1.本技术涉及挤出成型的领域,尤其是涉及一种三层共挤机头及具有该机头的挤出设备。
背景技术:
2.挤出机是用于挤出胎面、内胎、胶管和各种橡胶型条的橡胶机械,它还用于包覆电缆和电线产品等。现有的挤出机大多为单层挤出和双层共挤。
3.相关技术中,如授权公告号为cn 216402409u的中国专利,公开了一种三层共挤塑料农药包装瓶,该包装瓶的瓶体由三层组成,从内至外依次为乙烯阻隔层、胶黏层和聚乙烯接触外壳。
4.针对上述中的相关技术,发明人认为通过单层挤出或双层共挤难以生产上述农药包装瓶,故亟需设计一种用于生产上述农药包装瓶的挤出设备。
技术实现要素:
5.为了实现三层共挤,本技术提供一种三层共挤机头及具有该机头的挤出设备。
6.第一方面,本技术提供一种三层共挤机头,采用如下的技术方案:一种三层共挤机头,包括:分流板,所述分流板具有三个料道,定义三个料道分别为第一料道、第二料道以及第三料道,所述分流板上设有连通所述料道与挤出机的连通料道;以及机头组件,数量为若干,若干所述机头组件沿所述料道的轴向间隔设置,所述机头组件包括模芯、第一外模套、第二外模套、第三外模套、复合块和复合芯,所述第一外模套套设于所述模芯上,所述第一外模套与所述模芯之间配合形成第一流道,所述分流板上设有连通所述第一流道的进口与所述第一料道的第一分料道,所述第二外模套套设于所述第一外模套上,所述第二外模套与所述第一外模套之间配合形成第二流道,所述分流板上设有连通所述第二料道的进口与所述第二料道的第二分料道,所述第三外模套套设于所述第二外模套上,所述第三外模套与所述第二外模套之间配合形成第三流道,所述分流板上设有连通所述第三流道的进口与所述第三料道的第三分料道,所述复合块设于所述第三外模套上,所述复合芯设于所述模芯上,所述复合芯穿设于所述复合块上,所述复合块与所述复合芯之间配合形成复合流道,所述第一流道的出口、所述第二流道的出口与所述第三流道的出口均和所述复合流道的一端连通,所述第一流道的出口、所述第二流道的出口与所述第三流道的出口于所述复合流道的一端汇聚。
7.通过采用上述技术方案,三个料道中的胶料分别经过三个分料道流入至套设分布的第一流道、第二流道与第三流道中同时挤出,实现了三层共挤。胶料在料道中通过多个分料道流入至若干个机头组件中挤出,实现了同时挤出生产多个三层复合的料管,提高了生产效率。
8.可选的,所述模芯于所述第一流道的进口处套设有连接块,所述连接块具有供所
述模芯穿设的穿设孔,所述穿设孔的内侧壁上设有若干固定连接所述连接块与所述模芯的固定块,若干所述固定块沿所述模芯的周向均匀设置;所述连接块靠近所述分流板的一侧设有与所述第二分料道连通的第一环槽,所述第一环槽的槽底设有若干沿所述模芯的周向呈均匀设置的第一分料孔,所述第一分料孔与所述第二流道连通;所述连接块靠近所述分流板的一侧设有与所述第三分料道连通的第二环槽,所述第二环槽的槽底设有若干沿所述模芯的周向呈均匀设置的第二分料孔,所述第二分料孔与所述第三流道连通。
9.通过采用上述技术方案,第一环槽与第二环槽的设计平衡了胶料从料道挤出的压力,使得胶料经第一流道、第二流道与第三流道挤出的厚度均匀,提高了挤出胶料的一致性。
10.可选的,所述第二流道包括第一挤出腔和若干第一输送孔,若干所述第一输送孔设于所述第一外模套上,若干所述第一输送孔沿所述模芯的周向呈均匀设置,所述第一输送孔的两端分别与所述第一挤出腔、所述第一分料孔连通。
11.可选的,所述第一外模套的外周壁上设有第一螺旋槽,所述第一螺旋槽与所述第一输送孔连通。
12.通过采用上述技术方案,使得经过多个第一输送孔进入第一挤出腔的胶料能够在第一螺旋槽的引导下沿周向流动,使得胶料于第一挤出腔中充分混合,而厚度保持均匀,提高了挤出胶料的一致性。
