燃烬炉排的标准速度的公式为:
25.s1=v1*f1(x)
26.式中,v1=c2*ft/c1/lhv/t;
27.v1表示所需垃圾体积,单位m3;
28.c1表示锅炉热效率,单位%;
29.c2表示锅炉蒸汽焓值,单位kj/kg;
30.ft表示锅炉蒸汽量设定值,单位h/t;
31.lhv表示垃圾低位热值,单位kj/kg;
32.t表示垃圾比重,单位t/m3;
33.f1(x)表示进料喉口面积的倒数,单位1/
㎡
;
34.s1表示燃烧、燃烬炉排的标准速度,单位m/h。
35.可选的,所述垃圾焚烧炉垃圾料层厚度控制方法还包括:结合其他影响因素对任一炉排修正后的标准速度进一步进行偏差修正,所述其他因素包括炉温。
36.一种垃圾焚烧炉垃圾料层厚度控制系统,包括:
37.测量单元,用于分别测量干燥炉排和燃烧炉排上的垃圾料层厚度;
38.控制单元,用于根据燃烧炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出进行换算后得到推料器和干燥炉排的标准速度;根据干燥炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为干燥炉排的标准速度的偏差修正值;根据燃烧炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为燃烧炉排的标准速度的偏差修正值;其中,燃烧炉排和燃烬炉排的标准速度根据垃圾焚烧炉的基本参数预先计算得到;按推料器和燃烬炉排的标准速度去各自控制推料器和燃烬炉排运动,以及按干燥炉排和燃烧炉排修正后的标准速度去各自控制干燥炉排和燃烧炉排运动。
39.可选的,所述测量单元还用于测量燃烬炉排上的垃圾料层厚度;
40.所述控制单元还用于根据燃烬炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为燃烬炉排的标准速度的偏差修正值;并且,所述按推料器和燃烬炉排的标准速度去各自控制推料器和燃烬炉排运动,以及按干燥炉排和燃烧炉排修正后的标准速度去各自控制干燥炉排和燃烧炉排运动,替换为:按推料器的标准速度去控制推料器运动,以及按干燥炉排、燃烧炉排和燃烬炉排修正后的标准速度去各自控制干燥炉排、燃烧炉排和燃烬炉排运动。
41.可选的,在测量任一段炉排上的垃圾料层厚度时,所述测量单元利用多个差压变送器分别测量本段炉排不同位置上的垃圾料层的上下压差,求其平均值,再换算得到对应的垃圾料层厚度。
42.可选的,在测量任一段炉排上的垃圾料层厚度时,所述测量单元利用一个差压变送器测量本段炉排左半部分上的垃圾料层的上下压差,利用另一差压变送器测量本段炉排右半部分上的垃圾料层的上下压差,然后对两个压差求平均值,再换算得到对应的垃圾料层厚度。
43.从上述的技术方案可以看出,本发明不仅测量燃烧炉排上的垃圾料层厚度,还实时测量干燥炉排上的垃圾料层厚度;在根据燃烧炉排上的垃圾料层厚度对干燥炉排进行速度调整时,还根据干燥炉排上的垃圾料层厚度精确调整干燥炉排的运动速度,以确保干燥炉排上的垃圾料层厚度在合理范围内,这样燃烧炉排上形成的垃圾料层厚度与设定值之间的偏差就不会很大,故燃烧炉排上的圾料层厚度调整范围不大,达到了稳定供料的目的,炉温不会出现较大波动,保证了焚烧稳定性。
附图说明
44.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
45.图1为现有技术公开的一种垃圾焚烧炉结构及差压变送器安装位置示意图;
46.图2为本发明实施例公开的一种垃圾焚烧炉垃圾料层厚度控制方法流程图;
47.图3为本发明实施例公开的一种差压变送器安装位置示意图;
48.图4为本发明实施例公开的一种推料器和干燥炉排的标准速度计算框图;
49.图5为本发明实施例公开的一种干燥炉排修正后的标准速度计算框图;
50.图6为本发明实施例公开的一种燃烧炉排修正后的标准速度计算框图;
51.图7为本发明实施例公开的一种燃烬炉排修正后的标准速度计算框图;
52.图8为本发明实施例公开的又一种差压变送器安装位置示意图。
具体实施方式
53.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
54.参见图2,本发明实施例公开了一种垃圾焚烧炉垃圾料层厚度控制方法,包括:
55.步骤s01:分别测量干燥炉排1、燃烧炉排2和燃烬炉排3上的垃圾料层厚度。
56.具体的,对于干燥炉排1、燃烧炉排2和燃烬炉排3这三段炉排中的任意一段炉排来说,测量本段炉排上的垃圾料层厚度的方法例如可以是:利用多个差压变送器分别测量本段炉排不同位置上的垃圾料层的上下压差,求其平均值,再换算得到对应的垃圾料层厚度。作为推荐,可以利用一个差压变送器测量本段炉排左半部分上的垃圾料层的上下压差,利用另一差压变送器测量本段炉排右半部分上的垃圾料层的上下压差,然后对两个压差求平均值,再根据该平均值换算得到对应的垃圾料层厚度。
57.差压变送器是用于测量被测介质两侧压差的变送器,其结构及其工作原理如下:差压变送器具有两个压力接口,一个为正压端用于测量被测介质正压侧压力(正压侧指比常压的气体压力高的那一个测量方向),一个为负压端用于测量被测介质负压侧压力(负压侧指比常压的气体压力低的那一个测量方向);当被测介质两侧压力作用于差压传感器时,压力传感器将压力信号转换成电信号,经差分放大和输出放大器放大,最后经v/a电压电流转换成与被测介质两侧压差成线性对应关系的标准电流输出信号。
58.系统控制单元根据差压变送器输出的标准电流输出信号判断出被测介质两侧压差,而被测介质两侧压差与被测介质厚度成对应关系(被测介质两侧压差越大,代表被测介质越厚,反之则越薄),进而可得出被测介质厚度。
59.炉排上方炉膛内的气体压力低于常压,炉排下方一次风风室(一次风风室是指炉排下方一次风进风的位置,呈斗状。通常,垃圾焚烧炉为两列炉排,在纵向上,炉排下方一次风风室分为一左一右;在横向上,干燥炉排1仅包括一段风室,燃烧炉排2下方一次风风室包括一段风室、二段风室和三段风室,燃烬炉排3下方一次风风室包括一段风室和二段风室,如图3所示)内的气体压力高于常压。基于此,本发明实施例设计差压变送器的负压端压力引自炉排上方炉膛内,正压端压力引自炉排下方一次风风室,然后依据差压变送器的输出数据换算得到炉排上的垃圾料层厚度。
60.对于干燥炉排1、燃烧炉排2和燃烬炉排3这三段炉排中的任意一段炉排来说,测量
本段炉排上的垃圾料层厚度时,使用的差压变送器的数量越多且差压变送器分布越均匀,越能准确反映本段炉排上的垃圾料层厚度,但相应的成本也越高,因此,本发明实施例推荐针对本段炉排采用一左一右两个差压变送器,两个差压变送器最好是对称安装在炉墙两侧(图1和图3中均仅示出了炉墙单侧的差压变送器,差压变送器在图1和图3中附图标记为6;图3与图1的区别主要在于差压变送器的使用数量和安装位置不同,图1中仅测量燃烧炉排2上的垃圾料层厚度,图3中同时测量干燥炉排1、燃烧炉排2和燃烬炉排3上的垃圾料层厚度)。
61.当垃圾焚烧炉采用如图3所示的两列炉排结构,且为干燥炉排1、燃烧炉排2和燃烬炉排3均分配一左一右两个差压变送器时,推荐将每段炉排对应的两个差压变送器的高压端测量本段炉排下方一左一右两个一段风室内的气体压力,以提高测量准确性。
62.步骤s02:对干燥炉排1、燃烧炉排2、燃烬炉排3和推料器4进行速度控制。
63.具体的,本发明实施例预先根据垃圾焚烧炉的基本参数计算出一个炉排标准速度s1,并将s1作为燃烧炉排2和燃烬炉排3的标准速度。炉排标准速度s1除了与垃圾焚烧炉的蒸发量有关外,还受到炉排机械尺寸、蒸汽焓值、锅炉效率、垃圾低位热值等参数的影响,其计算公式为:
64.s1=v1*f1(x)
65.式中,v1=c2*ft/c1/lhv/t;
66.v1表示所需垃圾体积,单位m3;
67.c1表示锅炉热效率,单位%;
68.c2表示锅炉蒸汽焓值,单位kj/kg;
69.ft表示锅炉蒸汽量设定值,单位h/t;
70.lhv表示垃圾低位热值,单位kj/kg;
71.t表示垃圾比重,单位t/m3;
72.f1(x)表示进料喉口面积的倒数,单位1/
㎡
;
73.s1表示燃烧、燃烬炉排标准速度,单位m/h。
74.所述步骤s02基于步骤s01中的测量值以及s1实现,具体包括如下1)~5)部分:
75.1)根据燃烧炉排2上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出进行换算后得到推料器4和干燥炉排1的标准速度。