13.可选的,所述第三流道包括第二挤出腔和若干第二输送孔,若干所述第二输送孔设于所述第二外模套上,若干所述第二输送孔沿所述模芯的周向呈均匀设置,所述第二输送孔的两端分别与所述第二挤出腔、所述第二分料孔连通。
14.可选的,所述第二外模套的外周壁上设有第二螺旋槽,所述第二螺旋槽与所述第二输送孔连通。
15.通过采用上述技术方案,使得经过多个第二输送孔进入第二挤出腔的胶料能够在第二螺旋槽的引导下沿周向流动,使得胶料于第二挤出腔中充分混合,而厚度保持均匀,提高了挤出胶料的一致性。
16.可选的,所述机头组件还包括融合套和融合芯,所述融合套设于所述复合块远离所述模芯的一侧,所述融合芯设于所述复合芯远离所述模芯的一侧,所述融合芯穿设于所述融合套中,所述融合芯与所述融合套之间配合形成融合腔,所述融合腔与所述复合流道连通。
17.通过采用上述技术方案,分别从第一流道、第二流道与第三流道挤出的三层胶料的接触面能够在融合腔内结合在一起,提高了三层胶料之间的结合强度。
18.可选的,所述融合腔包括外扩部、定型部和内缩部,所述外扩部、所述定型部和所述内缩部从所述模芯至所述融合芯的方向依次连接,所述外扩部的直径从所述复合流道至所述定型部逐渐增大,所述内缩部的直径沿从所述复合流道至所述定型部的方向逐渐缩小。
19.通过采用上述技术方案,分别从第一流道、第二流道与第三流道挤出的三层胶料经过融合腔时,直径先逐渐变大后逐渐缩小,使得三层胶料的接触面能够在融合腔内结合
在一起,提高了三层胶料之间的结合强度。
20.可选的,还包括设于所述分流板上的联锁组件,所述联锁组件包括:盖合片,一一对应穿设于三个所述料道中且沿所述料道的轴向与所述分流板滑移连接,以分隔所述第一料道与所述第一分料道,所述第二料道与所述第二分料道,所述第三料道与所述第三分料道,所述盖合片上设有与分料道一一对应的开启孔;封堵轴,固定于所述盖合片的一端且伸出所述料道,所述封堵轴部分伸入所述料道且沿所述料道的轴向与所述分流板滑移连接,所述封堵轴与所述料道的内侧壁密封连接;三角板,三端一一对应与三个所述封堵轴球接,所述三角板与所述封堵轴的轴线互相垂直;导向轴,固定于所述三角板远离所述封堵轴的一侧,所述导向轴的轴线与所述三角板互相垂直,所述导向轴的轴线穿过所述三角板的中心;基板,固定于所述分流板上,所述基板上设有供所述导向轴穿设的通孔,所述导向轴与所述通孔呈同心设置;复位弹性件,套设于所述导向轴上且两端分别与所述基板、所述三角板抵接,所述复位弹性件使得所述三角板保持有靠近所述分流板的趋势;以及联锁环,同心固定于所述导向轴的外侧壁上,所述联锁环的直径与所述通孔的直径相适配;少于三个所述封堵轴向远离所述分流板的方向滑动时,所述联锁环抵接于所述基板靠近所述分流板的一侧。
21.通过采用上述技术方案,三个料道内的胶料有一个以上没充满时,使得一个或者两个封堵轴向远离分流板的方向滑动,联锁环与通孔错位,使得联锁环抵接于基板靠近分流板的一侧,而不会穿过通孔,实现了三个料道内的胶料的联锁。只有当三个料道内都充满胶料时,三个联锁环才能穿过通孔,以使得盖合片能够滑动使得开气孔与对应的分料道连通,使得胶料能够从料道内同时流入至第一流道、第二流道与第三流道中,进而使得胶料开始时即可同时从第一流道、第二流道与第三流道挤出,而减少了胶料不同时挤出而产生的废料。
22.第二方面,本技术提供一种三层共挤挤出设备,采用如下的技术方案:一种三层共挤挤出设备,包括:如上所述的三层共挤机头;以及挤出机,数量为三个且一一对应与三个所述料道连接。