76.参见图4,图4仅以为燃烧炉排2分配一左一右两个差压变送器gi2a和gi2b作为示例:差压变送器gi2a和gi2b的输出数据经求平均值函数ave求出平均值,该平均值反映了燃烧炉排2上的垃圾料层厚度的测量值;根据该平均值与燃烧炉排2上的垃圾料层厚度的设定值sv2之间的偏差进行pid调节,pid调节的输出经一换算函数f3(x)进行换算后得到推料器4的标准速度s2和干燥炉排1的标准速度s3;其中,pid调节为闭环调节常用的一种传递函数,除此之外也可以采用其他传递函数,并不局限。
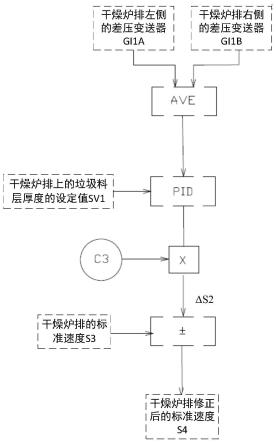
77.2)根据干燥炉排1上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为干燥炉排1的标准速度的偏差修正值。
78.参见图5,图5仅以为干燥炉排1分配一左一右两个差压变送器gi1a和gi1b作为示例:差压变送器gi1a和gi1b的输出数据经求平均值函数ave求出平均值,该平均值反映了干燥炉排1上的垃圾料层厚度的测量值;根据该平均值与干燥炉排1上的垃圾料层厚度的设定
值sv1之间的偏差进行pid调节,pid调节的输出乘以一定比例系数c3后作为干燥炉排1的标准速度的偏差修正值δs2;δs2与干燥炉排1的标准速度s3经加减运算得到干燥炉排1修正后的标准速度s4;其中,pid调节为闭环调节常用的一种传递函数,除此之外也可以采用其他传递函数,并不局限。
79.由于主要燃烧区域依然是在燃烧炉段2,所以推料器4与干燥炉排1的速度主要影响还是来自于燃烧炉排2上的垃圾料层厚度,干燥炉排1上的垃圾料层厚度作为干扰因素去调整干燥炉排1的实际速度(比例系数c3为预设值,c3的大小决定了干燥炉排1上的垃圾料层厚度对干燥炉排1速度的影响程度),使得干燥炉排1能够结合干燥炉排1上的垃圾料层厚度进行速度上的调整。
80.3)根据燃烧炉排2上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为燃烧炉排2的标准速度的偏差修正值。
81.参见图6,图6仍以为燃烧炉排2分配一左一右两个差压变送器gi2a和gi2b作为示例:差压变送器gi2a和gi2b的输出数据经求平均值函数ave求出平均值,该平均值反映了燃烧炉排2上的垃圾料层厚度的测量值;根据该平均值与燃烧炉排2上的垃圾料层厚度的设定值sv2之间的偏差进行pid调节,pid调节的输出乘以一定比例系数c4后作为燃烧炉排2的标准速度的偏差修正值δs3;δs3与燃烧炉排2的标准速度s1经加减运算得到燃烧炉排2修正后的标准速度s5;其中,pid调节为闭环调节常用的一种传递函数,除此之外也可以采用其他传递函数并不局限;比例系数c4为预设值,c4的大小决定了燃烧炉排2上的垃圾料层厚度对燃烧炉排2速度的影响程度。
82.4)根据燃烬炉排3上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为燃烬炉排3的标准速度的偏差修正值。
83.参见图7,图7以为燃烬炉排3分配一左一右两个差压变送器gi3a和gi3b作为示例:差压变送器gi3a和gi3b的输出数据经求平均值函数ave求出平均值,该平均值反映了燃烬炉排3上的垃圾料层厚度的测量值;根据该平均值与燃烬炉排3上的垃圾料层厚度的设定值sv3之间的偏差进行pid调节,pid调节的输出乘以一定比例系数c5后作为燃烬炉排3的标准速度的偏差修正值δs4;δs4与燃烬炉排3的标准速度s1经加减运算得到燃烬炉排3修正后的标准速度s6;其中,pid调节为闭环调节常用的一种传递函数,除此之外也可以采用其他传递函数;比例系数c5为预设值,c5的大小决定了燃烬炉排3上的垃圾料层厚度对燃烬炉排3速度的影响程度。
84.在燃烧炉排2上垃圾燃烧不充分的情况下,燃烬炉排3在一定程度上承担燃烧炉排2的燃烧任务,所以为保证燃烧稳定性,推荐结合燃烬炉排3上的垃圾料层厚度对燃烬炉排3的标准速度也进行偏差修正,例如图7所示。
85.5)按推料器4的标准速度去控制推料器4运动,以及按干燥炉排1、燃烧炉排2和燃烬炉排3修正后的标准速度去各自控制干燥炉排1、燃烧炉排2和燃烬炉排3运动。