23.通过采用上述技术方案,三个料道中的胶料分别经过三个分料道流入至套设分布的第一流道、第二流道与第三流道中同时挤出,实现了三层共挤。胶料在料道中通过多个分料道流入至若干个机头组件中挤出,实现了同时挤出生产多个三层复合的料管,提高了生产效率。
24.综上所述,本技术包括以下至少一种有益技术效果:1.三个料道中的胶料分别经过三个分料道流入至套设分布的第一流道、第二流道与第三流道中同时挤出,实现了三层共挤。胶料在料道中通过多个分料道流入至若干个机头组件中挤出,实现了同时挤出生产多个三层复合的料管,提高了生产效率;
2.使得胶料能够从料道内同时流入至第一流道、第二流道与第三流道中,进而使得胶料开始时即可同时从第一流道、第二流道与第三流道挤出,而减少了胶料不同时挤出而产生的废料。
附图说明
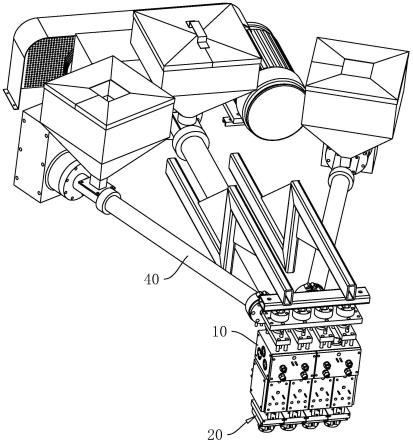
25.图1是本技术实施例1的一种三层共挤挤出设备的结构示意图。
26.图2是本技术实施例1的分流板与机头组件的俯视图。
27.图3是图2中a-a向的剖视图。
28.图4是本技术实施例1的模芯与第一外模套、第二外模套、第三外模套的爆炸示意图。
29.图5是本技术实施例2的分流板与机头组件、联锁组件的结构示意图。
30.图6是本技术实施例2的分流板与盖合片、三角板、复位弹性件、基板的局部爆炸示意图。
31.附图标记说明:10、分流板;11、料道;111、第一料道;112、第二料道;113、第三料道;12、连通料道;13、第一分料道;14、第二分料道;15、第三分料道;16、调速流道;17、调节螺母;171、调节轴;18、嵌槽;19、法兰盘;20、机头组件;21、模芯;211、连接块;2111、穿设孔;2112、固定块;2113、第一环槽;2114、第一分料孔;2115、第二环槽;2116、第二分料孔;22、第一外模套;221、第一流道;222、第一螺旋槽;223、第三环槽;224、连通孔;23、第二外模套;231、第二流道;2311、第一挤出腔;2312、第一输送孔;232、第二螺旋槽;233、第四环槽;24、第三外模套;241、第三流道;2411、第二挤出腔;2412、第二输送孔;25、复合块;251、复合流道;26、复合芯;27、融合套;271、融合腔;2711、外扩部;2712、定型部;2713、内缩部;28、融合芯;30、联锁组件;31、盖合片;311、开启孔;32、封堵轴;321、球接槽;33、三角板;331、连接轴;332、球接球;34、导向轴;35、基板;351、通孔;36、复位弹性件;37、联锁环;40、挤出机。
具体实施方式
32.以下结合附图1-6对本技术作进一步详细说明。
33.本技术实施例公开一种三层共挤机头及具有该机头的挤出设备。
34.实施例1参照图1、图2与图3,三层共挤挤出设备包括挤出机40和三层共挤机头。三层共挤机头包括分流板10和机头组件20。
35.挤出机40的数量为三个,三个挤出机40的料斗中分别加入乙烯阻隔层原料、胶黏层原料和聚乙烯原料。
36.分流板10具有三个料道11,三个料道11呈水平设置且互相平行。分流板10上还具有三个连通料道12,三个连通料道12与三个料道11一一对应互相连通,三个连通料道12分别与三个挤出机40连接,以将三个挤出机40内的原料分别导入三个料道11中。定义三个料道11分别为第一料道111、第二料道112和第三料道113,第一料道111对应乙烯阻隔层原料,第二料道112对应胶黏层原料,第三料道113对应聚乙烯原料。
37.参照图3与图4,机头组件20的数量为若干,若干机头组件20沿料道11的轴向间隔设置,机头组件20包括模芯21、第一外模套22、第二外模套23、第三外模套24、复合块25和复
合芯26。模芯21固定于分流板10的下侧,第一外模套22套设于模芯21的外侧,第一外模套22与模芯21呈同心设置,第一外模套22相对模芯21固定,第一外模套22与模芯21之间配合形成第一流道221,第一流道221呈环形设置,第一流道221的上端为进口,第一流道221的下端为出口,分流板10上设有连通第一料道111与第一流道221的进口的第一分料道13。
38.模芯21的上侧部分套设有连接块211,连接块211具有贯通的穿设孔2111,穿设孔2111供模芯21的上端穿设,穿设孔2111的内侧壁上设有若干固定块2112,固定块2112沿模芯21的周向均匀设置,固定块2112的两侧分别与穿设孔2111的内侧壁、模芯21的外侧壁固定,以将连接块211与模芯21固定在一起。
39.第二外模套23套设于第一外模套22的外侧,第二外模套23与第一外模套22呈同心设置,第二外模套23与第一外模套22相对固定,第二外模套23与第一外模套22之间配合形成第二流道231。第二流道231包括第一挤出腔2311和若干第一输送孔2312。若干第一输送孔2312沿第一外模套22的周向呈均匀设置,第一输送孔2312从第一外模套22的上端面延伸至第一外模套22的外周壁。第一挤出腔2311呈环形设置,第一输送孔2312的下端与第一挤出腔2311互相连通。
40.分流板10上设有第二分料道14,第二分料道14的上端与第二料道112互相连通,第二分料道14的下端延伸至分流板10的下侧壁。连接块211的上侧壁上开设有第一环槽2113,第一环槽2113与模芯21呈同心设置,第一环槽2113与第二分料道14互相连通。第一环槽2113的槽底开设有第一分料孔2114,第一分料孔2114与第一输送孔2312一一对应且互相连通,以连通第二料道112与第二流道231,同时平衡胶料从分流板10流出之后的压力,使得挤出的胶料厚度均匀。
41.为了进一步平衡胶料从分流板10流出之后的压力,第一外模套22的上端面上开设有第三环槽223,第三环槽223与若干第一输送孔2312互相连通。
42.为了引导胶料能够于第二流道231中充分混合,第一外模套22的外周壁上设有第一螺旋槽222,第一螺旋槽222的深度从上至下逐渐减小,以使得第二流道231中的胶料厚度均匀,第一螺旋槽222与第一输送孔2312一一对应,第一螺旋槽222的上端第一输送孔2312连通。
43.第三外模套24套设于第二外模套23的外侧,第三外模套24相对第二外模套23固定,第三外模套24与第二外模套23之间配合形成第三流道241。第三流道241包括第二挤出腔2411和若干第二输送孔2412。若干第二输送孔2412设于第二外模套23上,若干第二输送孔2412沿模芯21的周向呈均匀设置,第二输送孔2412从第二外模套23的上端面延伸至第二外模套23的外周壁。第二挤出腔2411呈环形设置,第二挤出腔2411与第二输送孔2412的下端连通。
44.分流板10上设有第三分料道15,第三分料道15的上端与第三料道113互相连通,第三分料道15的下端延伸至分流板10的下侧壁。连接块211的上侧壁上开设有第二环槽2115,第二环槽2115与模芯21呈同心设置,第二环槽2115与第三分料道15互相连通。第二环槽2115的槽底开设有第二分料孔2116,第二分料孔2116与第二输送孔2412一一对应,第二外模套23上开设有连通孔224,连通孔224一一对应连通第二分料孔2116与第二输送孔2412,以连通第三料道113与第三流道241,同时平衡胶料从分流板10流出之后的压力,使得挤出的胶料厚度均匀。