86.由以上描述可以看出,与现有技术相比,本发明实施例的关键在于增加了第2)和第4)部分。本发明实施例不仅测量燃烧炉排2上的垃圾料层厚度,还实时测量干燥炉排1和燃烬炉排3上的垃圾料层厚度;在根据燃烧炉排2上的垃圾料层厚度对干燥炉排1进行速度调整时,还根据干燥炉排1上的垃圾料层厚度精确调整干燥炉排1的运动速度,以确保干燥炉排1上的垃圾料层厚度在合理范围内,这样燃烧炉排2上形成的垃圾料层厚度与设定值之
间的偏差就不会很大,故燃烧炉排2上的圾料层厚度调整范围不大,达到了稳定供料的目的,炉温不会出现较大波动,保证了焚烧稳定性。另外,燃烬炉排3在一定程度上承担燃烧炉排2的燃烧任务,所以为进一步保证燃烧稳定性,本发明实施例还结合燃烬炉排3上的垃圾料层厚度对燃烬炉排3的标准速度也进行偏差修正。
87.当然,在燃烧炉排2上垃圾燃烧充分或者对燃烧充分性要求略低的情况下,也可以不结合燃烬炉排3上的垃圾料层厚度对燃烬炉排3的标准速度进行偏差修正,即:不获取燃烬炉排3上的垃圾料层厚度,省去上述方法中的第4)部分,对应的,第5)部分替换为:按推料器4和燃烬炉排3的标准速度去各自控制推料器4和燃烬炉排3运动,以及按干燥炉排1和燃烧炉排2修正后的标准速度去各自控制干燥炉排1和燃烧炉排2运动。
88.可选的,在上述公开的任一实施例中,还可以结合其他影响因素(例如炉温等)对任一炉排修正后的标准速度进一步进行偏差修正,以进一步提升焚烧稳定性。
89.与上述方法实施例相对应的,本发明实施例还公开了一种垃圾焚烧炉垃圾料层厚度控制系统,包括:
90.测量单元,用于分别测量干燥炉排和燃烧炉排上的垃圾料层厚度;
91.控制单元,用于根据燃烧炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出进行换算后得到推料器和干燥炉排的标准速度;根据干燥炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为干燥炉排的标准速度的偏差修正值;根据燃烧炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为燃烧炉排的标准速度的偏差修正值;其中,燃烧炉排和燃烬炉排的标准速度根据垃圾焚烧炉的基本参数预先计算得到;按推料器和燃烬炉排的标准速度去各自控制推料器和燃烬炉排运动,以及按干燥炉排和燃烧炉排修正后的标准速度去各自控制干燥炉排和燃烧炉排运动。
92.可选的,所述测量单元还用于测量燃烬炉排上的垃圾料层厚度;
93.所述控制单元还用于根据燃烬炉排上的垃圾料层厚度的测量值与设定值之间的偏差进行闭环调节,闭环调节的输出乘以一定比例系数后作为燃烬炉排的标准速度的偏差修正值;并且,所述按推料器和燃烬炉排的标准速度去各自控制推料器和燃烬炉排运动,以及按干燥炉排和燃烧炉排修正后的标准速度去各自控制干燥炉排和燃烧炉排运动,替换为:按推料器的标准速度去控制推料器运动,以及按干燥炉排、燃烧炉排和燃烬炉排修正后的标准速度去各自控制干燥炉排、燃烧炉排和燃烬炉排运动。
94.可选的,在上述公开的任一控制系统中,在测量任一段炉排上的垃圾料层厚度时,所述测量单元利用多个差压变送器分别测量本段炉排不同位置上的垃圾料层的上下压差,求其平均值,再换算得到对应的垃圾料层厚度。
95.可选的,在上述公开的任一控制系统中,在测量任一段炉排上的垃圾料层厚度时,所述测量单元利用一个差压变送器测量本段炉排左半部分上的垃圾料层的上下压差,利用另一差压变送器测量本段炉排右半部分上的垃圾料层的上下压差,然后对两个压差求平均值,再换算得到对应的垃圾料层厚度。
96.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的系统而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说
明即可。
97.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明实施例的精神或范围的情况下,在其它实施例中实现。因此,本发明实施例将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。