45.为了进一步平衡胶料从分流板10流出之后的压力,第二外模套23的上端面上开设有第四环槽233,第四环槽233与若干第二输送孔2412互相连通。
46.为了引导胶料能够于第三流道241中充分混合,第二外模套23的外周壁上设有第二螺旋槽232,第二螺旋槽232的深度从上至下逐渐减小,以使得第三流道241中的胶料厚度均匀,第二螺旋槽232与第二输送孔2412一一对应,第二螺旋槽232的上端第二输送孔2412连通。
47.复合块25固定于第三外模套24的下侧,复合芯26固定于模芯21的下端,复合块25具有一贯通的中孔,复合芯26穿设于中孔中,复合块25与复合芯26之间配合形成复合流道251,复合流道251与第一流道221、第二流道231、第三流道241呈同心设置,第一流道221的出口、第二流道231的出口与第三流道241的出口均和复合流道251的上端连通,第一流道221的出口、第二流道231的出口与第三流道241的出口于复合流道251的上端汇聚,以使得经第一流道221、第二流道231与第三流道241挤出的三层胶料粘合在一起。
48.机头组件20还包括融合套27和融合芯28。融合套27固定于复合块25的下侧,融合芯28固定于复合芯26的下端,融合芯28穿设于融合套27中,融合芯28与所述融合套27之间配合形成融合腔271,融合腔271呈环形设置,融合腔271与复合流道251呈同心设置。融合腔271通过直径的变化来使得第一流道221、第二流道231与第三流道241挤出的三层胶料粘合在一起,融合腔271的直径可以从上至下逐渐缩小,也可以从上至下逐渐变大,还可以从上至下先逐渐变大后逐渐变小,还可以从上至下先逐渐变小后逐渐变大。
49.本实施例中融合腔271的直径以从上至下先逐渐变大后逐渐变小为例进行介绍,融合腔271包括外扩部2711、定型部2712和内缩部2713,外扩部2711、定型部2712和内缩部2713从上至下依次连接,外扩部2711的直径从上至下逐渐增大,定型部2712的直径不变,内缩部2713的直径从上至下逐渐缩小。
50.为了控制胶料从三个料道11分别进入第一分料道13、第二分料道14与第三分料道15的流速,分流板10上还设有三个流速调节组件,三个流速调节组件与第一分料道13、第二分料道14、第三分料道15一一对应,本实施例中以与第二分料道14对应的流速调节组件为例进行介绍。流速调节组件包括调节螺母17和调节轴171。分流板10上具有一调速流道16,调速流道16一端延伸至分流板10的一侧壁,调速流道16的另一端延伸至第二分料道14与第二料道112连接的部分。调节螺母17固定于分流板10的侧壁上且位于调速流道16的开口处,调节轴171穿设于调节螺母17中且与调节螺母17螺纹连接,调节轴171部分插入调速流道16中,调节轴171与调速流道16的内侧壁密封连接,调节轴171的端部可于调速流道16沿轴向滑动。通过转动调节轴171,通过调节轴171与调节螺母17的螺纹连接驱使调节轴171于调速流道16中沿轴向滑动,以改变调节轴171插入第二分料道14的部分,来控制胶料流速。
51.实施例1的实施原理为:胶料可于料道11中通过分料道11分散流入若干个机头组件20中,以同时挤出生产多个产品。三个料道11中的胶料,分别经过第一分料道13、第二分料道14与第三分料道15流入至呈环形设置的第一流道221、第二流道231与第三流道241中挤出,从第一流道221、第二流道231与第三流道241中挤出的三层环形胶料于复合流道251与融合腔271中粘合在一起。
52.实施例2参照图5与图6,本实施例与实施例1的不同之处在于,第一料道111至第一流道221
的距离与第二料道112至第二流道231的距离、第三料道113至第三流道241的距离相等。此外,三层共挤机头还包括设于分流板10上的联锁组件30,联锁组件30包括盖合片31、封堵轴32、三角板33、导向轴34、基板35、复位弹性件36和联锁环37。
53.盖合片31呈弧形板状设置,盖合片31的外径与料道11的内径相等,三个盖合片31一一对应穿设于三个料道11中,盖合片31与料道11呈同心设置,盖合片31可于料道11中沿轴向滑动,三个盖合片31分别用于分隔第一料道111与第一分料道13,第二料道112与第二分料道14,第三料道113与第三分料道15。盖合片31上设有开启孔311,开启孔311与分料道一一对应,分料道为第一分料道13或者第二分料道14,即若第一分料道13的数量为四个,则穿设于第一料道111中的盖合片31上开设有四个开启孔311。开启孔311与分料道不连通时,料道11与分料道分隔,胶料难以从料道11进入分料道;开启孔311与分料道连通时,料道11与分料道连通,胶料可以从料道11进入分料道。
54.封堵轴32固定于盖合片31的一端,封堵轴32的一端伸出料道11。分流板10靠近封堵轴32的侧壁上开设有嵌槽18,嵌槽18与料道11一一对应,嵌槽18与料道11互相连通,嵌槽18内固定有法兰盘19,封堵轴32贯穿法兰盘19伸出料道11,封堵轴32与法兰盘19之间密封连接,封堵轴32可沿轴向相对法兰盘19滑动,以带动盖合片31于料道11内滑动。
55.三角板33的三端均固定有连接轴331,连接轴331的轴线与三角板33的板面互相平行,连接轴331远离三角板33的一端固定有球接球332,球接球332的直径大于连接轴331的直径。封堵轴32远离盖合片31的一端开设有球接槽321,球接球332设于球接槽321内,以将三角板33的三端与三个封堵轴32球接。初始时,三个封堵轴32伸出三个料道11的长度相等,三角板33的板面与封堵轴32的轴线互相垂直。
56.导向轴34固定于三角板33远离封堵轴32的一侧,导向轴34的轴线与三角板33互相垂直,导向轴34的轴线穿过三角板33的中心。基板35固定于分流板10靠近封堵轴32的一侧,基板35呈l形设置,基板35的一边位于三角板33远离封堵轴32的一侧,基板35上开设有通孔351,通孔351与导向轴34呈同心设置,通孔351供导向轴34穿设。
57.复位弹性件36为压缩弹簧,复位弹性件36套设于导向轴34上,复位弹性件36的两端分别与基板35、三角板33抵接,以使得三角板33保持有靠近分流板10的趋势。联锁环37套设于导向轴34外侧,联锁环37与导向轴34呈同心设置,联锁环37与导向轴34固定连接,联锁环37的外径与通孔351的直径相适配,即联锁环37的外径与通孔351的直径相等,或者联锁环37的外径略小于通孔351的直径。
58.少于三个封堵轴32向远离分流板10的方向滑动时,三角板33的板面从竖直变为倾斜,带动导向轴34与联锁环37倾斜,使得联锁环37与通孔351错位,进而使得联锁环37抵接于基板35靠近三角板33的一侧,而难以穿过通孔351。只有当三个料道11中都充满胶料时,三个封堵轴32同时向远离分流板10的方向滑动,联锁环37穿过通孔351,复位弹性件36压缩,开启孔311与对应的第一分料道13、第二分料道14、第三分料道15连通,三个料道11中的胶料分别同时经过第一分料道13、第二分料道14与第三分料道15向第一流道221、第二流道231与第三流道241流动,使得三个胶料同时经过第一流道221、第二流道231与第三流道241挤出,减少了前期因胶料挤出不同而导致的胶料浪费。
59.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
